
钢材热处理之: 大型零件淬火裂纹案例分析
1.大型零件淬火裂纹的形成
(1)大型零件淬火残余应力为热应力型 淬火介质的冷却能力越强、截面尺寸越大、加热温度越高,淬火残余应力越大。
(2)应力作用方式与开裂原因 冷却末期,外层金属已冷到低温,内部金属的温度必然高于外层。当其继续降温时,因伴随体积收缩受到外层金属的强力约束,而在中心部位产生三维拉应力,最大拉应力作用在截面的中心处。金属力学性能理论表明,金属在三维拉应力作用下,大大约束了塑性变形能力,使其转变为脆性状态,极易产生低应力脆性断裂;这就是具有珠光体组织的大件心部金属,在热应力型应力作用下形成裂纹的根本原因。
(3)断口特征
1)短圆柱型 常为纵向裂开,当高度为直径的两倍左右时,有横断现象。多见于碳素工具钢,这些零件中心往往存在网状渗碳体,降低钢的强度并沿其扩展。
2)轴类 当轴向与切向最大拉应力超过零件中心处材料的强度时,首先在该处开裂。随后在淬火应力的作用下,裂纹分别沿纵向和横向由内向外扩展,直到在外表面露出裂纹。但是裂纹也可能终止于内部某处成为内裂。当残余应力足够大时,可能在淬火末期自行完全断开。然而更多时候是在露出零件表面裂纹的基础上,通过机加工等办法而显现。在长度远大于直径的时候,横断比纵裂更多见,而且同一零件上可能产生多处横断或纵裂。裂纹源通常位于截面中心处,当截面中心附近区域存在冶金缺陷时,裂纹源才可能偏离截面中心处。
3)齿圈类 一般为中碳铸钢制造,只能形成径向裂纹。裂源为横断面的几何中心处或铸造的热节点处,并由此通过齿圈中心的径向面,由里向外扩展,最终裂开。
4)炸裂的内裂:
炸裂是有伤害危险的开裂,应注意防范。炸裂发生在冷却末期以后。
5)断口特征 断裂面平齐,无明显塑性变形发生,呈典型的脆性断口。
(4)内部冶金缺陷的作用 大件截面中心及其附近,是热应力型应力的最大拉应力存在和作用的位置,这里又是许多冶金缺陷产生或存在的部位。这些缺陷是重要的促裂、诱裂因素,也是大件淬裂的天然裂源和直接原因。由于种种原因的制约与影响,目前我国大型铸锻件的综合冶金质量还很不理想,因而成为影响大件淬裂的最重要的实际因素之一。
应当注意的是:存在于大型零件表面上的一切能引起应力集中效应的因素,在淬火过程中,决无诱发和促进裂纹作用。故此,热处理之前不必要清除大型铸锻件的表面缺陷。
2.大件淬裂的预防措施
(1)利用热处理基本应力的交互作用和双重作用特征,设计或改进大件的淬火工艺;
(2)利用预冷降温的方法;
(3)淬火冷却不进行到低温;
(4)及时回火注意回火冷却方法。
大件淬裂案例分析--顶尖淬火开裂原因分析

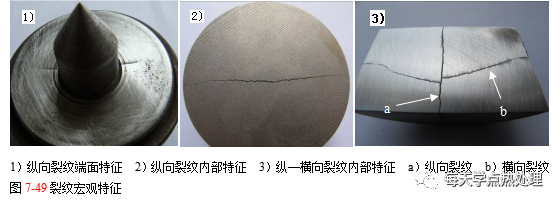
1)横向裂纹 2)纵向裂纹
图7-48顶尖表面裂纹形貌
万能工具磨床用大顶尖,在一批80多个的淬火中,有几个出水后听见较大的异常声响,有的直接发现了裂纹,有的磨削后裂纹才显露出来。追溯顶尖热处理的历史,在不同批次的淬火中,每次出水后都能听见异常声响,随后就会发现几个顶尖出现位置和特征相类似的裂纹,如图7-48所示;
还出现了垂直于轴线完全断裂的特征,如图7-49(2)所示。
顶尖材料为T10钢,加工路线为:下料→退火→机加→淬火→机加。热处理工艺要求为:780±10℃×15s,大端入盐炉至2/3部分进行局部加热淬火,160℃×1h回火,硬度≥61HRC,用锉刀检验顶尖硬度,打滑时说明淬火硬度合格。实际淬火加热800±10℃×20min出炉后预冷5s左右,把加热的2/3部分入CaCl2溶液30s左右淬火,然后全部入溶液浸两下约1s出水。为了寻找顶尖淬火开裂原因,提高热处理质量,采用宏观检验、微观检验、扫描电镜等方法对顶尖进行分析。
1.检验方法与结果
(1)宏观检验 经调查可知,在几乎所有出现裂纹的顶尖上,均出现纵、横两个方向的裂纹。沿轴线在表面相对位置各有一条细而长的纵向裂纹,长度在35mm~75mm之间,如图7-48箭头2所示;有的已裂至大端表面,如图7-48(1)所示;对3个表面存在裂纹的顶尖用线切割机切取金相
1)横向裂纹 2)纵向裂纹
图7-48顶尖表面裂纹形貌
试样,发现纵向裂纹已裂至零件中心且互相连接,有明显的中间粗两边细特征,如图7-48(2)所示;用鎯头轻轻敲击试样,沿纵向形成纵劈,断口成木纹状,近中心的凹槽应是纵裂的源区,如图7-50(1)所示。离大端1/3左右的纵向裂纹两侧有沿圆周一圈垂直于轴线并和纵向裂纹相交的弧形裂纹,如图7-48箭头1所示。弧形裂纹在工件心部和纵向裂纹相连,从里向外由粗变细,纵向裂纹明显粗于横向,如图7-49(3)所示;有的已完全开裂形成横断特征,断裂面比较平齐,无明显的塑性变形,中心附近有收敛于一点的放射状花样,放射点应为横断的源区,如图7-50(2)所示。
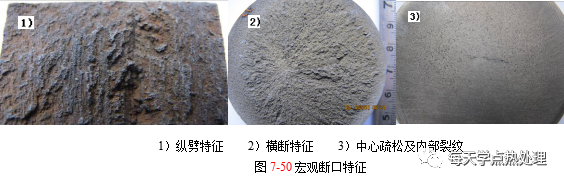
从以上特征可以推断,顶尖开裂主裂纹是纵向且起裂于工件中心,说明工件心部显微组织或原材料存在着缺陷。横截面断口热酸蚀后,参照GB1979-80宏观低倍缺陷评定为中心疏松2级。横断背面中心的裂纹,应为未露出表面的纵裂,如图7-50(3)所示。
(2)微观检验 对包含纵、横两个方向裂纹的试样进行制备,观察未侵蚀的表面,纵向裂纹开口度明显比弧形裂纹粗。根据GB/T10561-2005,在纵、横两个截面裂纹两侧分别观察3个视场,通过测量夹杂物大小及长度,对非金属夹杂物评定为A1.5、C1.5、D1e、DS1.5。
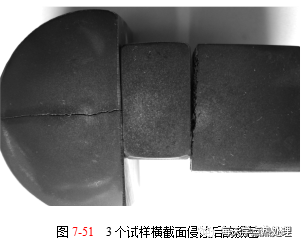
对3个破损顶尖解剖并制备试样,宏观可以看到中心有不同大小的灰白色区域,如图7-51所示。
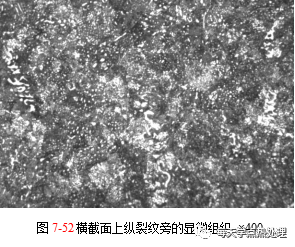
显微组织极不均匀,表面有极薄马氏体层,从表至里依次为马氏体+残余奥氏体→托氏体+少量粒状碳化物→心部为细片状珠光体+大量粒状碳化物。光镜下灰白色区域碳化物聚集严重,存在棱角状碳化物,过剩二次碳化物呈断续网状,部分呈针状向晶内伸展,如图7-52所示。
横截面上纵裂纹末梢沿网状碳化物扩展,周围的晶粒特别粗大,断续网状碳化物显示了晶粒的大小,在显微镜100×下裂纹两侧晶粒度评为1.5级;500倍下和标准图谱进行比较,网状碳化物评定为3级,如图7-53所示。
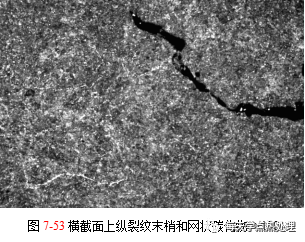
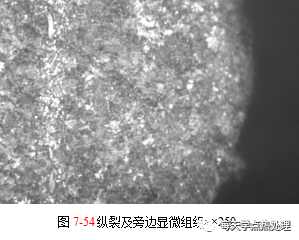
根据GB1298-86《碳素工具钢技术条件》“截面≤60mm的碳素工具钢以不大于2级网状为合格”,显然顶尖中心的网状碳化物已不符合标准。纵截面上的碳化物有带状特征,塑性夹杂物沿带状分布,纵向裂纹和带状方向相同,如图7-54所示。
(3)淬硬层深度的测定 用显微硬度法测定淬硬层深度,结果如表7-5。可看出,淬硬层极薄。
表7-5 顶尖表面淬硬层深度HV0.1kg
离表面距离(mm) | 0.38 | 0.44 | 0.50 | 0.56 | 0.63 | 0.69 | 0.75 |
显微硬度值(HV) | 743 | 824.2 | 781.8 | 835.4 | 713.0 | 572.0 | 527.8 |
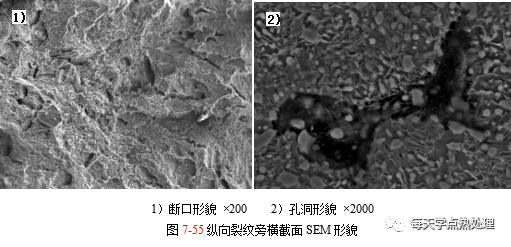
(4)扫描电镜分析 通过扫描电镜对纵、横截面进行检验,源区断口具有准解理特征,孔洞有可能是疏松,也有可能是热酸蚀时非金属夹杂物脱落所形成并沿晶界分布,如图7-55所示。
2.分析与讨论
(1)原材料的影响 由宏观、金相检验可知,顶尖中心原材料存在着疏松、非金属夹杂物等缺陷组织。原材料中疏松、非金属夹杂物的存在,割裂了基体的连续性,使有效承载面积减小,在缺陷的尖角处还会产生应力集中,使随后热处理淬火出现裂纹的机率增大。
(2)不均匀碳化物的影响 由金相检验可知,显微组织极不均匀,心部碳化物聚集比较严重,有带状、断续网状、针状和多角状。带状碳化物的存在,与原材料化学成分偏析程度有关。因为钢锭最后凝固区,是合金元素及硫磷等杂质富集的地方,也是碳化物和非金属夹杂物最为聚集的区域,它和非金属夹杂物一样,都会降低工件的有效受力面积。随着碳化物带状偏析的加剧,高低碳带之间的显微硬度差增大,热处理裂纹敏感性增强,还将影响工件的接触疲劳寿命。断续网状、针状这种呈魏氏组织分布的碳化物是锻后空冷时已经形成的,在后续热处理球化退火和淬火时是很难消除的,多角状碳化物是原材料退火温度过高造成的。网状、针状、多角状碳化物以及粗大晶粒的存在,严重减小晶粒间的结合力,割裂基体的连续性,增加应力集中倾向,钢的脆性明显增大,脆断强度大大降低,裂纹倾向显著增加。
(3)淬火应力与心部组织的影响 由宏观检验可知,顶尖的裂纹形式应属于纵劈和横断。这是因为顶尖淬火冷却后期,外层金属先于内部冷至低温,这时,内部的温度不同程度的高于外层,当心部随后继续冷却时,因体积收缩受到外层金属的强力约束,在中心部分产生三向拉应力。根据实际热处理工艺可知,顶尖整体加热温度过高,保温时间过长,生产中为了获得较高的硬度,淬火时采用了冷却能力较强的CaCl2水溶液,加大了零件截面内外温差,淬火时心部又未发生马氏体转变,因此淬火冷却后顶尖心部所受拉应力是温差引起体积收缩所形成的热应力型三向拉应力。金属在三向拉应力作用下,大大约束了塑性变形能力,使其转变为脆性状态。而顶尖中心粗大的网状碳化物、疏松及非金属夹杂物,严重削弱了钢的抗断强度,成为工件开裂的萌生处和裂纹的扩展路径;淬火时心部所得到的片状珠光体,也使心部金属强度大大降低,因此顶尖淬火时当热应力中的切向和轴向最大拉应力超过材料的脆断强度时,就产生了低应力脆性断裂,形成纵劈和横断。而且热应力型三向拉应力的最大值,主要作用在零件的截面中心处。
(4)工件尺寸的影响 由淬硬层测定结果可知,顶尖淬硬层深度与其直径之比很小,根据形状尺寸其符合短圆柱式大型非淬透件的条件。在各种材料制造的短圆柱式大型非淬透件中,以碳素工具钢件的淬裂倾向最大。
3.结论
综合以上分析可知,顶尖淬火开裂具有热应力型残余应力引起大型非淬透件纵劈和横断的特征,主要是顶尖中心部位存在着疏松、非金属夹杂物以及网状碳化物引起的,而中心带状碳化物和细片状珠光体加速了裂纹的扩展。有可能是下料时,料头切的太少,导致少量存在较多缺陷的工件在淬火时发生开裂。
