
钢的热处理,一份清晰的基础知识汇总PPT 钢的热处理
改善钢的性能,主要有两个途径
(1) 调整钢的化学成分,加入合金元素
(2) 钢的热处理,改变组织结构
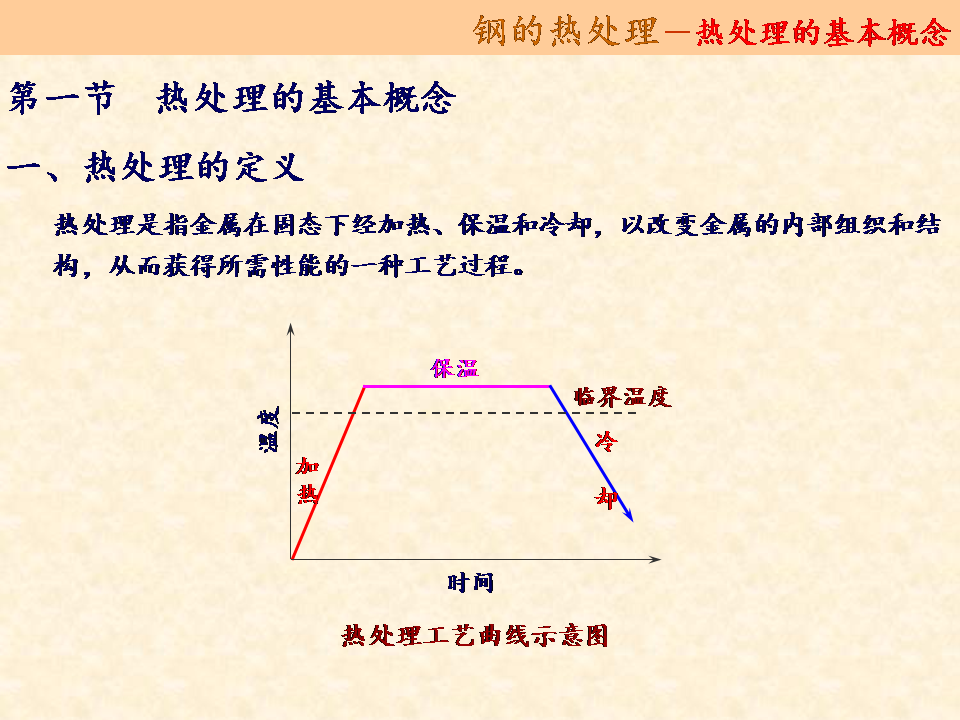
热处理:通过加热,保温,冷却等操作方法,使钢的组织结构发生变化,以获得所需性能的一种加工工艺。
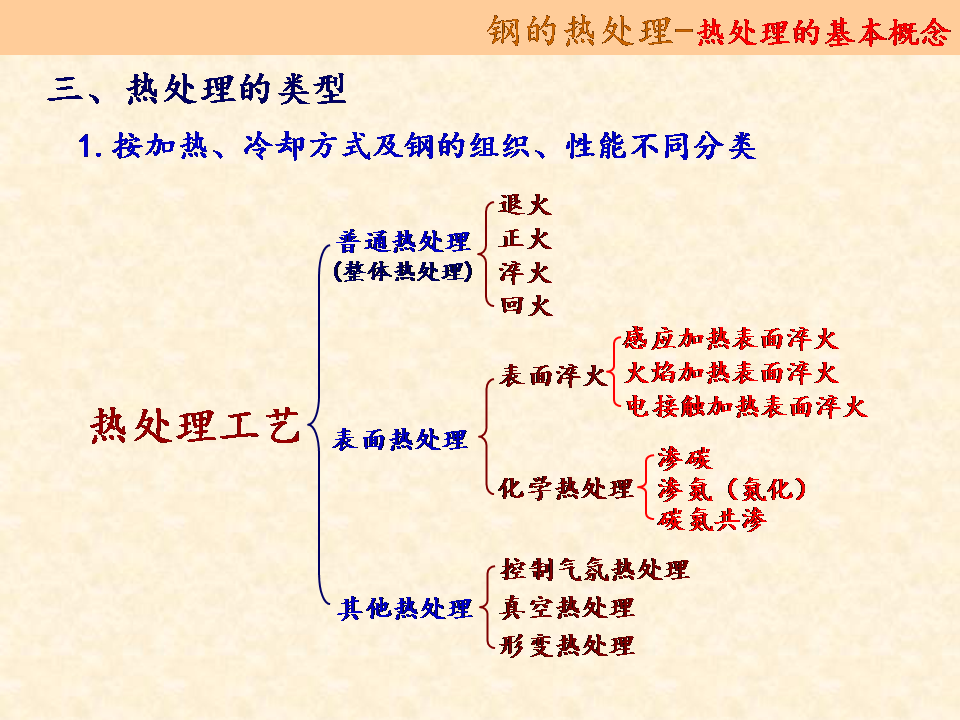
分类:
普通热处理:退火,正火,淬火,回火
表面热处理:表面淬火(火焰加热,感应加热),化学热处理(渗碳,氮化,碳氮共渗)
3.1 钢热处理的基本原理
加热或冷却时钢组织结构发生变化。
3.1.1 钢在加热时的组织转变
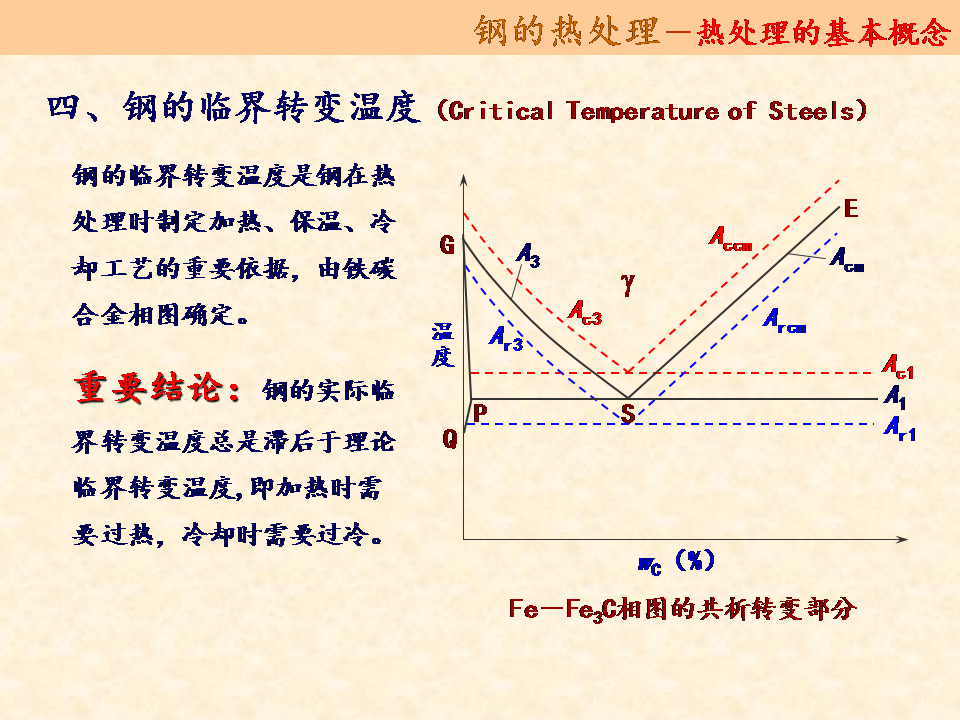
A1,A3,Acm是反映不同含碳量的钢在缓慢加热和冷却时的相变温度(平衡临界点)。实际生产中,加热和冷却速度不可能很慢,总有过冷和过热现象。加热和冷却速度越大,相变温度偏离平衡临界点的程度也越大,即过冷度和过热度越大。通常用Ac1,Ac3和Accm表示加热时偏离后的相变温度;用Ar1,Ar3和Arcm表示冷却时偏离后的相变温度。
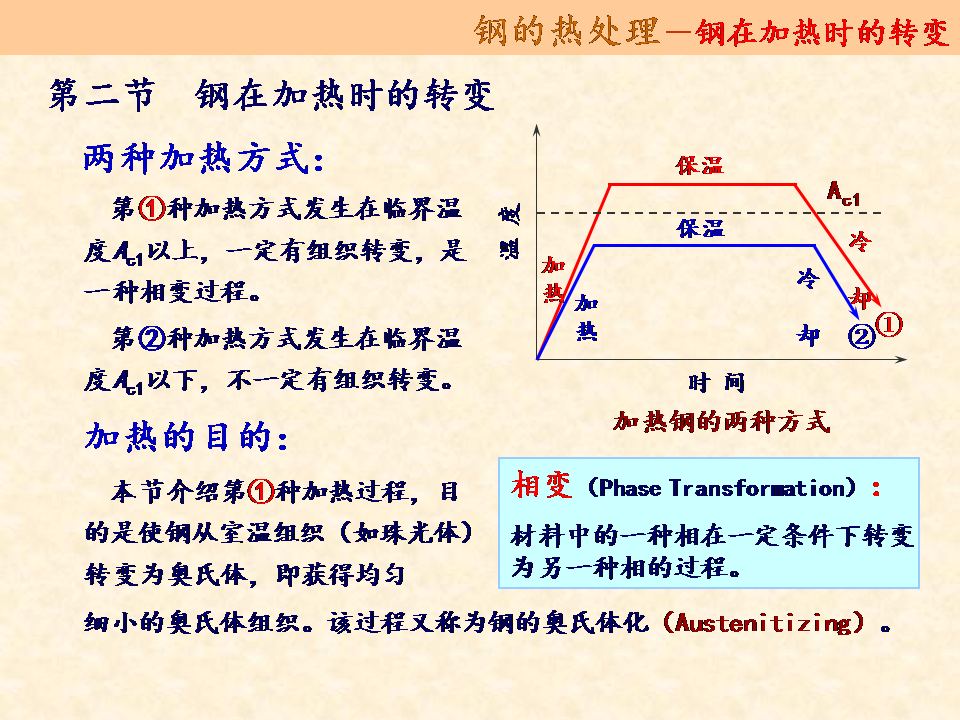
大多数热处理工艺都是将钢加热至相变温度以上,使其室温组织转变为均匀奥氏体, 即“奥氏体化”。
以共析钢为例说明钢在加热时的组织转变。
3.1.1.1 形成过程
共析钢在室温时具有珠光体组织,将其加热到Ac1以上时,珠光体将全部转为含碳量为0.77%的奥氏体。
P=F(体心立方)+Fe3C(复杂晶格)——>A(面心立方)
奥氏体化是一个重结晶的过程,分为四个阶段:
* 奥氏体晶核形成
晶核易于在F和Fe3C相界面形成,这是因为此处原子排列紊乱,位错、空位密度高。
* 奥氏体晶核的长大
含碳量不同出现碳浓度梯度,引起F->A及Fe3C溶解。
* 残余奥氏体的溶解
F先转变完,Fe3C完全溶解
* 奥氏体成分均匀化
碳扩散使A含C量趋于均匀。
3.1.1.2 影响珠光体向奥氏体转变的因素
* 形成温度,钢的成分和原始组织及加热速度
形成温度越高,原子扩散能力增大,增大了A中C浓度梯度,加速成A形成。
* 含C量越高,F和Fe3C相界面增多,有得于A形成。
* P越细,A形成速度越快。
* 连续加热时,随着加热速度增大,A形成温度提高,所需时间缩短。
3.1.1.3 奥氏体晶粒的长大及其影响因素
晶粒度分为起始晶粒度,实际晶粒度和本质晶粒度。
起始晶粒度:指珠光体刚刚全部转变为A时的A晶粒度。
实际晶粒度:指钢在具体的热处理或热加工条件下实际获得的奥氏体晶粒大小。直接影响钢件性能。
本质晶粒:指A晶粒长大的倾向性(本质细晶粒钢,本质粗晶粒钢)
A晶粒长大及其影响因素:
* 奥氏体化温度越高,晶粒长大越明显。
* 加入合金元素影响奥氏体晶粒长大。
能形成稳定碳化物元素Ti,Cr,抑制A长大。
Mn,P等则加速A长大
3.1.2 钢在冷却时的组织转变
冷却方式有两种:
(1)等温冷却
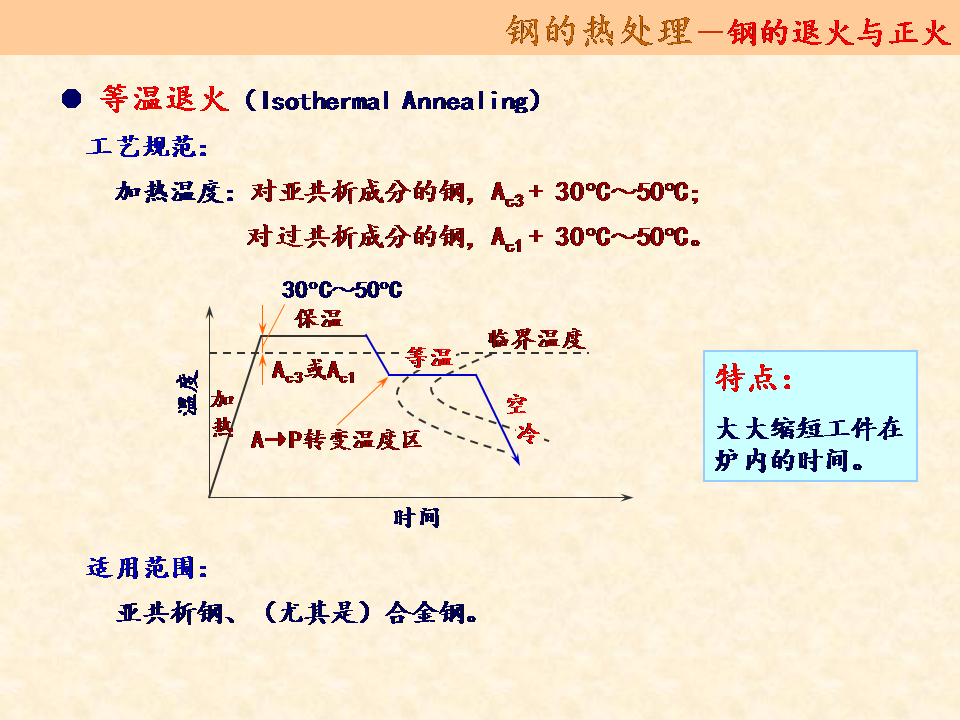
就是将加热后组织为全部奥氏体的钢,先以较快的冷却速度冷却到Ar1线以下某一温度,这时奥氏体尚未来得及转变,但已成为过冷奥氏体。然后进行保温,使奥氏体在等温下发生组织转变。再继续冷却到室温,如等温退火、等温淬火等。
(2)连续冷却、
将加热后组织为全部奥氏体的钢,以某一速度冷却,使奥氏体在温度连续下降的过程中发生组织转变。如退火(炉冷),正火(空冷),普通淬火(油、水泠)。
过冷奥氏体转变产物的组织形态与性能
珠光体,索氏体,屈氏体:晶粒粗细之分。
马氏体:C在α-Fe中的过饱和固溶体,高强度,高硬度和耐磨性
贝氏体:由含碳过饱和F和碳化物组成的两相混合物。上贝氏体,下贝氏体(高强,韧)
3.1.2.1 过冷A等温冷却
将A过冷到Ar1以下的某一温度,并在此温度等温停留过程中完成其组织转变过程,称为过冷A的等温转变。
(1) 高温转变区Ar1-550
(2) 中温转变区550-230
(3) 低温转变区
3.1.2.2. 过冷A连续冷却转变
在实际热处理生产中,A的转变大多是在连续冷却过程中进行的,常在炉内、空气中,油中或水中冷却。与等温转变一样也能发生珠光体、贝氏体、马氏体等转变,但不同的是冷却过程要经过各个转变温度区,会发生几种转变,得到几种转变产物的复合组织。
3.2.1 退火与正火
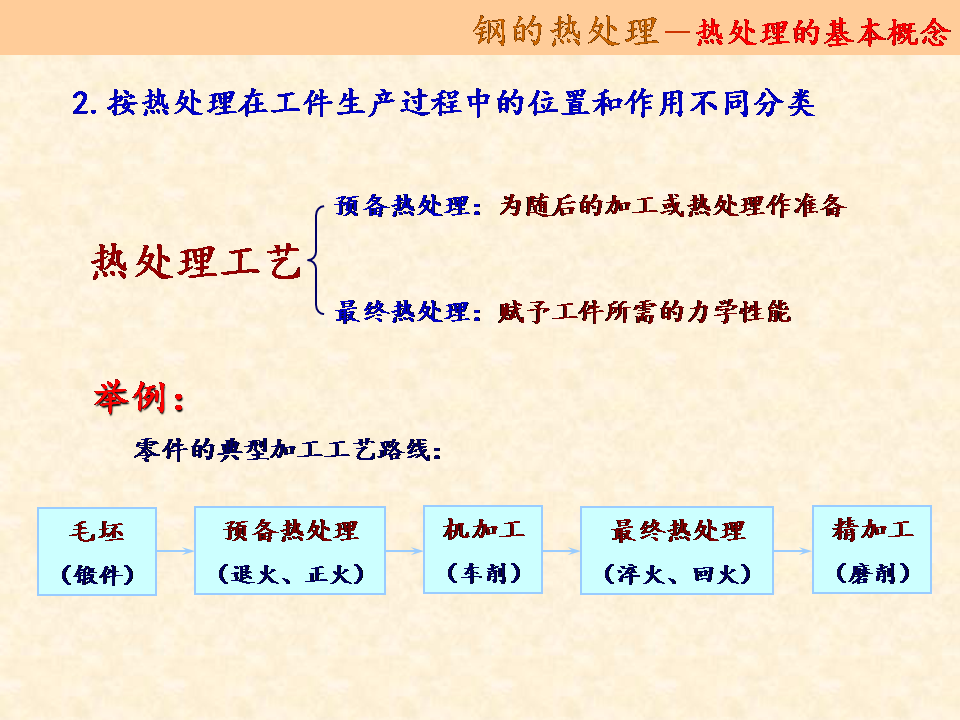
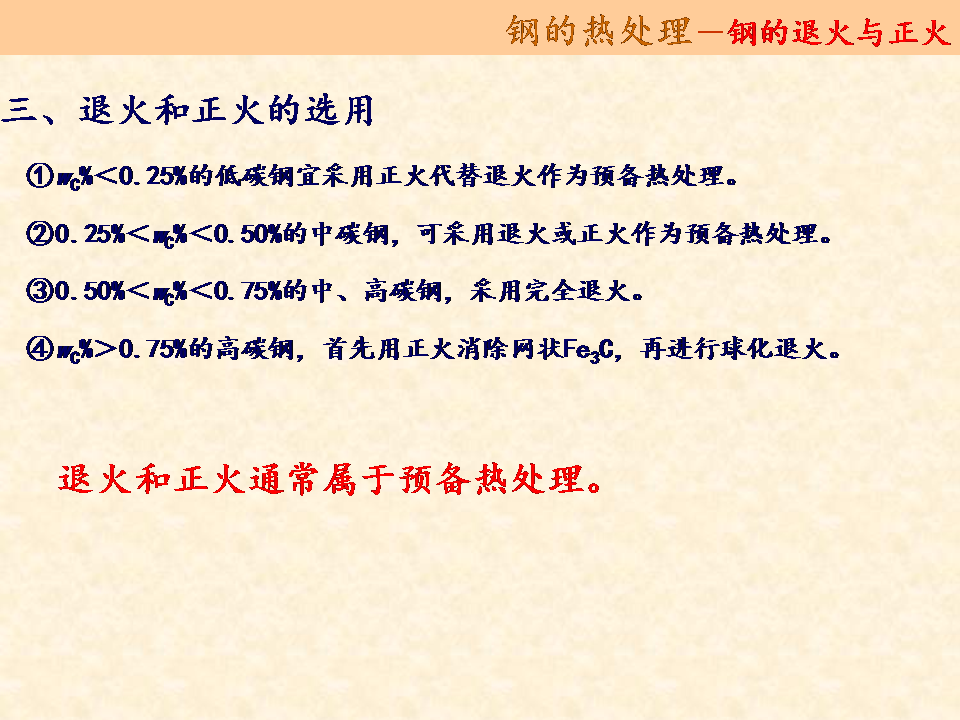
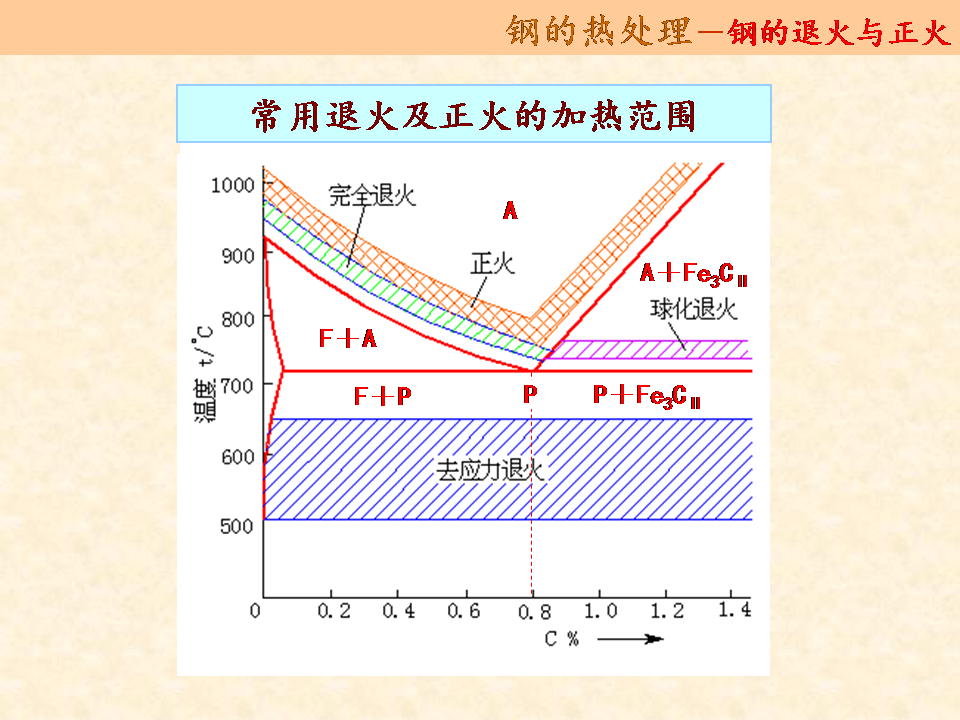
钢的退火与正火是应用非常广泛的热处理工艺,例如各类铸、锻、焊生产的毛坯或半成品的预备热处理,目的在于消除冶金及热加工过程中产生的某此缺陷,改善组织和工艺性能,为以后的机加工及最终热处理做好组织与性能准备。对于某些性能要求不高的机械零件,经退火或正火后可直接使用。此时,退火或正火也就成为最终热处理。
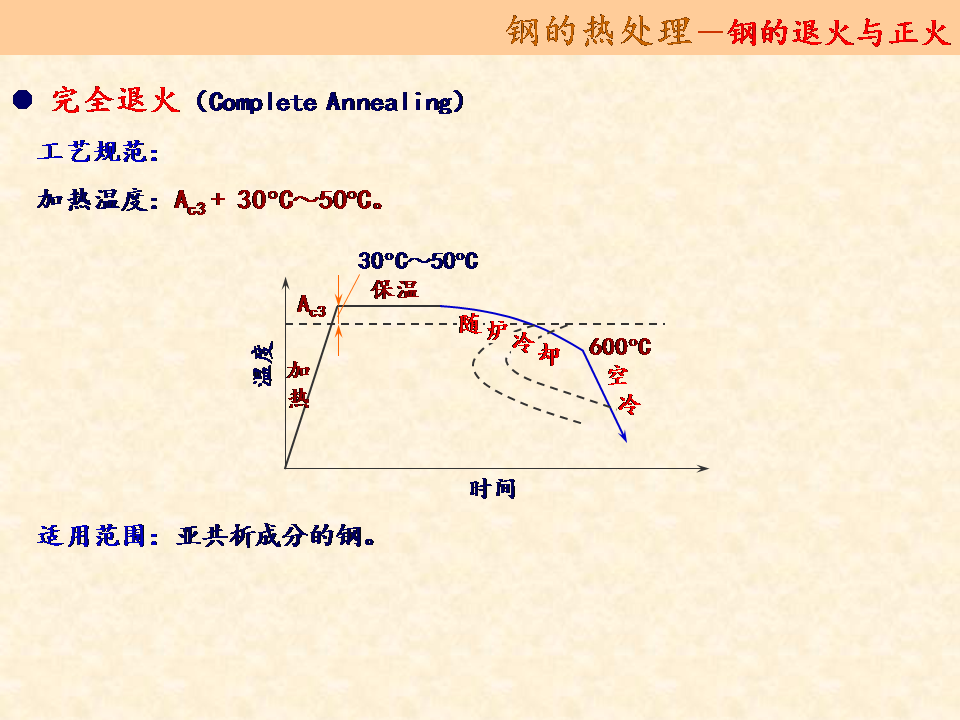
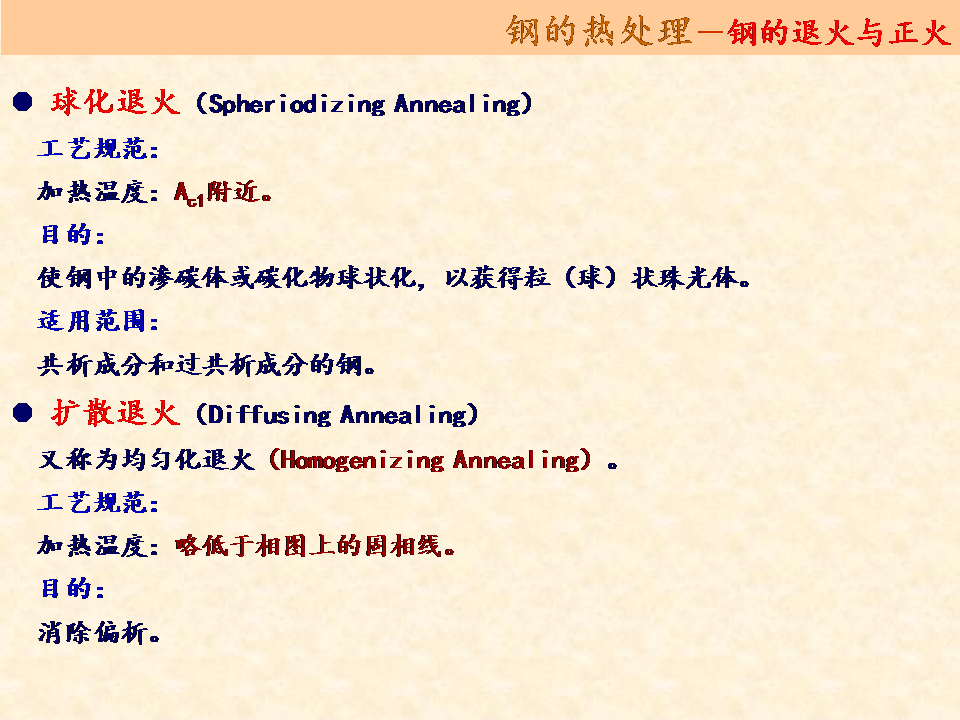
退火:把钢加热到临界点Ac1以上或以下的一定温度,保温一段时间,随后在炉中或埋入炉中或导热性较差的介质中,使其缓慢冷却以获得接近平衡状态的稳定的组织。
目的:
(1)降低钢的硬度,改善切削加工性;
(2)提高钢的塑韧性,便于成形加工;
(3)细化晶粒
(4)消除工件内的残余应力。
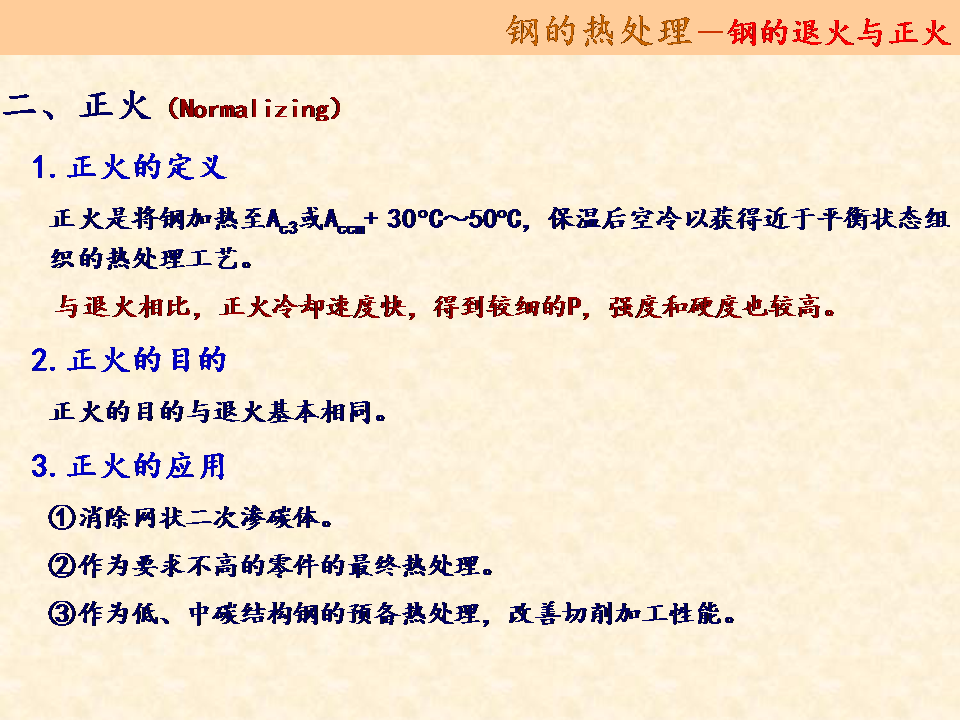
正火:将钢加热到Ac3或Accm以上30-50℃,适当保温后,从炉中取出在静止的空气中冷却至室温。
目的:
(1)细化晶粒,消除缺陷
(2)调整钢的硬度
(3 消除内应力
既可做为中间热处理,也可用作最终热处理。
3.2.2 淬火与回火
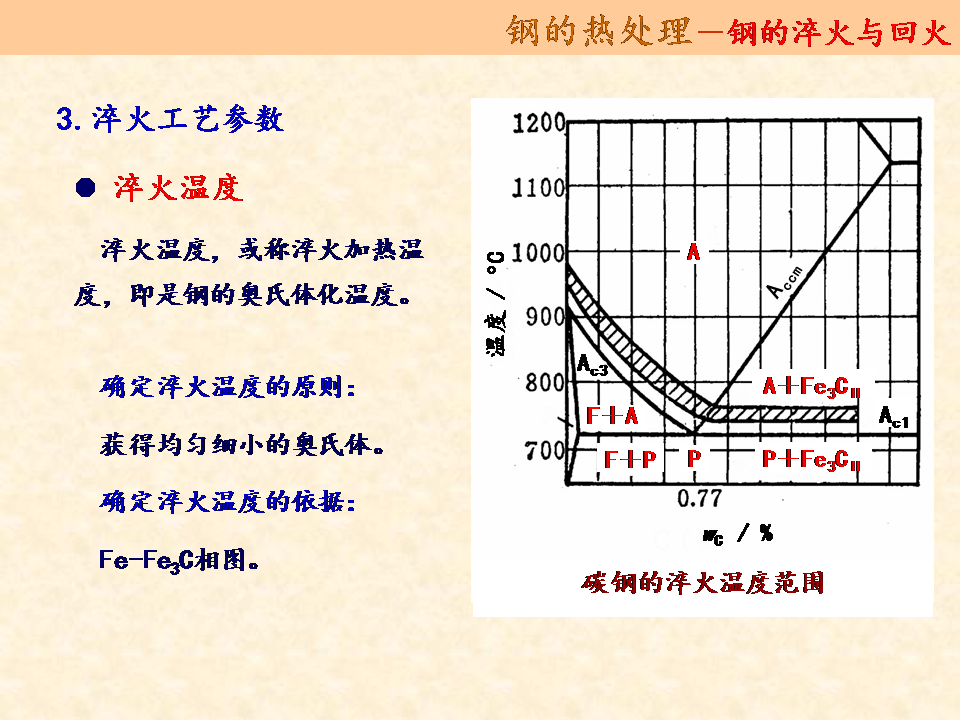
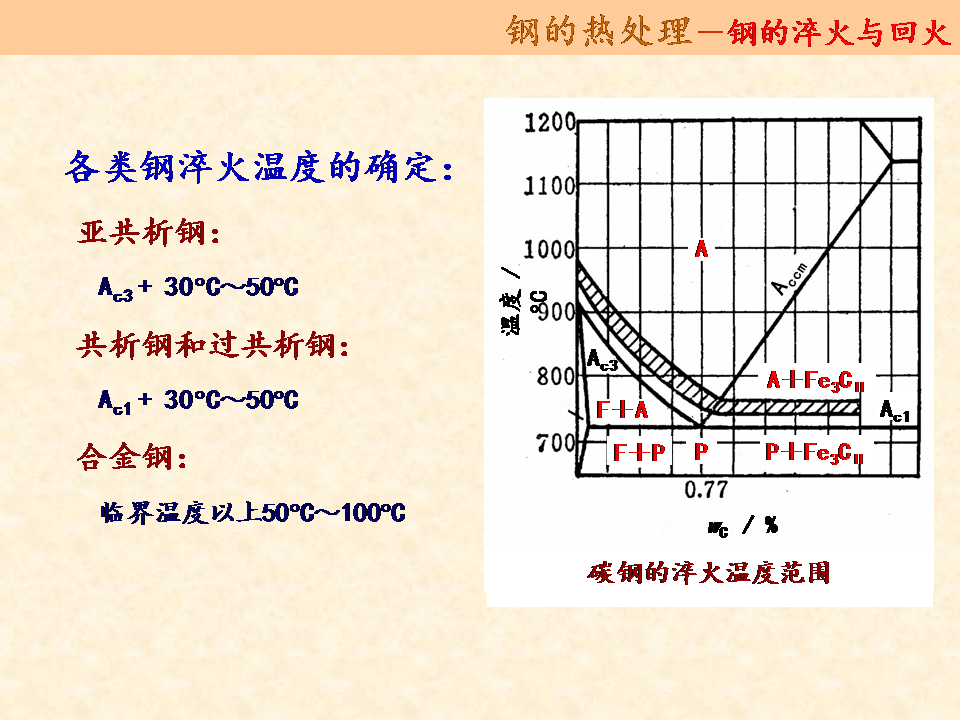
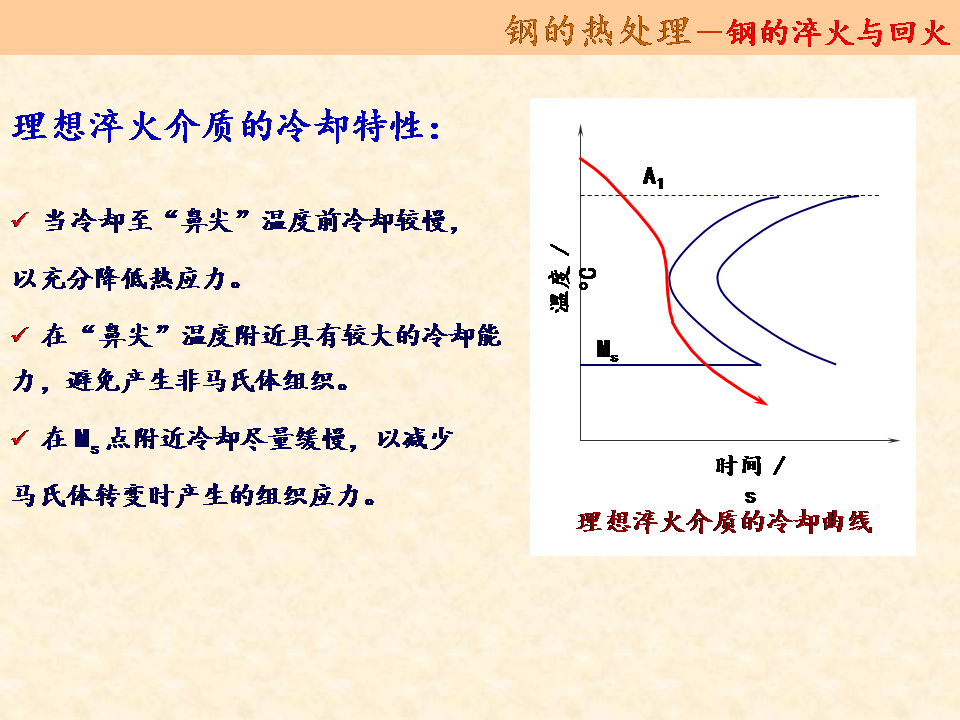
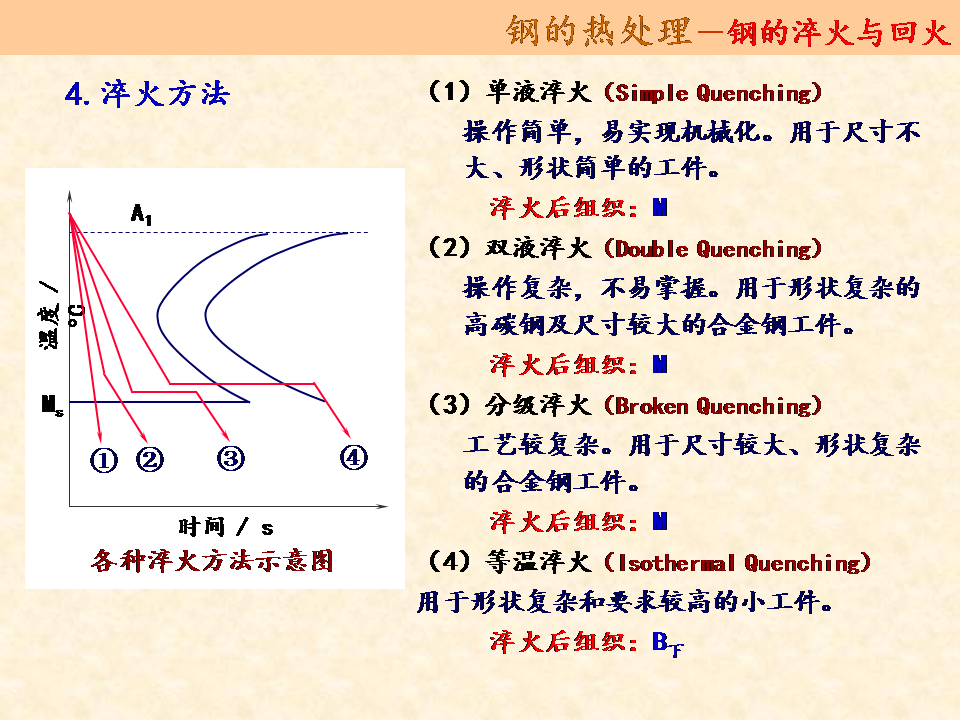
淬火:将钢加热到Ac3或Ac1线以上30-50℃,保温一定时间后,在水或油中快速冷却,以获得马氏体组织。
目的:主要是获得马氏体,提高钢的硬度和耐磨性。
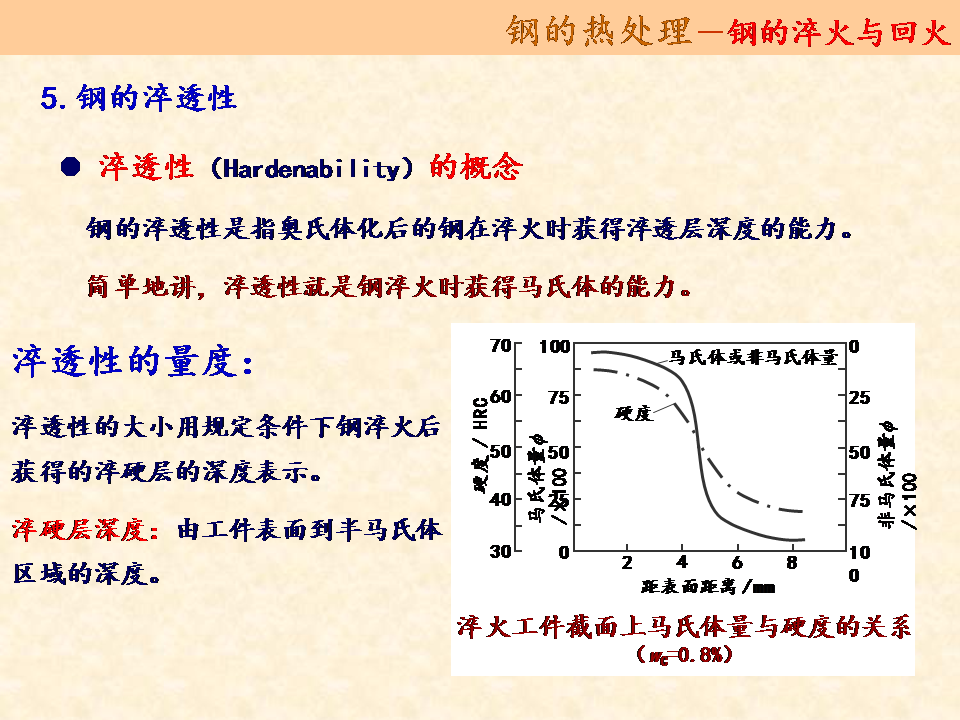
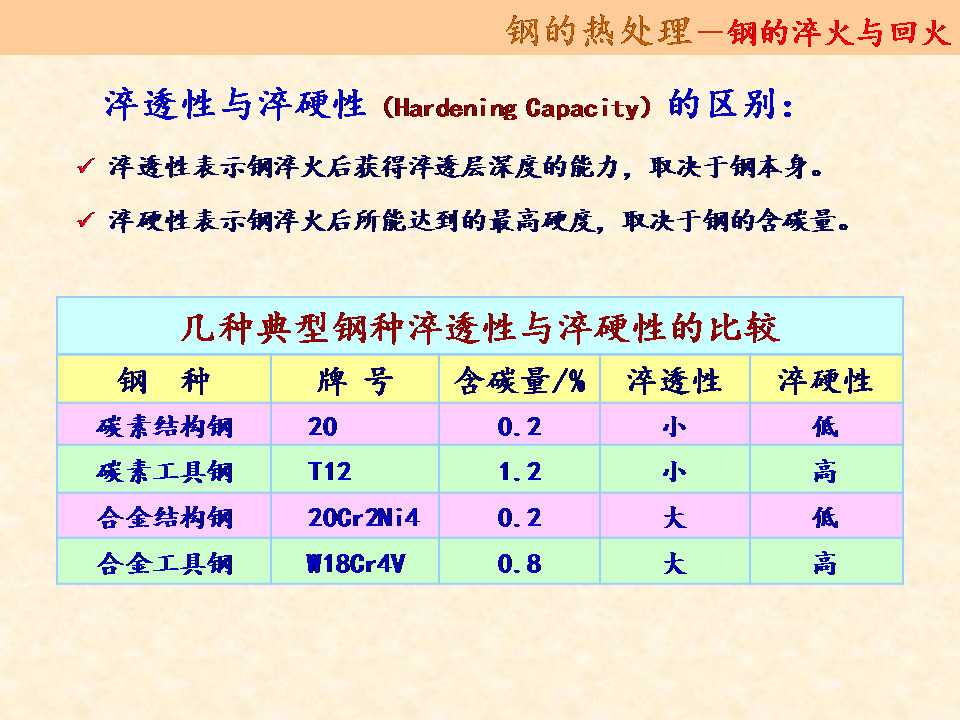
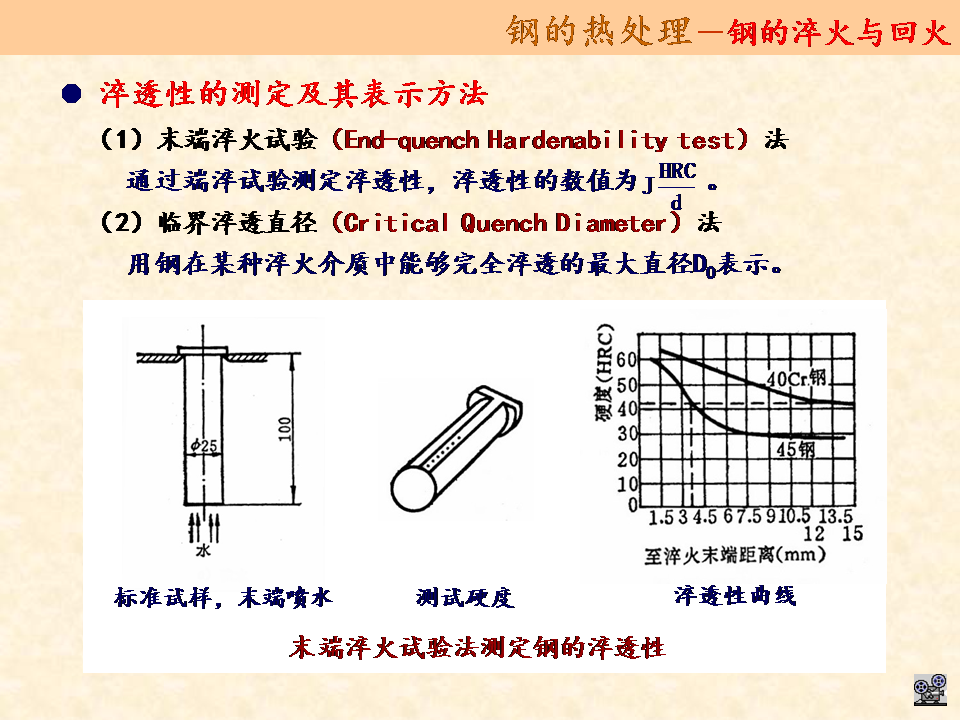
两个概念:淬透性,淬硬性
淬火后强度和硬度有了较大提高,但塑性和韧性却显著降低,此外,淬火工件内部有较大内应力,如不及时处理,
会进一步变形至开裂,为此,淬火后要及时回火。
回火:将淬火后的钢加热到Ac1线以下的某一温度,在该温度下保温一定时间(2-4小时),然后取出在空气或油中冷却。
回火通常作钢件热处理的最后一道工序,因此,把淬火和回火的联合工艺称为最终热处理。
目的:
(1)降低脆性,减少内应力,防止变形开裂
(2)调整钢件的机械性能
(3)稳定组织,保证工件尺寸、形状稳定。
低温回火:加热到150-250℃,保温1-3小时后空冷,得到回火马氏体。(保证高硬度,如刃具、量具)
中温回火:加热到350-450℃,保温后空冷,得到回火屈氏体。(高弹性极限,有一定韧度和硬度,如弹簧)
高温回火:加热到500-650℃,保温后空冷,得到回火索氏体。(有一定强度和硬度,又有良好的塑性和韧性,如曲轴,齿轮)
淬火+高温回火=调质处理
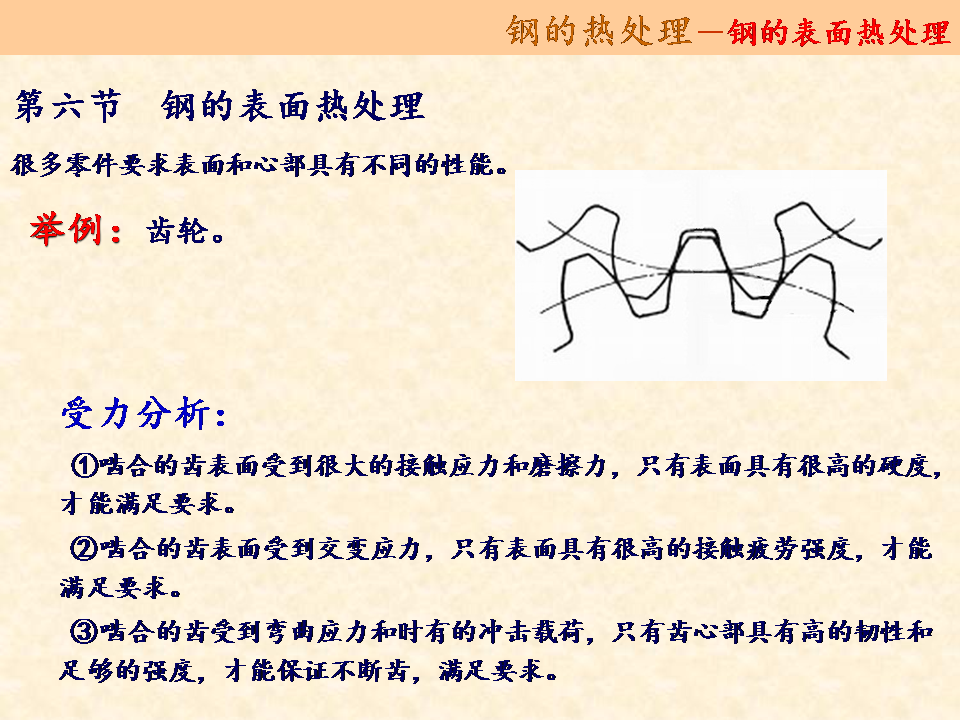
3.2.3 表面热处理
机器零件如齿轮,曲轴工件条件不同,有时受冲击,表面受摩擦,要求芯部有足够强度,韧性,表面有高的硬度和耐磨性。
3.2.3.1. 表面淬火
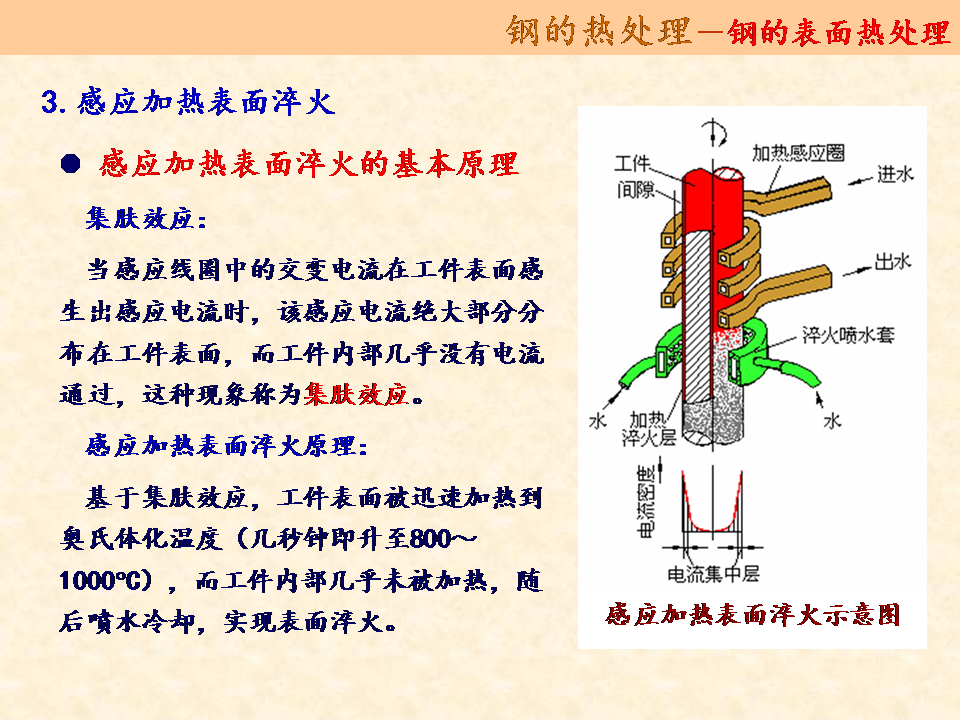
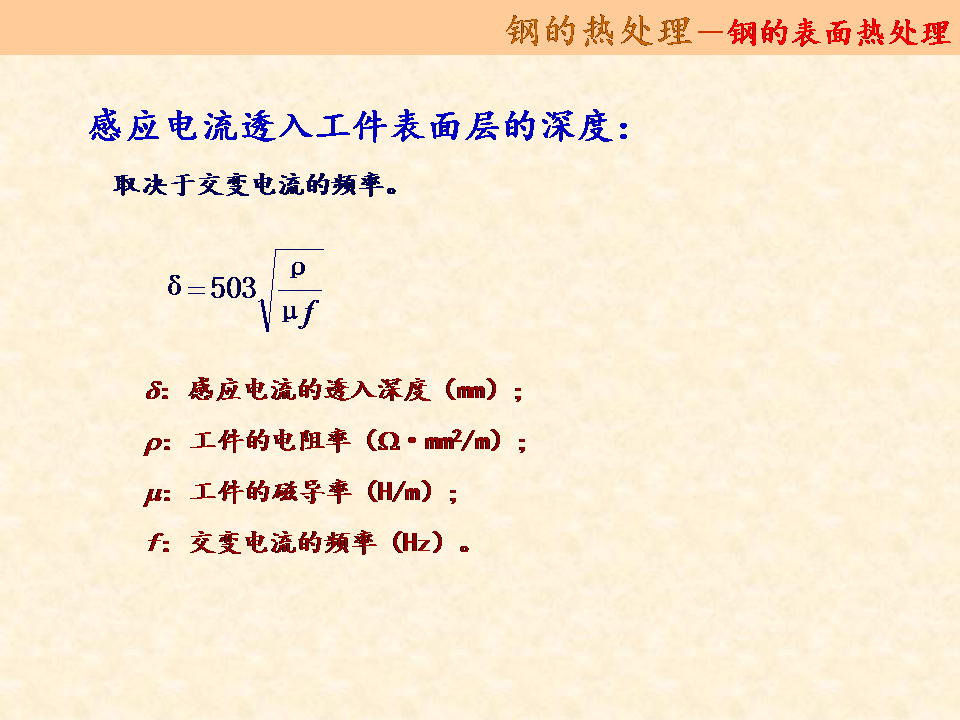
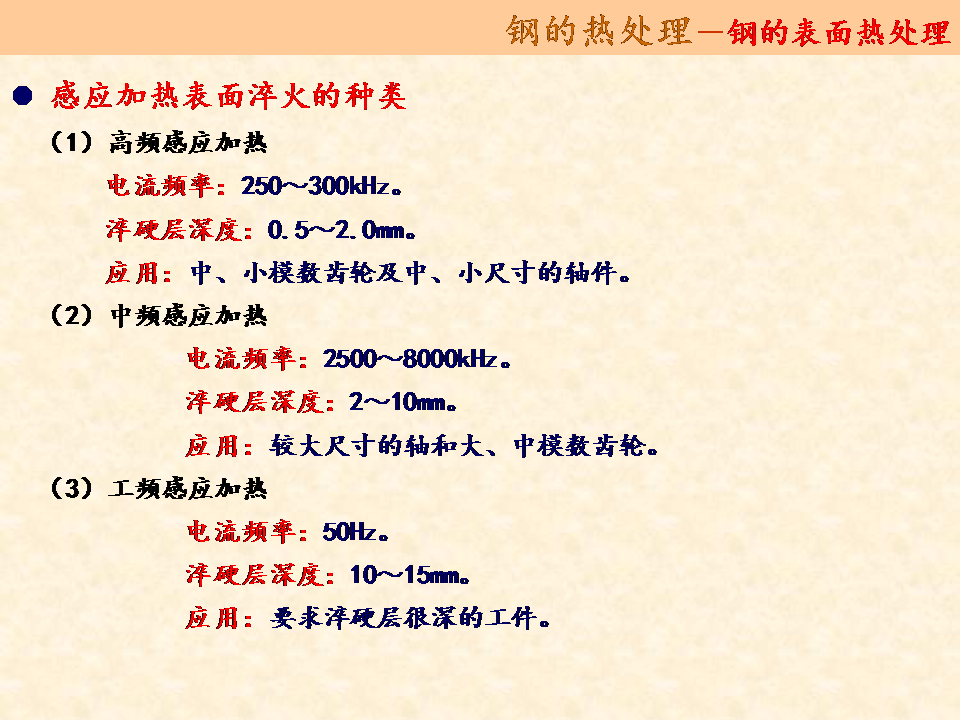
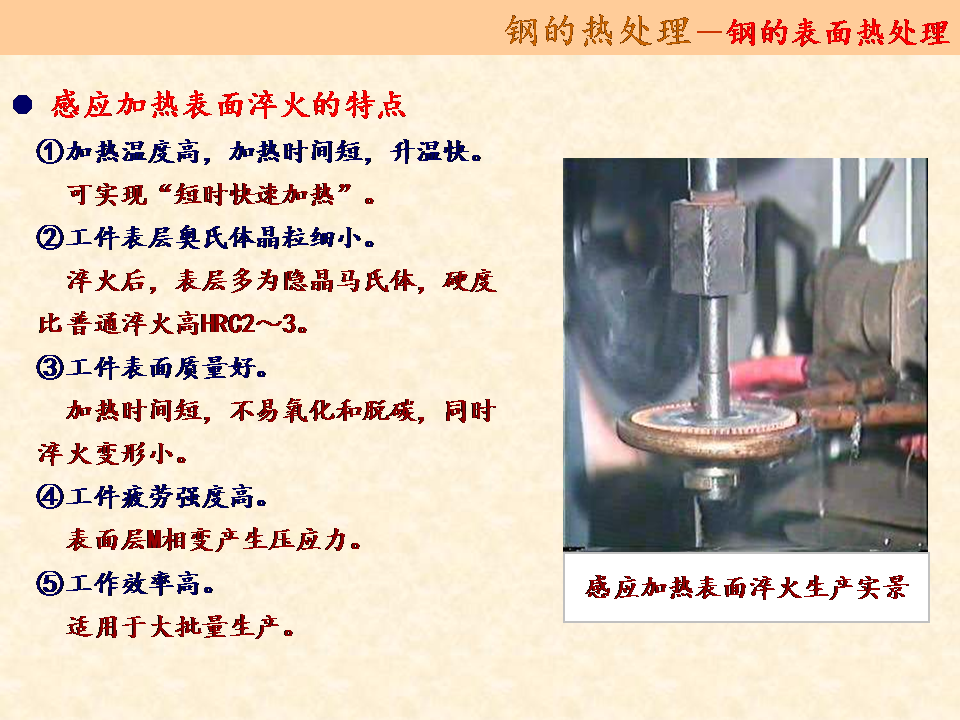
火焰加热表面淬火;感应加热表面淬火
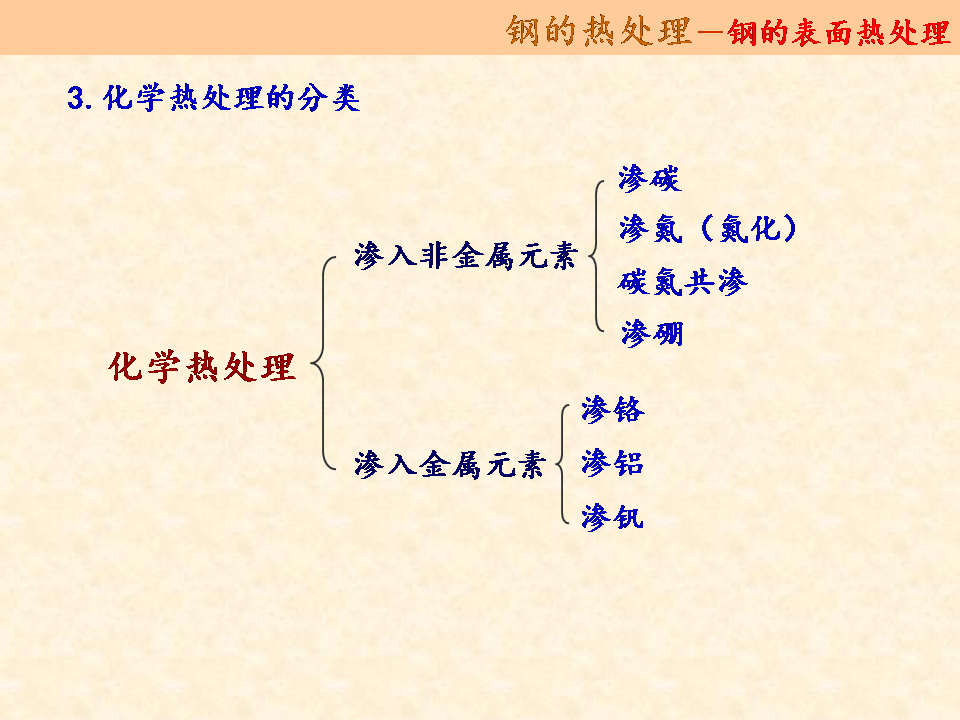
3.2.3.2. 表面化学热处理
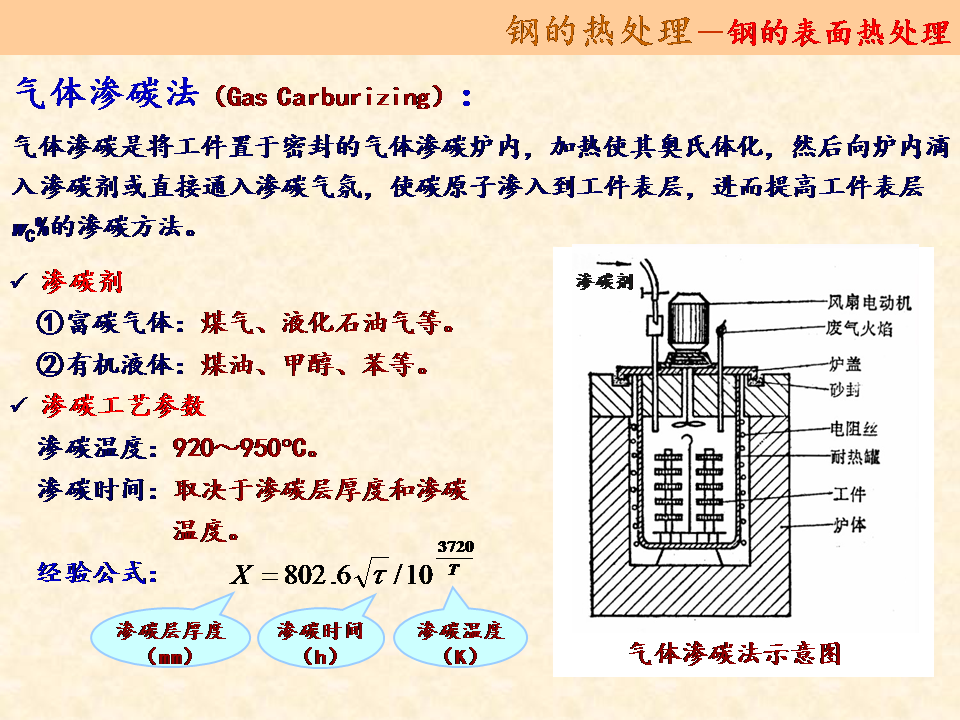
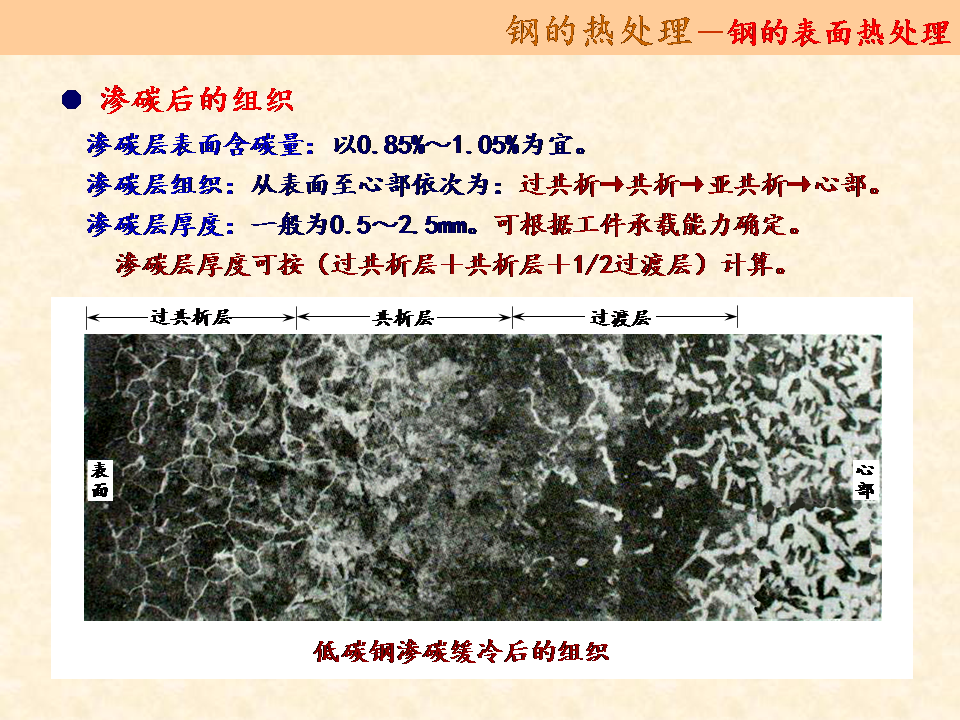
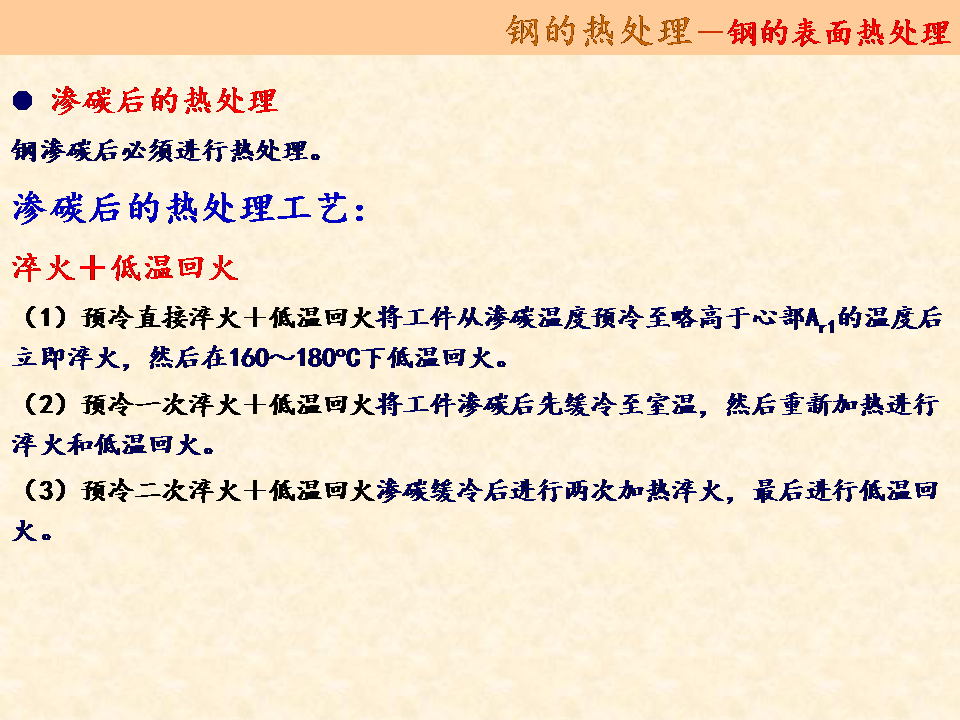
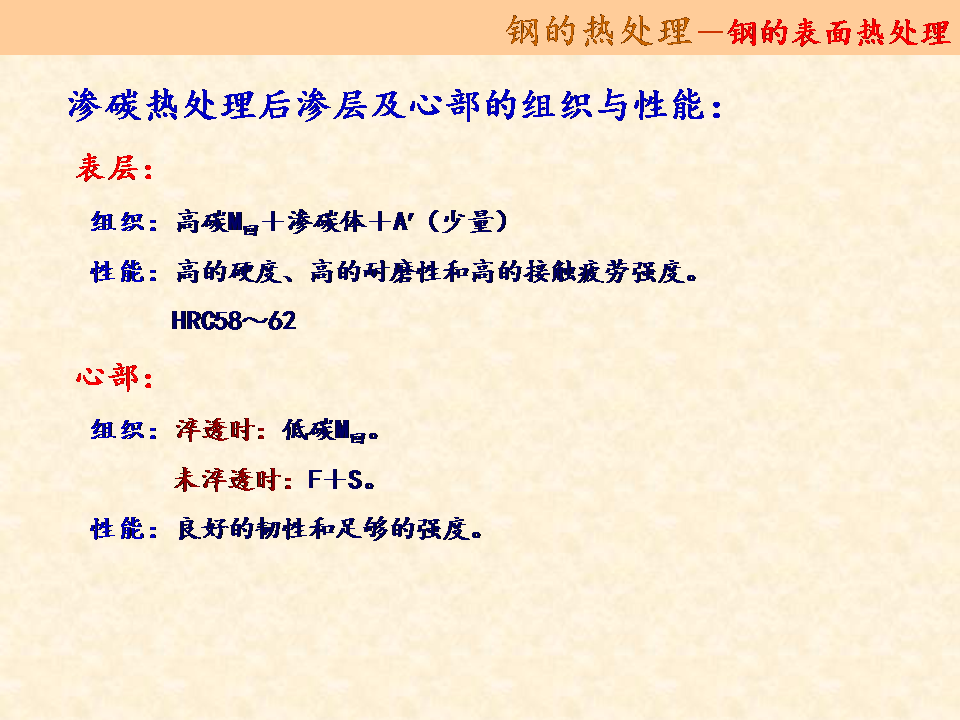
渗碳:向钢的表面渗入碳原子,提高表面含碳量,提高材料表面硬度、抗疲劳性和耐磨性。
渗氮:在工件表面渗入氮原子,形成一个富氮硬化层的过程。提高材料表面硬度、抗疲劳性和耐磨性,且渗氮性能优于渗碳。
碳氮共渗:碳氮同时渗入工件表层。提高表面硬度、抗疲劳性和耐磨性,并兼具渗碳和渗氮的优点。
渗铬:有较好的耐蚀性和优良的抗氧化性、硬度和耐磨性,可代替不锈钢和耐热钢用于机械和工具制造。
渗硼:十分优秀的耐磨性、耐腐蚀磨损和泥浆磨损的能力,耐磨性明显优于渗氮、碳和碳氮共渗层,但不耐大气和水的腐蚀。主要用于泥浆泵零部件、热作模具和工件夹具。
下面我通过一组PPT 来学习一下这方面的知识:

来源:热处理小讲堂
