
零件淬火裂纹分析,氰化冷速较慢,造成零件表面裂纹,
生产中经常出现渗碳或氰化后淬火裂纹,导致零件报废,既影响生产进度,也造成不必要的经济损失,因此分析产生裂纹原因,避免再现,至关重要。
1.问题描述
某单位生产4批零件,其加工工序如下:领料→车工→磨工→超声波检验→车工→磨工→氰化→高温回火→平磨→车工(开槽)→钻工→钳工→检验→淬火→回火→磨工→磁粉检验。
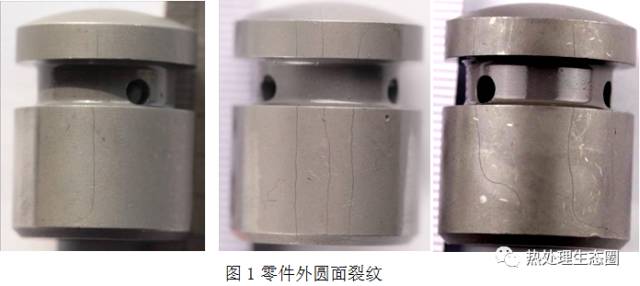
前3批零件匀一次性合格,第4批(29件)零件加工至回火工序吹砂后,发现大量零件表面出现裂纹,如图1所示。
2.查热处理加工原始记录
清查该批热处理实际加工的原始记录纸,氰化830℃,保温7h,冷却箱+高温回火650℃保温5h10min空冷。淬、回火工艺:盐炉810℃,保温23min,油冷+冰冷处理-60℃,保温3h,空冷+回火160℃,保温2h20min,空冷,均符合工艺资料参数要求。
3.裂纹零件剖切分析
取表面裂纹的3个零件作外观、断口、成分、硬度以及金相组织等分析,其结果为:
(1)外观检查
如图1所示,零件外圆面存在大量裂纹,各零件外圆面纵向裂纹数量不一。外圆面大部分纵向裂纹均贯穿开槽部位,槽口两侧裂纹周向位置基本一致且一一对应,应为同一条裂纹;部分纵向裂纹存在拐弯现象及扩展至端面。
(2)断口检查
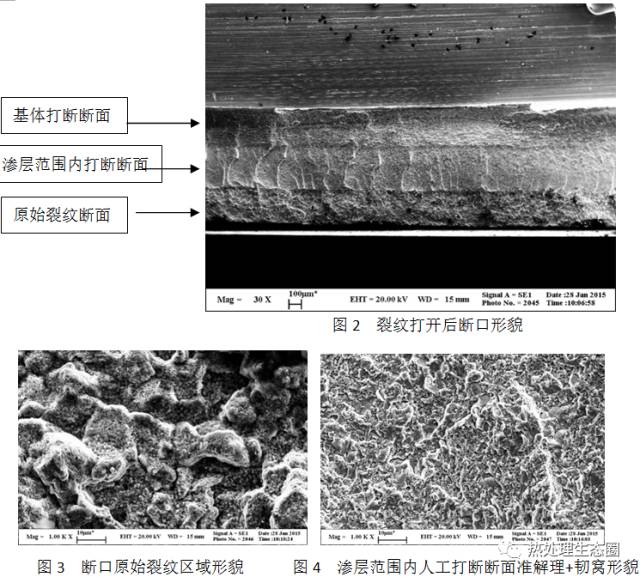
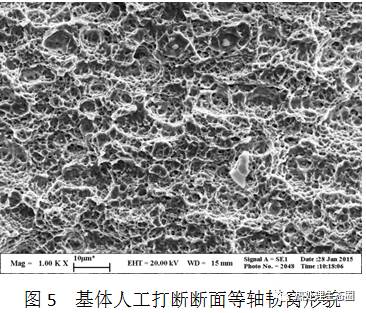
将零件裂纹人工打开进行断口观察:整个断口基本分为3个区域(见图2)。最外层为原始裂纹区,裂纹深度基本一致,约为0.3mm,断面氧化严重,无断口特征(见图3),经能谱分析,该区域内含少量O及微量S、Cl、K等元素。中间层为渗层范围内人工打断断口,微观形貌为准解理+少量韧窝(见图4);内层为基体人工打断断口,微观形貌为等轴韧窝(见图5)。
(3)成分检查
经化学定量分析,结果如表1所示。
表1 12Cr2Ni4A化学成分分析(质量分数)(%)
分析元素 | C | S | Si | Mn | Cr | Ni | Fe |
分析结果 | 0.15 | 0.002 | 0.27 | 0.43 | 1.44 | 3.47 | 余 |
12Cr2Ni4A | 0.10~0.15 | ≤0.015 | 0.17~0.37 | 0.30~0.60 | 1.25~1.75 | 3.25~3.75 | 基 |
(4)硬度检查
渗层部位:63.2HRC、63.3HRC;心部:38.4HRC、38.8HRC。
(5)金相检查
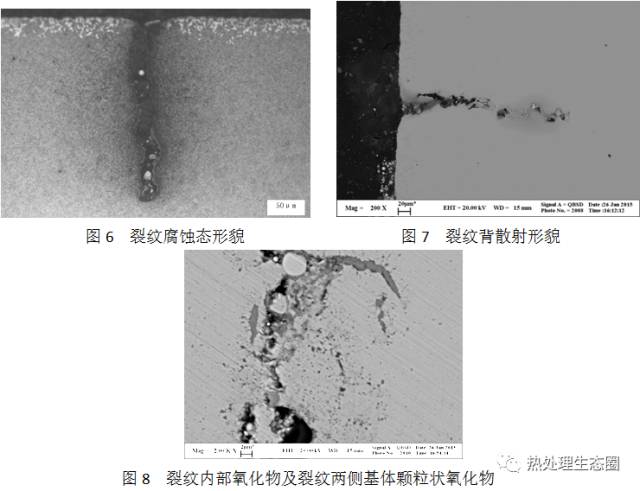
剖切零件外圆面及顶部弧面裂纹,所有剖切的裂纹深度及形貌基本一致,深度均约为0.3mm,裂纹开口及宽度均较大,耦合性较差,尾端圆钝,裂缝内可见大量氧化物,裂纹两侧基体可见大量弥散分布颗粒状氧化物;腐蚀后观察渗层表面存在一层厚约25μm的碳化物带,裂纹开口两侧碳化物带未沿裂纹分布,裂纹附近组织与正常部位无明显差异,如图6~8所示。零件渗层组织为细针马氏体+碳化物,心部组织为板条马氏体。
(6)渗层检查
渗层深度及硬度梯度检查结果如表2所示。
表2 渗层深度及硬度梯度检查
位置 | 距表面垂直距离/mm | 有效硬化层深度/mm | |||||||
0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | ||
硬度梯度HV0.5 | |||||||||
裂纹附近1 | 789 | 766 | 757 | 754 | 709 | 642 | 585 | 513 | 0.70 |
裂纹附近2 | 774 | 771 | 766 | 759 | 713 | 640 | 585 | 527 | 0.71 |
正常部位1 | 813 | 799 | 787 | 761 | 715 | 645 | 577 | 527 | 0.70 |
正常部位2 | 812 | 805 | 792 | 757 | 713 | 647 | 582 | 528 | 0.71 |
4.分析与讨论
通过对裂纹零件剖切结果,分析如下:
(1)零件外圆面纵向裂纹的数量、走向不一,故零件裂纹的产生与原材料状态无关。
(2)由裂纹的剖切金相检查可知,裂纹部位渗层深度与无裂纹部位深度及形貌均基本一致,裂纹开口部位碳化物层与正常部位无明显差异,且碳化物未沿裂纹分布,裂纹附近渗层组织与同样深度正常部位组织无明显差异,由此可以判定氰化前零件表面无裂纹。
(3)从裂纹剖面形貌上看,所有裂纹深度基本一致,裂纹开口及内部宽度较大,耦合性差,尾端圆钝,裂纹内部可见大量氧化物,裂纹两侧基体可见大量弥散分布颗粒状氧化物,裂纹形貌不符合淬火应力裂纹形态特征,且淬火后续回火温度仅为160℃,缺少产生大量氧化物的环境。由此可以排除淬火冷却过程及后续过程开裂的可能。
(4)从零件槽口两侧裂纹的分布情况来看,大部份裂纹槽口两侧周向位置基本一致且一一对应,槽口两侧的裂纹应为同一条裂纹,由此可以判定裂纹应在开槽之前就已经存在;零件外圆面开槽为在淬火工序之前进行,故排除淬火过程中开裂的可能。
综上所述该零件表面裂纹产生应在氰化工序与车工(开槽)工序之间。
5.调查热处理加工过程
根据上述结果分析和判断,排除淬火裂纹,继续了解有关操作者实际加工过程,得知零件氰化后出炉,在转至冷却箱过程,吊车发生短期故障,导致零件在空中停留时间太长,造成零件表面氧化脱碳。
表层先形成极薄的一层托氏体组织,在下面保留一层未转变的奥氏体,在随后冷却过程,使表面产生拉应力的作用,为宏观裂纹产生创造了条件,在后续砂轮磨工和车工(开槽)过程中,残留奥氏体转变成马氏体,造成表面的体积膨胀,由于该零件开槽较深,当磨削温度达到250~300℃时,组织转变加快,氰化层的脆性增大,加上冷却不及时等造成磨削裂纹,其特征为裂纹沿着网状渗碳体面形成微小波纹状,零件在淬火后,由于组织应力和热应力影响,扩大了原有的微裂纹,从零件表面裂纹看,裂纹只是沿着槽口,槽底并没有出现裂纹。
6.结语
该零件由于氰化冷速较慢,导致砂轮磨削和车工(开槽)工序加工过程中,造成零件表面裂纹。
文/蒋诚,中国航发南方工业有限公司热表处理中心
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)