
在电焊焊接过程,电焊焊接的质量管理是极为重要的。操作人员要随时随地对电焊焊接质量进行检查。小编梳理了一些焊接缺陷的相片供大家关看,同时附了多张成形比较好的焊接的相片,以作对比。
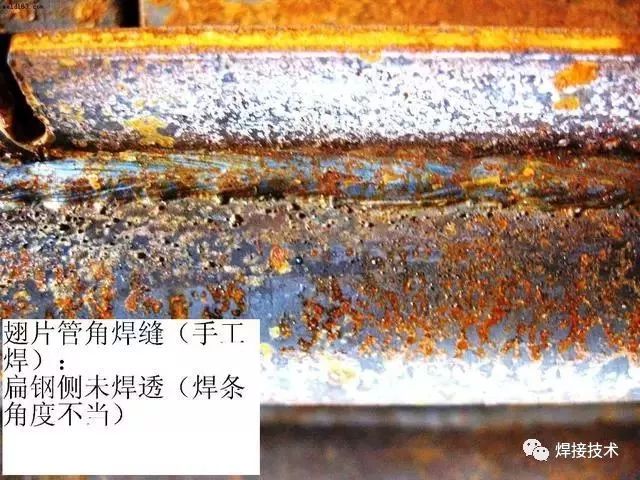
手工电弧焊:扁钢侧未焊透
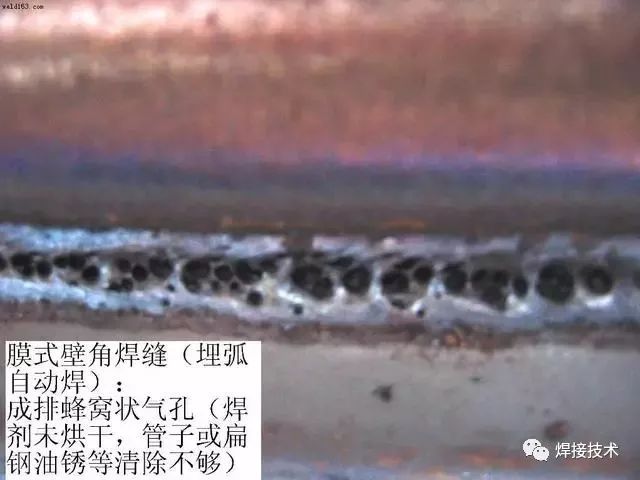
埋弧焊:出现成排蜂窝状气孔,成因大致为焊剂未烘干、工件油锈等清理不够

埋弧焊:焊速过快,电压偏大。出现单个气孔
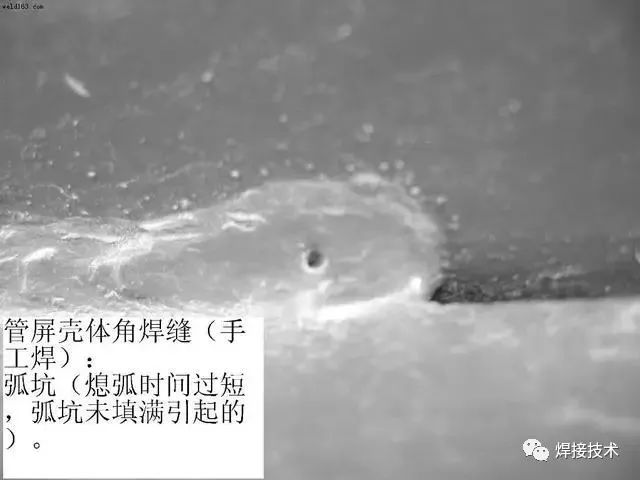
手工电弧焊:熄弧时间过短过快,造成弧坑未填满不平整。
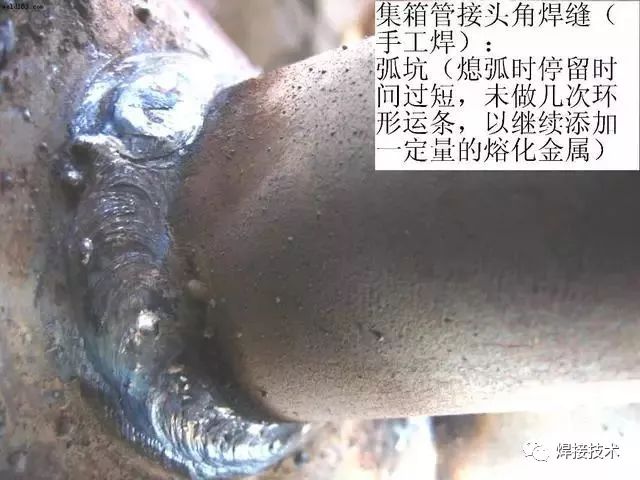
手工电弧焊:熄弧时间过短,未作几次环形运条,以继续添加一定量的熔化金属

手工电弧焊:接头是没有接好,导致焊缝没有连接好
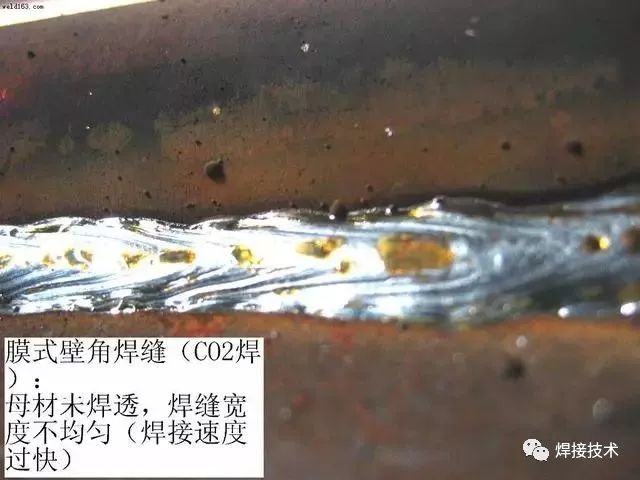
二保焊:母材未焊透,焊缝宽度不均匀(焊接速度过快)

手工电弧焊:熄焊不当造成的熄弧处的塌陷及咬边
附了几张成形比较好的焊缝的照片,以作为对比

钨极氩弧焊:成形较好的管子对接接头
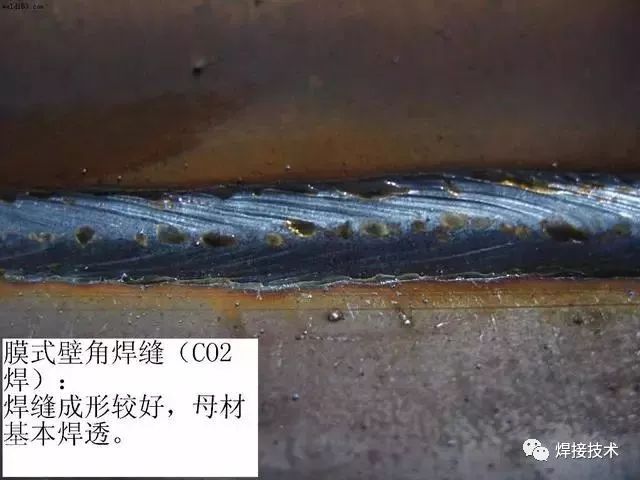
二保焊:焊缝成形较好,母材基本焊透

