
一、零件及技术要求
零件名称:阀芯
材 料:20CrMo
技术要求:氮化
渗层0.5-0.6mm
表面硬度≧HV600

二、生产设备
75KW井式氮化炉(马弗罐φ800×1200)
二、工艺一及检验结果
表面硬度HV0.2550
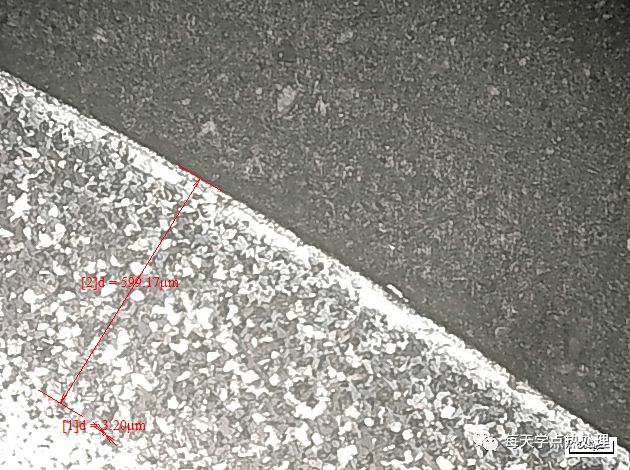
渗层:0.43mm
白亮层0.18,有疏松

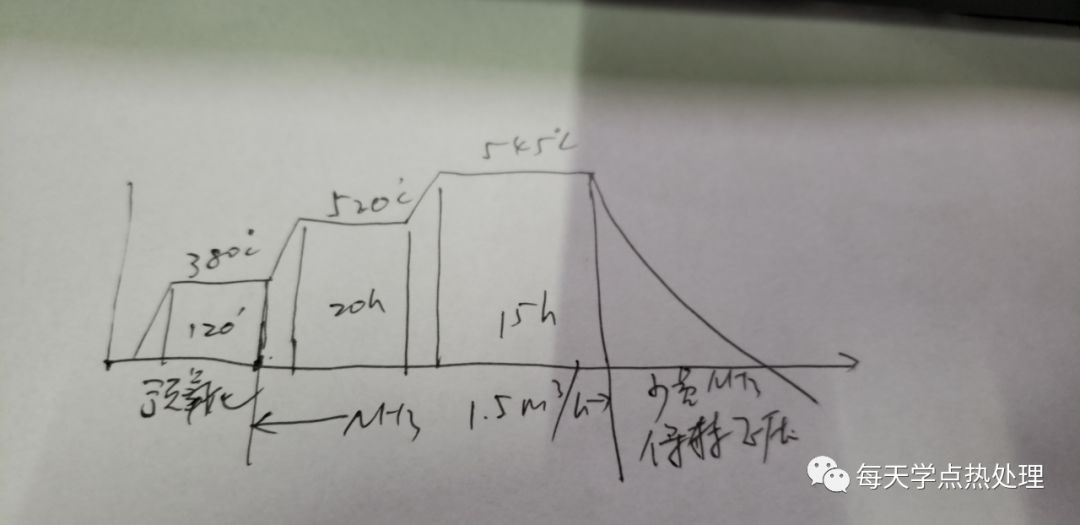
工艺二及检验结果

表面硬度HV360
渗层0.59mm
表面氧化层0.008
距表面0.05mm 硬度HV590
补充氮化工艺(还原氧化层):560℃
表面硬度HV630
渗层0.66mm
表面氧化层0.008
距表面0.05mm 硬度HV560


一、总结
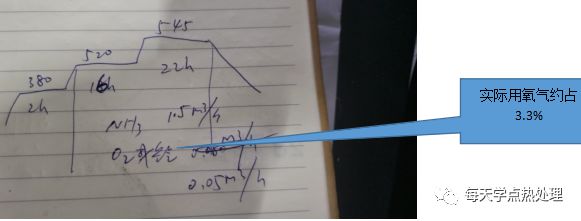
1)氮化加氧,对氮化有促进作用,渗速约加快30%
2)氧气通入量约为氨气的0.5~1%;空气量约为氨气的5%
3)工艺要反复斟酌,必须要严谨,稍有差错,结果大相径庭。
