某零部件锻造厂在加工18CrMnTiH环形毛坯件时,发现存在裂纹废品,裂纹缺陷较大,废品率较高,并对裂纹缺陷进行了初步检验,认为该裂纹产生于原料棒材原始裂纹。针对此情况,对裂纹零件进行了检验,并到锻造厂加工现场检查废品情况,以观察宏观缺陷,确定裂纹产生原因。
一、缺陷件宏观形貌
零件加工流程:锯切下料→感应加热→锻造→粗车(单面车去2mm),裂纹废品发现在粗车光表面上。这批棒材下料完成锻造800余件,锻后车削过程发现200件左右废品。实际到加工现场确认后发现:完成车削的200件左右全部存在裂纹,废品率为100%。废品件的宏观形貌如图1、图2所示,裂纹局部如图3所示,在废品中随机挑选多件,如图4所示。
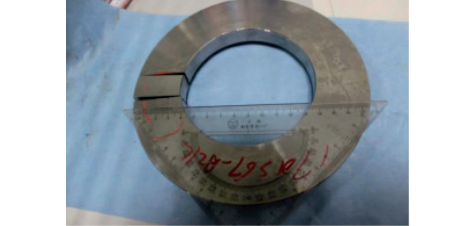
图1 零件背面
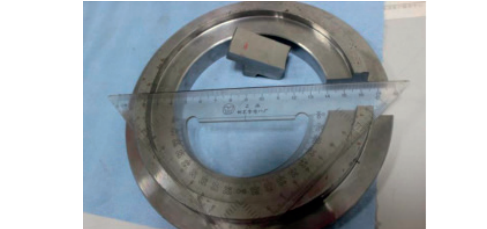
图2 零件正面
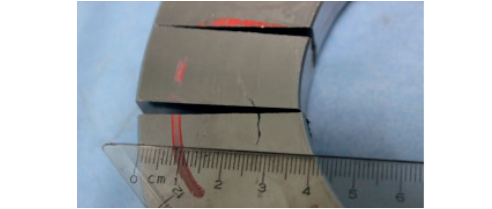
图3 裂纹局部

图4 多个废品件
通过宏观观察,可以发现裂纹均位于零件背面接近中孔附近,多数裂纹长度40mm左右,形态均略呈弧形,多个废品上裂纹缺陷的形态大体相近,个别零件上折叠痕迹明显。裂纹位置如果对应锻造前料段上,应为料段内部某横截面,原料棒材整支经过超声波检测,几乎可排除这个位置存在裂纹的可能性。
二、理化检验
如附表所示,废品零件化学成分符合标准要求,不是导致零件产生裂纹的原因。
零件的化学成分(质量分数) (%)

因粗车后废品率100%,推测车光前锻件上应存在裂纹,所以在锻造后未进行车光零件中随机选取2件进行了着色渗透检验,如图5、图6所示,经着色渗透后,零件背面接近内孔部位存在多处渗透剂聚集,表明粗车前锻造后的毛坯件上即存在裂纹缺陷。
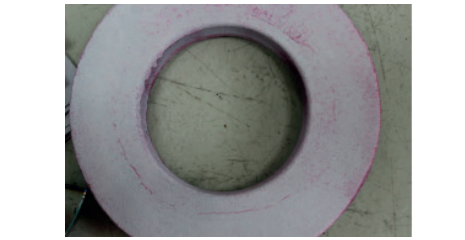
图5 零件经着色渗透后

图6 着色渗透后裂纹局部
如图3所示,在零件裂纹缺陷位置取样,在垂直裂纹方向上进行磨抛制样,在光学显微镜下由外侧开始,沿裂纹延伸痕迹逐步观察裂纹形貌。裂纹始端开口明显,呈微小角度逐渐向内扩展,总体呈掀起状,末端逐渐无开口,呈毛细状延伸,放大后可见裂纹内存在明显氧化现象,如图7~图12所示;腐蚀后(4%硝酸酒精溶液),组织为正常铁素体珠光体组织,有轻微脱碳;锻造变形产生的金属流线痕迹清晰可见,裂纹的扩展方向整体与该流线平行。
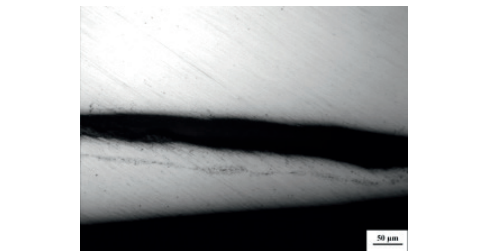
图7 裂纹末端(50×)
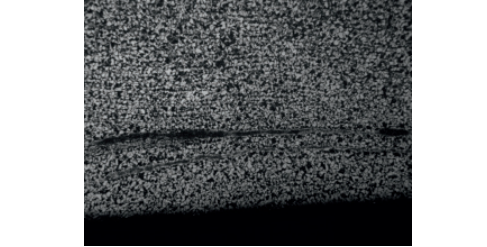
图8 裂纹始端(50×)
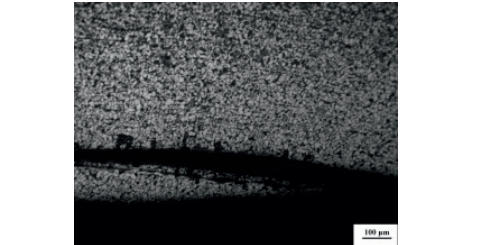
图9 裂纹末端(200×)
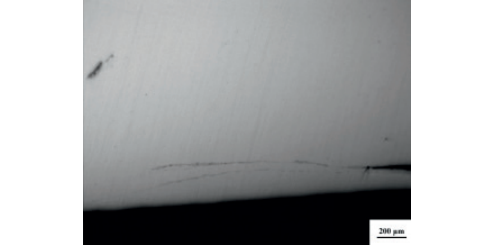
图10 裂纹始端(200×)
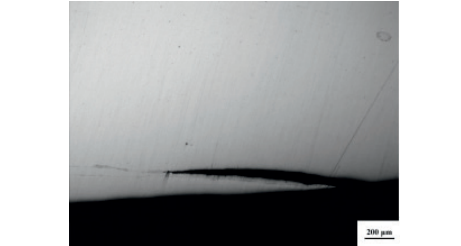
图11 裂纹末端(腐蚀后,100×)

图12 裂纹始端(腐蚀后,100×)
三、结束语
宏观上废品率100%,多个废品件上缺陷形态具有一致性,分布位置具有规律性;随机选取的未粗车的锻后件经着色渗透后有渗透剂聚集,表明粗车前锻造后的毛坯件上即存在裂纹;微观上裂纹始端开口明显,近平行于表面逐渐向内扩展,末端逐渐无开口,呈毛细状延伸;裂纹内存在明显氧化、轻微脱碳现象,裂纹的扩展方向与锻造金属流线痕迹平行。这些特征均表明该裂纹产生于锻造过程,是一种锻造折叠,通过控制合理的毛料体积,修改工艺及模具形状,定期进行模具检查和更换可减少此类折叠缺陷的产生。
作者:刘桂江、刘晓斌、许强
单位:东北特钢集团抚顺特殊钢股份有限公司
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

