
[淬火工艺] 压力淬火和冷模淬火
在进行传统的浸淬时,有许多圆形零件、扁平零件或筒形零件的变形难以接受。汽车齿圈就是非常明显的例子。这种情况下,就需要采用特殊的工艺。然而,需要强调的是,这些特殊的工艺设备价格昂贵且生产速度较慢。因此,由此产生的热处理成本相对较高。这样,只有在强制要求最小变形时才考虑使用这些工艺。压力淬火与强烈淬火密切相关,后者将在本书的其他章节讨论。
压力淬火
使用最广泛的特殊工艺可能是压力淬火。为了实现控制淬火的最大优势并最大限度地减少加热循环引起的变形,必须制造压力淬火模具以提供适当的淬火油流量并保持淬火零件的关键尺寸。在压力淬火中,模具与炽热的零件接触,且淬火压床的压力以机械方式与零件匹配,这往往发生在淬火开始之前,这时,零件是炽热的、可塑的。然后机器和模具以受控的方式迫使淬火介质与零件接触。
淬火剂的流量和流速由淬火压床控制,流量的分布由模具控制。淬火的速度取决于淬火介质和淬火油的流速。冷却速度可以通过调节淬火油流过模具的速度来控制。
淬火模具的设计有明确的原则,基础设备已经标准化。虽然一些基本类型的模具可用于某些典型形状的工件淬火,但为了适应和顾及到某一特定的零件,还需要额外的模具零件。如果要利用受控淬火的优势,应该就特定的模具要求咨询制造商。
当使用适当的设备和正确设计的模具对精确且均匀加工的齿轮进行淬火时,淬火后圆柱度和平面度公差为 0.025 至 0.050 毫米(0.001 至 0.002 英寸)是齿圈等零件的常见要求。所有模具设计中最重要的因素是在热处理之前将模具接触面与工件的表面相关联。
淬火压力机床
这些淬火压床有一个油槽和带有阀门及时间控制的淬火液循环泵系统,因此在淬火循环的所有阶段—流过模具的淬火液体积和流量—都会自动改变为预设值,以满足零件的淬火要求。内置的循环泵系统和油槽将所需的外部淬火介质的供应减少到大约132升/分钟(35 加仑/分钟),也可以提供高达 852升/分钟(225 加仑/分钟)或更多的淬火液,这取决于机器的大小。所需的淬火介质取决于所需的吸热和介质的温升。由于模具的通道将所有淬火液引导至靠近工件的位置,因此无需再增加外来的淬火液,而导致浪费和未利用的溢流。
许多淬火压力机床都配备了淬火液循环系统,以便在淬火循环期间可以改变淬火油流量。这种做法只是利用了时间-温度-转换(TTT)特性。也就是说,淬火油首先以高速率(超过757l/min或200 gal/min)流动,以便使工件尽快冷却 TTT曲线鼻部以下。当低于260 oC (500oF)转变为马氏体时,延缓流动(低至132 l/min 或 35 gal/min)。如果淬火压床用于高产量,则在马氏体转变接近完成时可能会增加淬火油流量,以更快地完成循环并使淬火压床用于下一个零件。
淬火压床的类型
基于“快速释放”或脉冲原理的压力淬火机床可用于手动或全自动装置。在这种压力淬火机床中,工件以通常的方式放置在下模上。“脉冲”是由施加到零件上的上模压力间歇释放产生,它通过消除模具的接触摩擦使零件在正常热收缩期间“呼吸”。这部分的时间大约需要20 秒,在此期间,脉冲以大约每2秒一次的频率发生。在脉冲期间保持最大淬火油流量。在手动机器中,淬火油流量减少并最终增加以加速操作,如上所述。
设计用于相对高产量的自动压床(图 10.2.6),也是利用脉冲原理。在这个特定的工艺中,将炽热的齿轮放置在机器前面(位置1)的扩展下模上。然后,下模和工件移动到淬火室的中心(位置2)。上部机构(包括压环和扩展锥)向下移动接触工件和下模扩展机构,然后关闭淬火室门。接着淬火油的脉动和流动(约757升/分钟,或 200 加仑/分钟)持续大约 20 秒。按照这个预定的时间间隔,脉冲停止,上模上升。辅助淬火室的门打开,让它充满油。然后卸料器的钳口将工件从下模转移到辅助淬火室(位置 3)进一步冷却。然后淬火室门关闭,密封辅助淬火室。
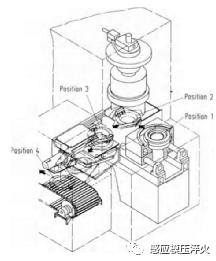
图10.2.6 使用脉冲原理的四位自动齿轮压力淬火机床剖视图。
初始淬火室中的淬火油立即排出,下模移动到装载位置,为下一个工件做好准备。当下一个工件正在淬火时,辅助淬火室中的零件仍处于淬火油液面以下,被排放到输送带(位置4),并从淬火油中输送出来时进一步冷却。通过这种方法已经以每分钟两个的速度完成了环形齿轮的淬火,当检查替代方案(通常是更多的精加工余量和/或某种形式的矫直)时,这可能被认为是非常好的。然而,与正常的从炉中淬火相比,这种操作被认为是缓慢乏味,且价格昂贵。
冷、干模淬火
常用的淬火介质通常是液体或气体,薄的扁平圆盘或设计复杂的工件,在传统介质中淬火会产生不可接受的变形。
解决此类问题的一种方法是利用各种形式的冷的、扁平的或异形模具,这取决于被淬火零件的形状。如果只涉及到几个零件,模具不需要特殊冷却,只要在另一个零件淬火之前允许它们冷却即可。模具通常用于靠近奥氏体化操作的某种类型的淬火压床。
作为干模淬火的一个实例,由 AISI 1095 钢制成的直径相对较大、3.2 毫米(1/8 英寸)厚的圆盘在788oC(1450 oF)下进行奥氏体化,一次一个依次从炉子中取出,然后迅速落入由铜制成的下模(用于高导热性)并通过水管冷却。当工件落到下模上时,启动淬火压床,上模(也由铜制成,水冷)牢固地落到工件上并保持它,同时它冷却得非常快,模拟水淬的速度。圆盘被硬化而不产生变形,但操作缓慢且单调乏味。
几乎任何形式的干式模具淬火都是缓慢且昂贵的,不应考虑用于常规应用。然而,有一些特殊的应用,成本是合理的。灰铸铁由于含有大量的集结石墨而成为优良的散热片,是干式模具淬火夹具的优良材料。
摘译自Theory and technology of quenching a handbook《淬火理论与技术手册》
作者:霍华德·E·博耶
译者:彭智泓
