TMCP工艺作为提高钢材强度、韧性和焊接性等性能的一种控制技术,广泛用于宽厚钢板、长形钢材、带材和非调质钢的开发,并已获得普遍的实际应用。

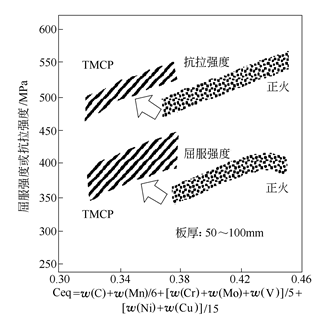
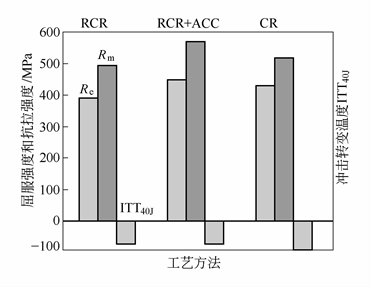
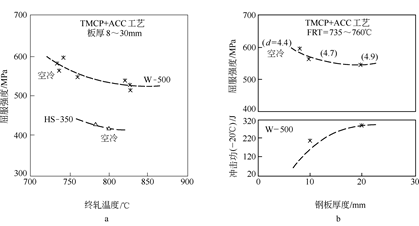
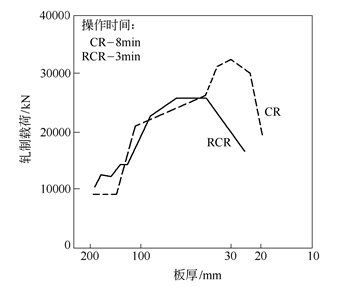
TMCP工艺是开发高性能厚钢板的核心技术。采用TMCP工艺生产的厚钢板与传统的正火钢相比具有突出的优点,它不依赖添加较多的合金元素,只用水冷来控制钢的组织,就可以获得高强度和高韧性,用很低的碳当量就可以制造出相同强度的钢材,降低焊接预热温度或焊接不预热,改善焊接热影响区(HAZ)韧性,为采用大线能量焊接创造了良好的条件,如图1所示。在保证钢板的强度水平基本相同的情况下,采用TMCP工艺可使钢的最低碳当量Ceq由0.38%降低至0.32%,降低了预热温度或不预热,显著改善了钢的焊接性,减少了合金元素的添加量,降低了钢的生产成本和装置的制造成本。 图1 TMCP钢和正火钢的强度与碳当量的关系 S.Zajac等人,以0.01%Ti-0.08%V-0.013%N钢为例,研究了RCR(再结晶控轧)、RCR+ACC(加速冷却)、CR(控制轧制)等不同轧制工艺对力学性能的影响,结果示于图2。由图可以看出,在RCR、RCR+ACC、CR各种工艺条件下,钢的低温韧性都比较好,冲击转变温度ITT40J均低于-80℃,但仔细比较时还是CR控轧工艺处理的钢韧性最好,这是由于在CR控轧条件下,形成了非常细小的铁素体晶粒,加速冷却后进一步细化了晶粒,提高了钢的低温韧性。CR控制轧制工艺是在比较低的温度下进行的,在终轧道次期间在奥氏体中析出了部分VN,因此,采用CR控轧工艺的钢板虽然获得了细小的铁素体晶粒尺寸,但其强度仍比RCR+ACC工艺轧制的钢板强度略有降低。 图2 不同生产工艺对0.01%Ti-0.08%V-0.013%N钢板力学性能的影响 Siwecki等人研究了低温控制轧制(CR)对0.01% Ti-0.04% V(HS-350)钢和0.01%Ti-0.085%V-0.04%Nb(W-500)钢厚板力学性能的影响,结果示于图3a、b。由图可以看出,终轧温度对钢的屈服强度有影响,当终轧温度从840℃降低至730℃时,钢的屈服强度明显上升。由图还可以看出,钢板的强度和韧性不仅与终轧温度有关,还与钢板的厚度和冷却速率有关。随着钢板厚度的减小,钢板的强度上升但韧性降低。这符合钢板厚度不同引起性能变化的尺寸效应的一般规律。 图3 商业化生产的0.01%Ti-0.04%V(HS-350)和0.01%Ti-0.085%V-0.04%Nb(W-500)控轧钢的力学性能和铁素体晶粒尺寸与终轧温度(a)和板厚(b)的关系 与控制轧制(CR)工艺相比,再结晶控制轧制(RCR)工艺具有明显的工艺优势:生产效率高、轧制载荷小、钢板平整度好和残余应力水平低,如图4所示。由于控制轧制(CR)工艺是在奥氏体未再结晶区轧制,轧制温度较低,轧制变形抗力大,一次变形和累积变形都比较大,导致轧机负荷增加,最大轧制力提高约25%,这对老轧机比较难适应,必要时对老轧机应进行技术改造。由图4还可以看出,控制轧制(CR)工艺所用操作时间比较长,这是由于板坯的加热温度比较高,特别是含铌钢,为使合金元素充分固溶,加热温度应不低于1200℃,而控制轧制(CR)又主要在奥氏体未再结晶区的低温下进行,由高温到低温的冷却需要耽搁时间,必要时还要待温,也需要一定的时间,再加上轧制道次比较多,因此控制轧制(CR)工艺的生产效率比较低,而再结晶控制轧制(RCR)工艺具有更高的生产效率。此外,再结晶控制轧制(RCR)工艺的终轧温度比较高,有利于控制钢板的平整度,减小钢板的残余应力水平。 图4 Ti-V-N采用RCR和CR方法轧制时轧制力的对比