一、差速器壳技术要求
某牙嵌强制锁住式差速器壳材料为40Cr钢,结构如图1所示,实体如图2所示。图1a中d与D结合齿部淬火,硬化层如图1b所示,淬火区在图2中红色方框内端面齿部,硬化层深:R1处≥1mm,A处3~9mm,B处≥1mm。
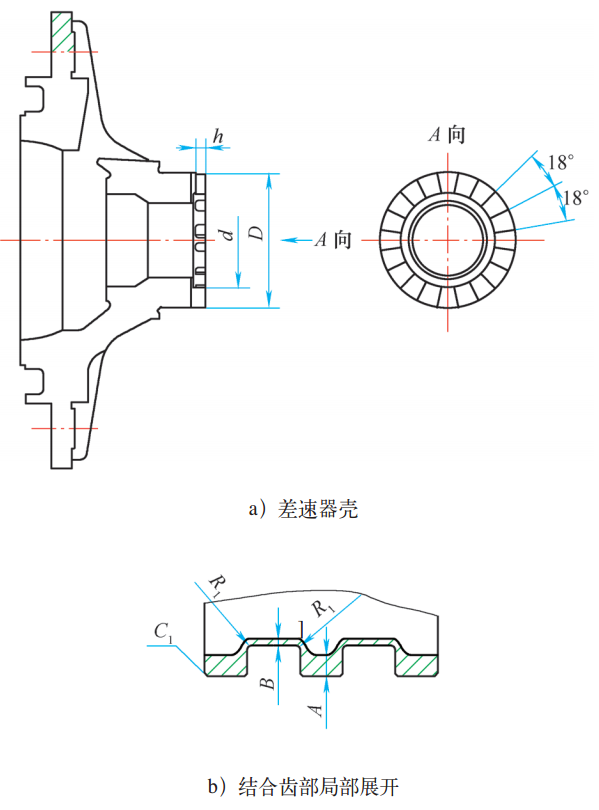
图1 技术要求
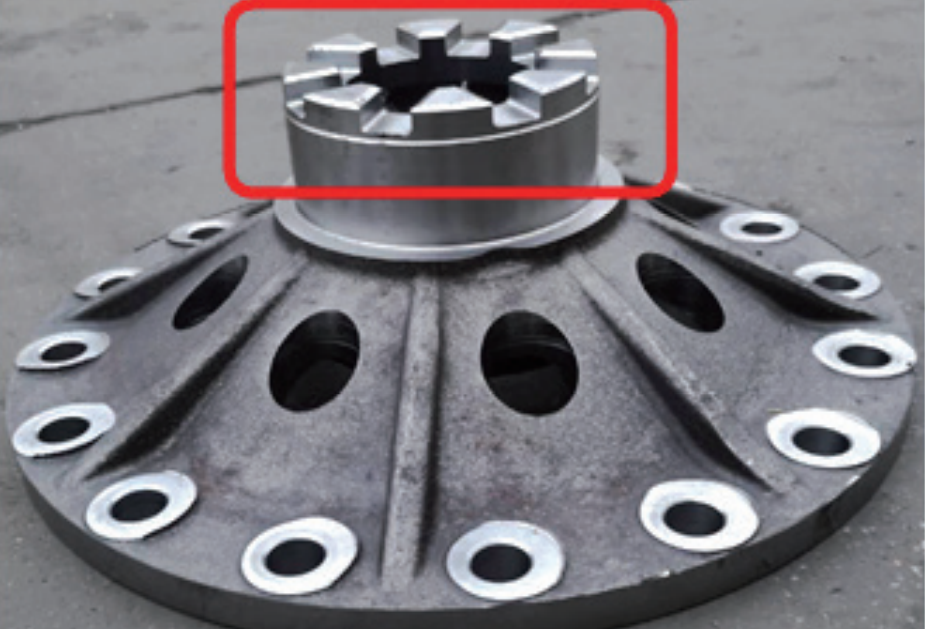
图2 差速器壳实体
二、感应器设计及调试
淬火工艺过程:零件上料→到达加热位置→零件旋转→感应器加热启动→加热到温→感应器加热停止→零件迅速到达喷水位置→喷水起动→喷水一定时间差速器壳属于平面类零件,根据产品技术要求,设计如图3所示的淬火感应器,具体设计参数见表1,调试参数见表2,淬硬层检测结果见表3。
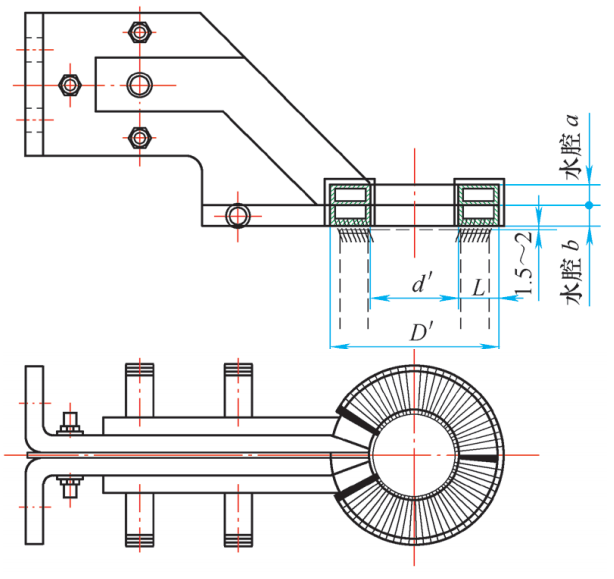
图3 常规平面加热感应器
表1 常规平面加热感应器设计参数、工艺参数及检测结果

表2 调试参数
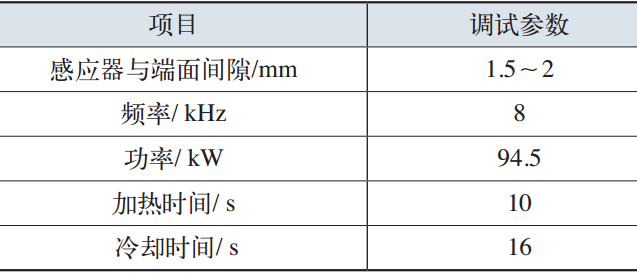
表3 检测结果(平面感应器取样结果)
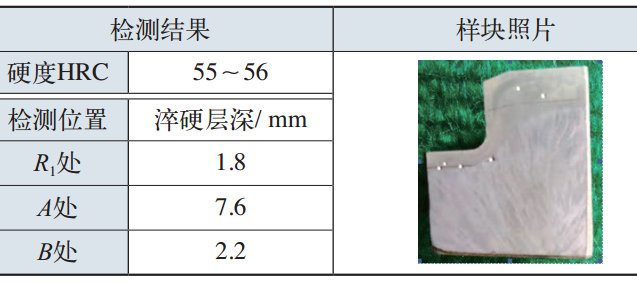
注意事项:在感应器调整过程中,注意感应器底平面与零件端面间隙1.5~2mm,各处间隙均匀;定期清理有效加热面的氧化皮。从表3可以看出,常规平面加热感应器存在不足之处:R1处淬硬层深太浅,接近下限,由于齿高10mm,齿顶、齿根温差较大,若控制不注意,容易产生裂纹,故而设计如图4所示的异形感应器。异形感应器有效圈添加开口朝下的“∏”形导磁体,如图5所示。
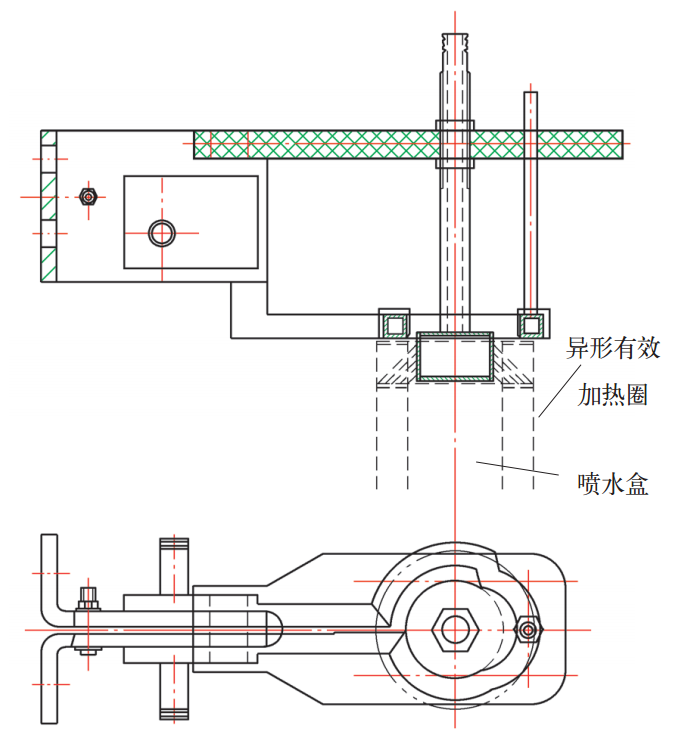
图4 异形感应器
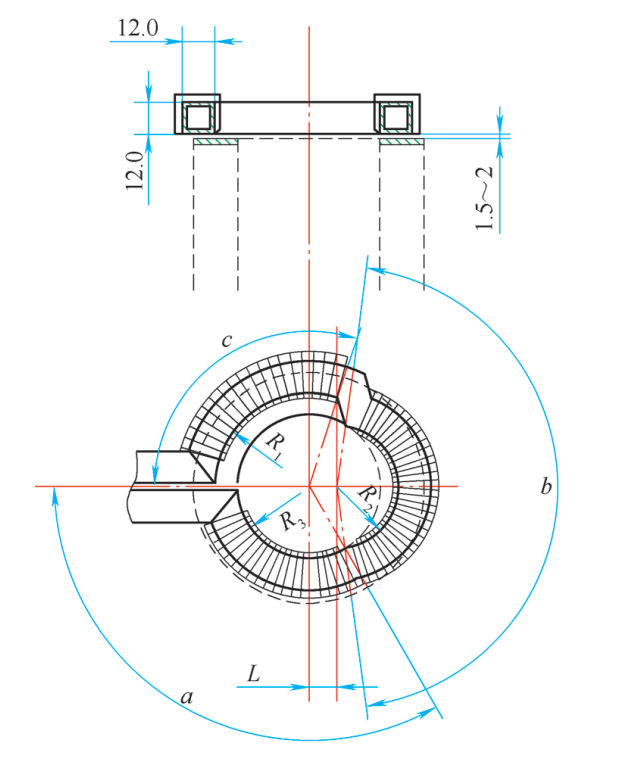
图5 异形感应器有效圈
异形感应器具体设计参数见表4,调试参数见表5,淬硬层检测结果见表6。
表4 异形感应器设计参数
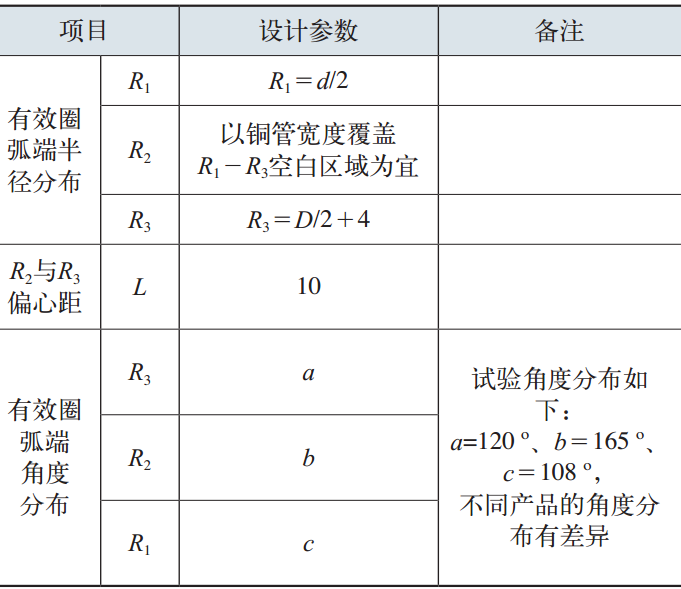
表5 工艺参数(异形感应器)
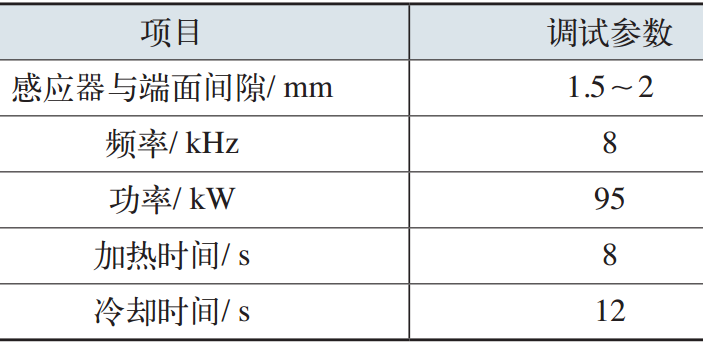
表6 检测结果(异形感应器调试)
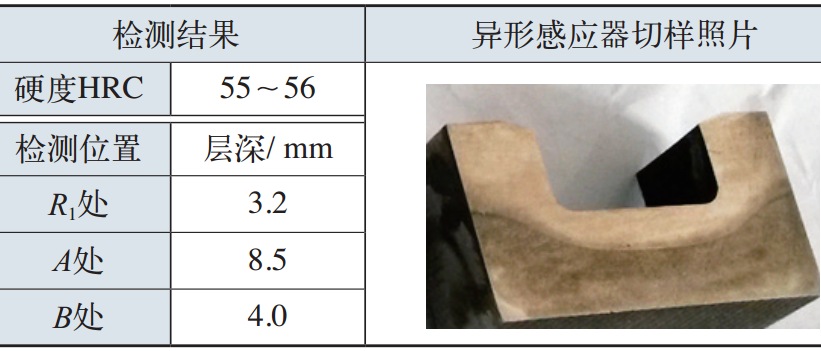
注意事项:感应器调整过程中,注意感应器底平面与零件端面间隙1.5~2mm,各处间隙均匀;定期清理有效加热面的氧化皮。不足之处:异形感应器对于零件吸引力较大,加热过程中将零件吸起会造成无法生产,因此需要将常规的孔轴配合式夹具(见图6)更换为气动卡盘装夹(见图7),这样就需要卡盘防水等级较高,同时需要对感应器有效圈强度进行加强,否则容易导致有效圈变形。
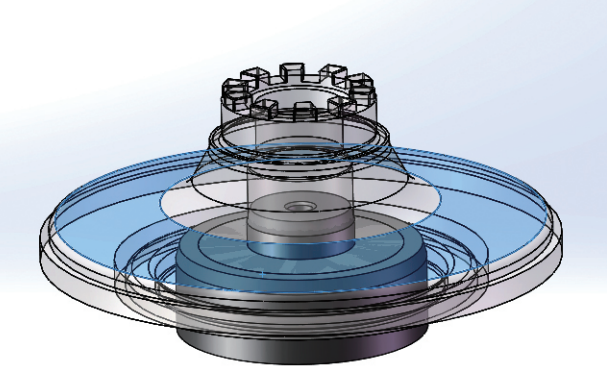
图6 常规的孔轴配合式夹具
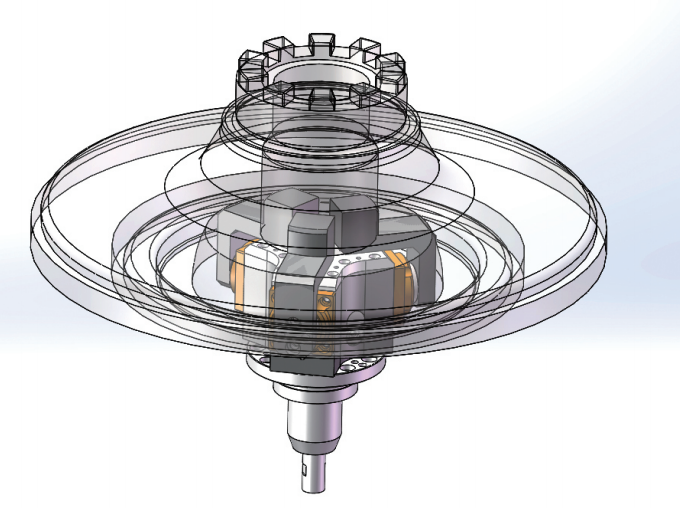
图7 气动卡盘装夹零件
三、两种感应器方案优缺点
此类平面带有齿的零件淬火,需要谨慎对待。根据以上两种感应器设计、调试及检测结果,其优缺点对比见表7。
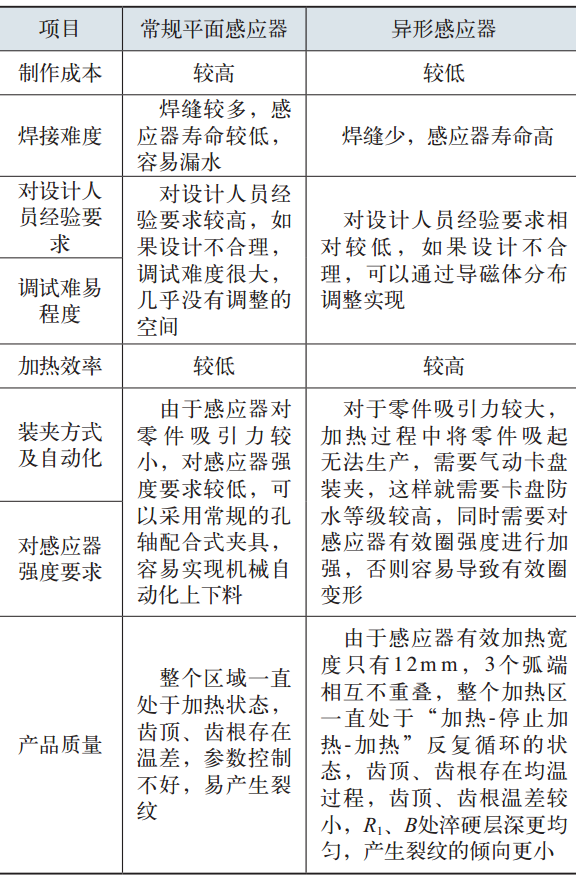
表7 两种感应器方案优缺点对比
四、结束语
根据两种淬火感应器对比,可见异形感应器的优点还是很明显的,虽然对夹具防水等级和感应器强度要求较高,但调试难度较小,感应器使用寿命较长,产品质量较高,对于批量生产可以优先选择。
作者:谢文,十堰天舒感应设备有限公司
陆鹏,四川建安工业有限责任公司
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

