ASSAB 718 HH
ASSAB 718 HH作为一种预硬的模具钢,具有以下优良性能:
z 无热处理风险
z 无需热处理费用
z 缩短生产时间 (不需热处理)
z 降低模具制作成本 (无需校正变形)
z 易于进行模具修改加
z 可以进行后续氮化处理或局部火焰淬火提高表面强度和表面耐磨性能,减少表面失效。
ASSAB 718 HH 的生产遵循严格的质量标准,非常低的硫含量使得这一钢种具有以下特点:
z 优良的抛光及光蚀刻花性能
z 良好的加工性能
z 高的纯净度及均匀性
z 均匀的硬度
注:ASSAB 718 HH 经过100% 的超声波探伤检测。
提供给客户的大尺寸钢材都经过预加工,相对于没有预加工钢材具有以下优点:
z 节约原料重量
z 表面没有脱碳层
z 满足客户尺寸要求 (正公差)
z 机加工量大大减少
z 无刀具磨损
应用
ASSAB 718 HH的应用与ASSAB 718 Supreme相同,但主要是用于较高强度和耐磨性的情况如:
z 热塑性塑料注塑模具
z 热塑性塑料挤压模具
z 吹塑模
z 成形工具、压弯机模(可进行表面火焰硬化或氮化处理)
z 铝压铸模母模
z 结构件,轴类
热处理
ASSAB 718 HH 建议在预硬态即供货态使用。如果要提高硬度或进行表面硬化处理,请参阅以下信息。
软性退火
在保护气氛下加热至700oC,均温后以每小时10oC炉冷至600oC,然后空冷。
去应力退火
模具经粗加工后,加热到550oC,保温两小时,缓慢冷却至室温。
淬火
注:淬火前必须进行充分的软化退火处理。预热温度:500–600oC奥氏体化温度:850oC模具至奥氏体化温度热透后保温30分钟。模具必须在保护气氛中进行淬火,以避免脱碳和氧化。
淬火介质
z 油 (60 – 80°C)
z 300°C分级淬火,最多停留4分钟,然后空冷。
注:冷却至 50-70°C时应立即进行回火。
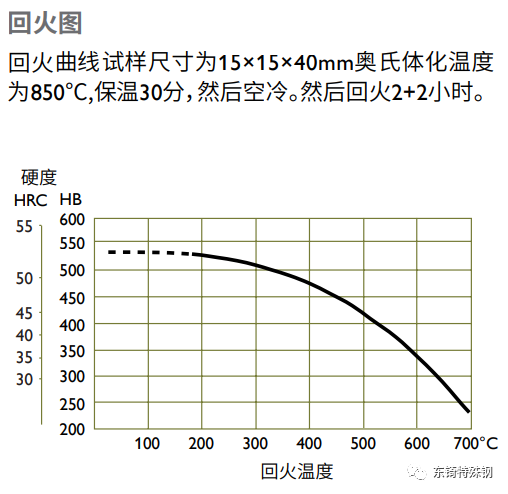
回火
根据所需硬度,参考回火曲线图选择适当的回火温度。回火至少两次。每次回火后必须冷却至室温,对小模具可180°C回火,但是推荐250°C为最低回火温度,每次回火至少保温两小时。