
轴承的失效分析

概述
失效分析的目的
失效分析策划
关于失效分析的照片要求
1、图片质量是影响技术报告的质量要素之一
2、所有照片都应经过适当的处理
3、照片的目的是清楚表达你想说的内容
4、要关注失效模式,裂纹源的产生原因。
5、要关注失效环境条件、力学条件,往往比化学成分、热处理组织更为重要


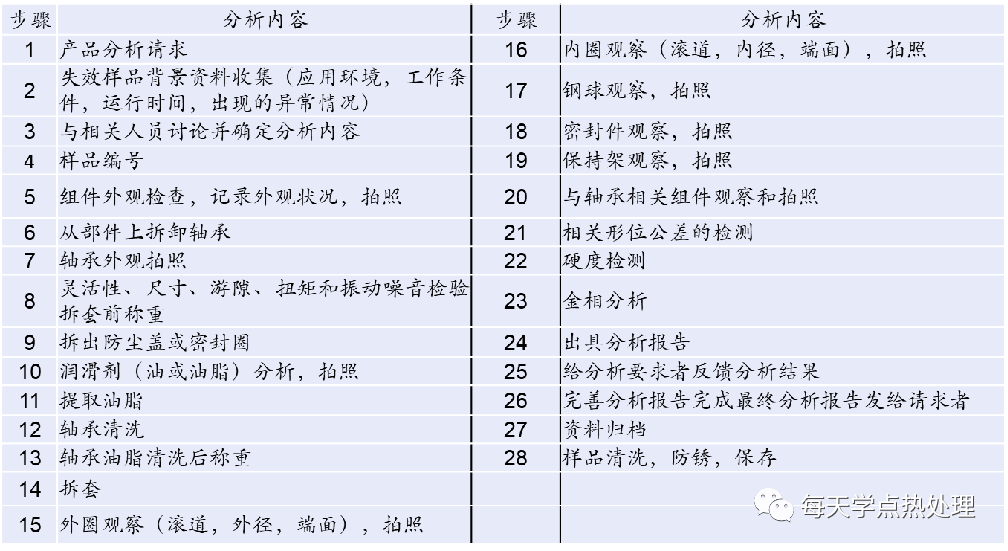
失效分析检查基本流程
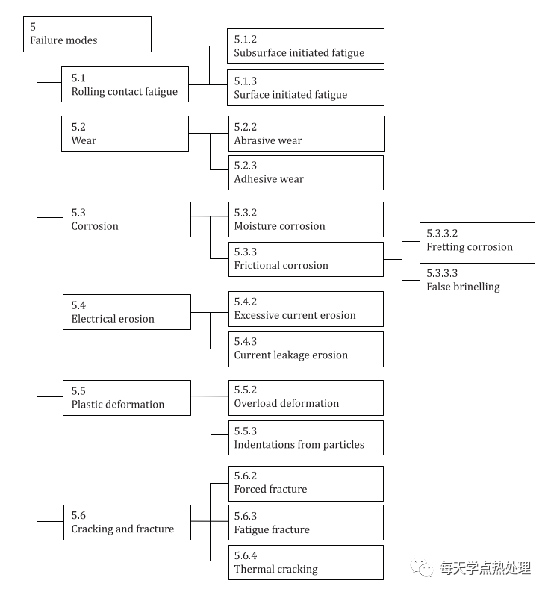
失效模式
SO15243-2017
GB/T24611-2009
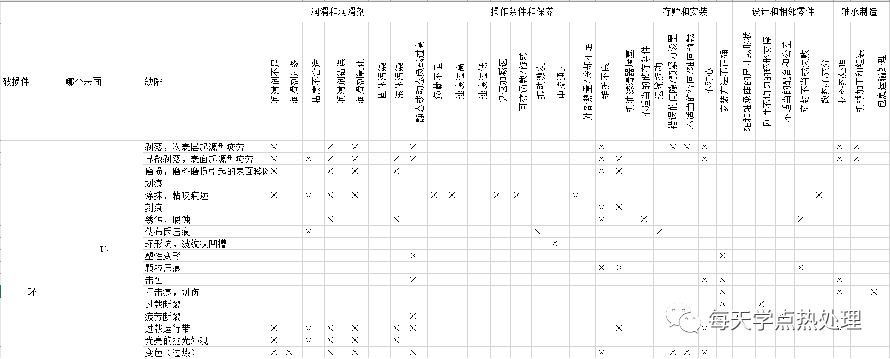
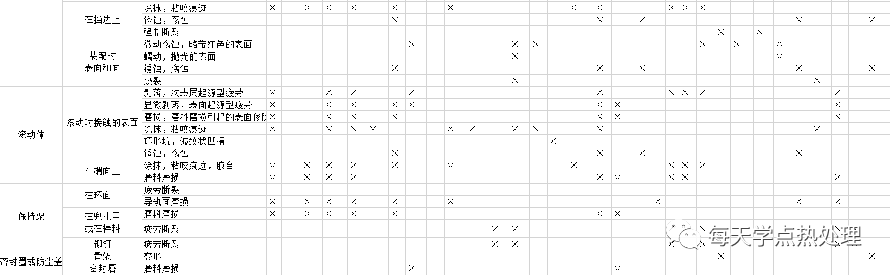
常见失效的可视特征之间最可能的相互关系及其产生的可能原因
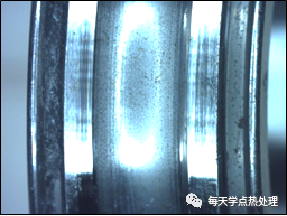
接触轨迹
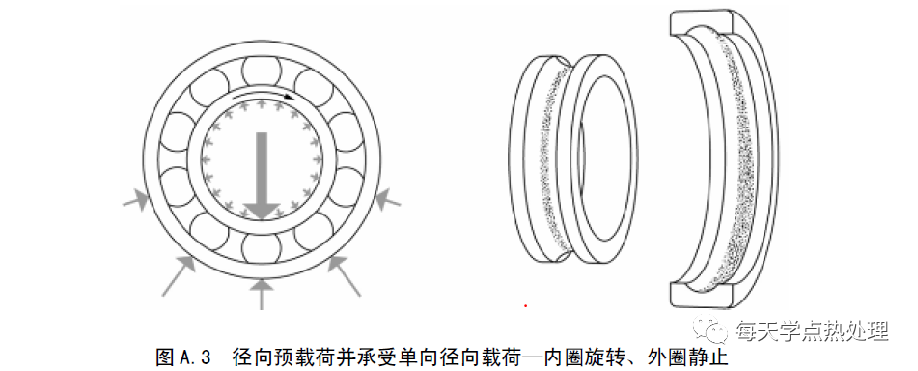
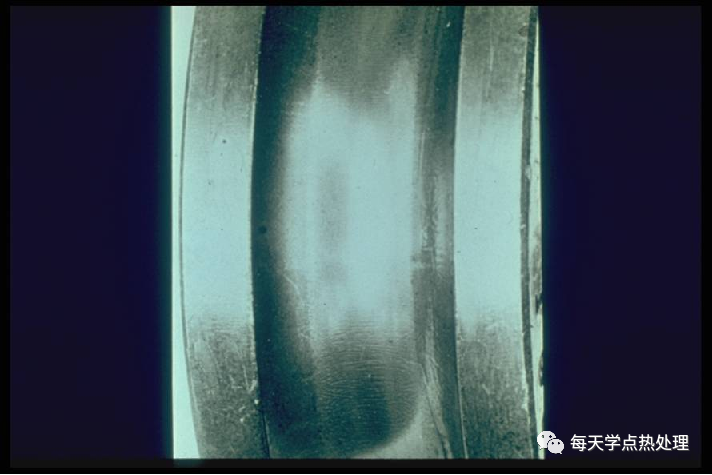
就实际的失效分析而言,对接触轨迹,尤其是对给定使用条件下滚道上的旋转轨迹进行分析是非常重要的,它清晰地揭示了载荷类型、工作游隙以及可能出现的偏斜。
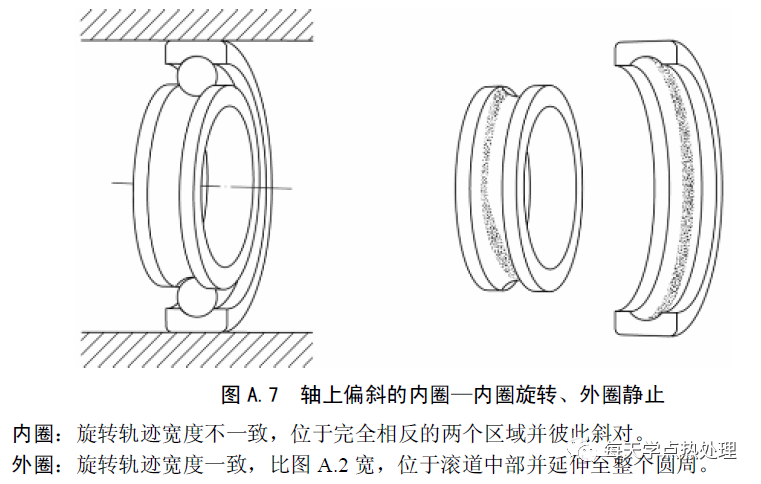
典型旋转轨迹
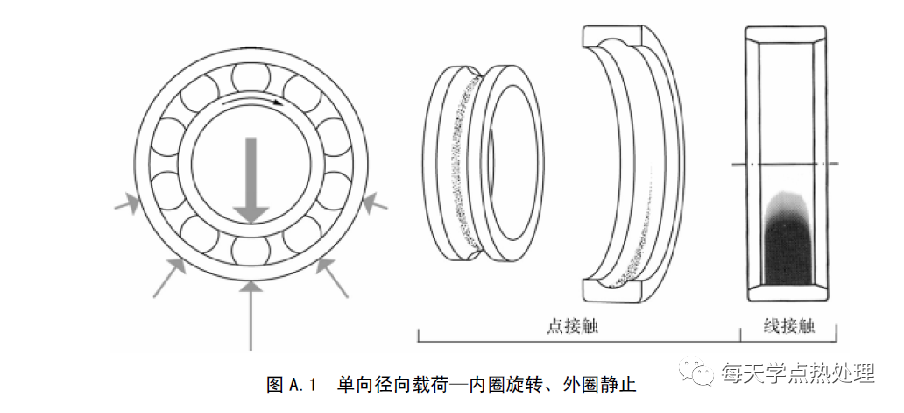
内圈:旋转轨迹宽度一致,位于滚道中部并延伸至整个圆周。
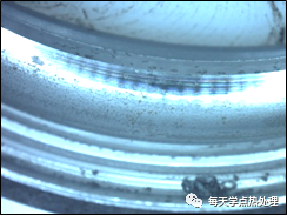
外圈:旋转轨迹位于滚道中部,在载荷部位最宽,末端逐渐变细。具有常规配合和常规径向游隙时,旋转轨迹小于滚道圆周的二分之一。
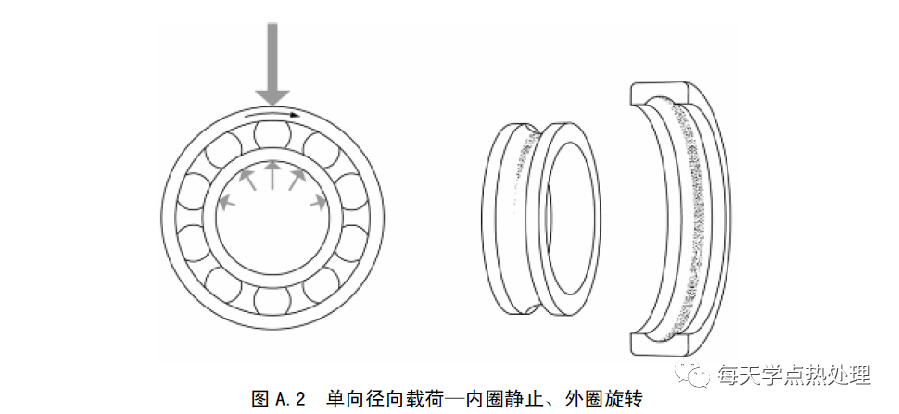
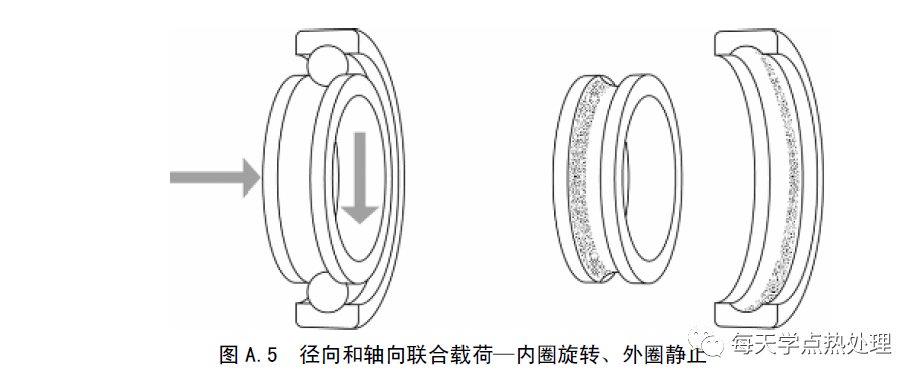
内圈:旋转轨迹位于滚道中部,在载荷部位最宽,末端逐渐变细。具有常规配合和常规径向游隙时,旋转轨迹小于滚道圆周的二分之一。
外圈:旋转轨迹宽度一致,位于滚道中部并延伸至整个圆周。
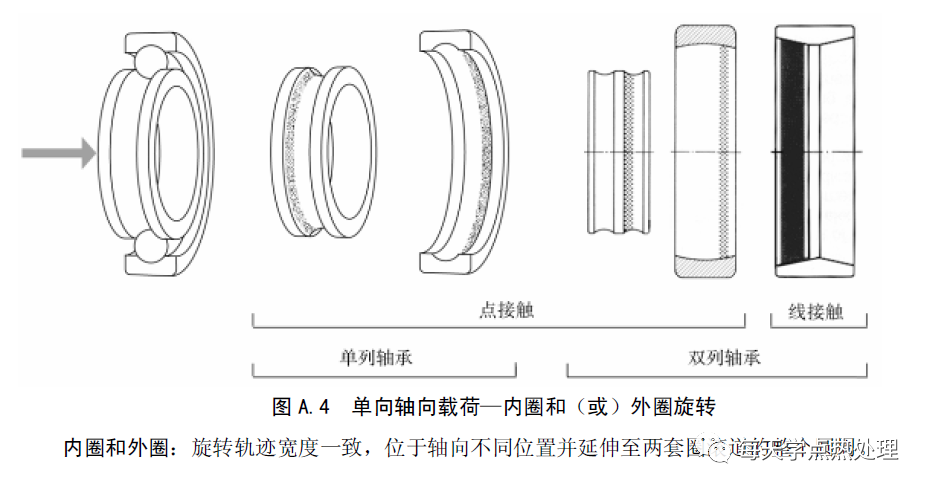
内圈:旋转轨迹宽度一致,位于滚道中部并延伸至整个圆周。
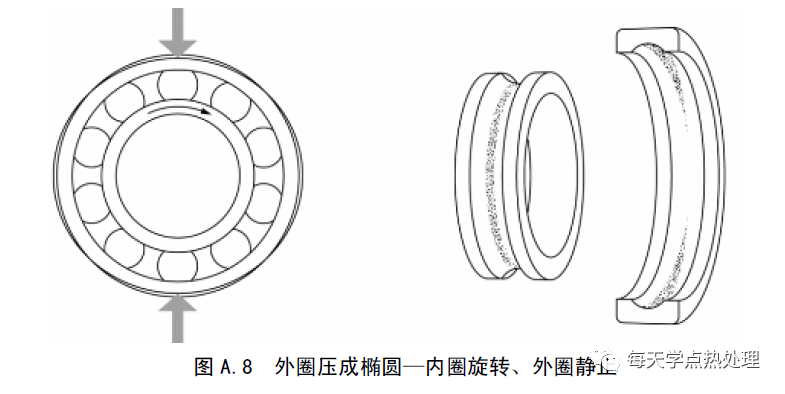
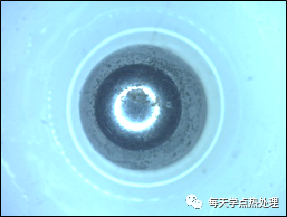
外圈:旋转轨迹位于滚道中部,可能延伸至整个圆周,旋转轨迹在径向承载部位最宽。
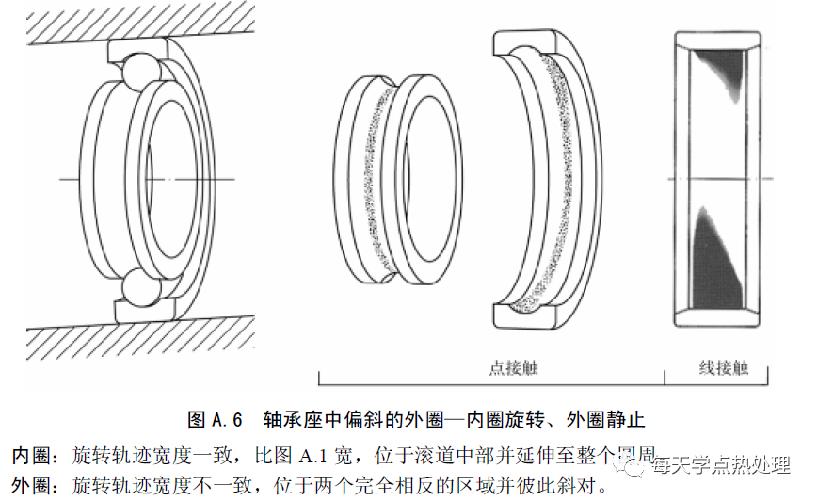
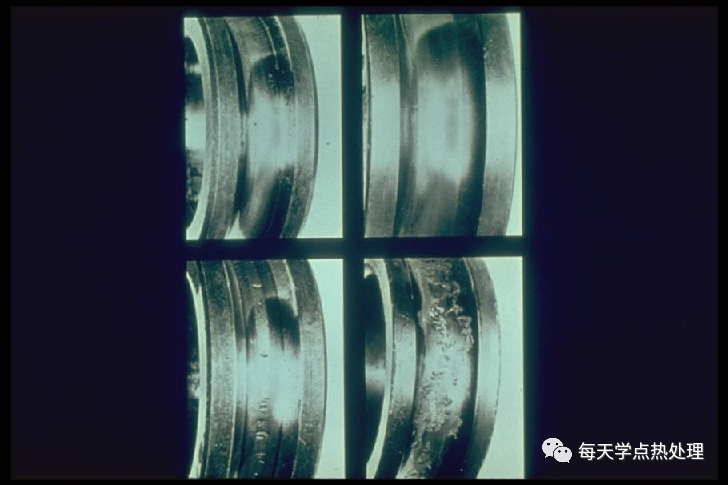
内圈:旋转轨迹宽度一致,延伸至滚道的整个圆周并位于轴向不同位置
外圈:旋转轨迹轴向不同位置,可能延伸至整个圆周,旋转轨迹在径向承载部位最宽。

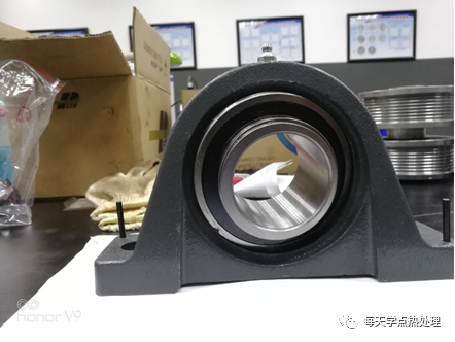
失效案例——轴向力+外圈与轴不同心
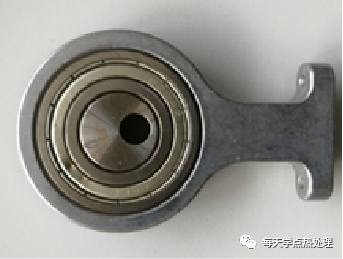
轴承在使用中噪音异常
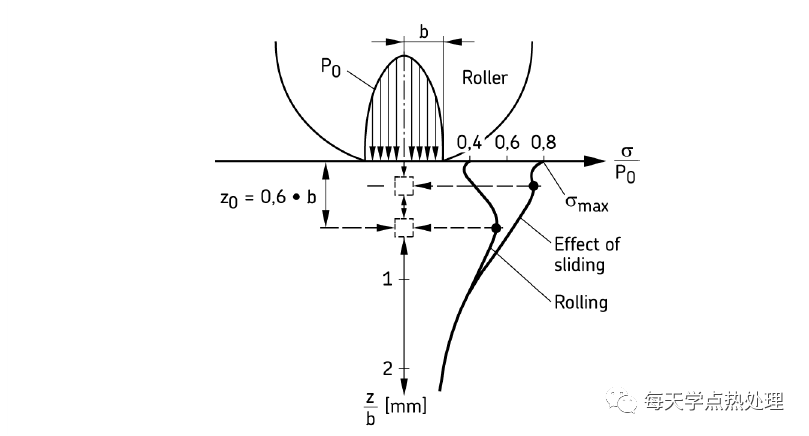
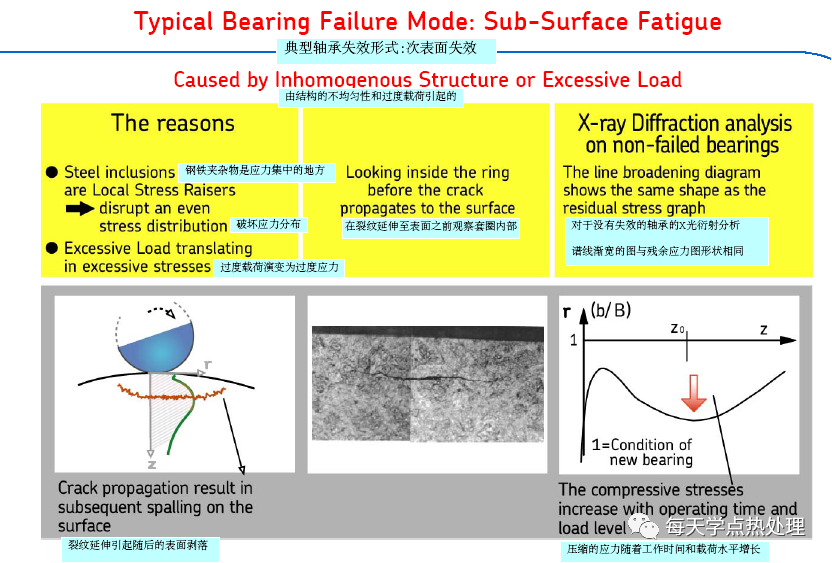
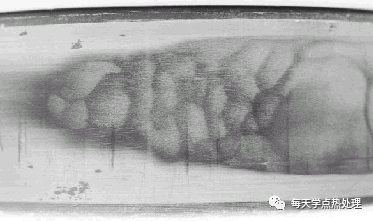
疲劳——次表面起源型
滚动接触点次表面应力分布
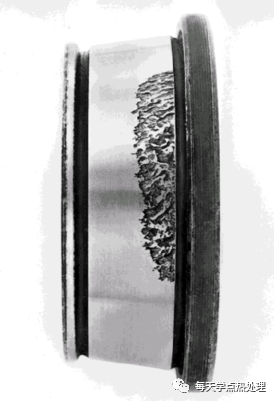
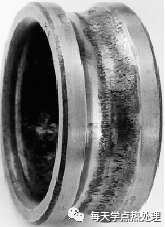
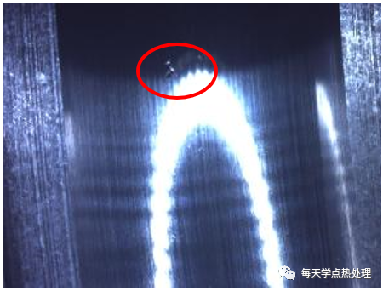
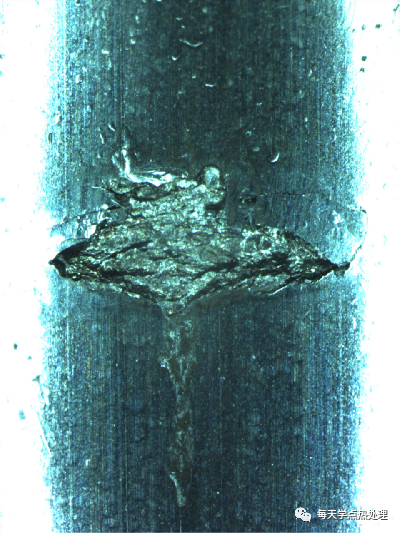
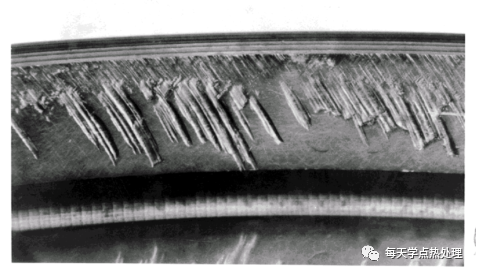
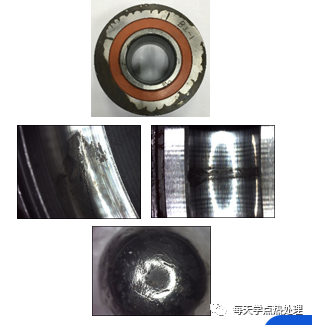
疲劳——表面起源型
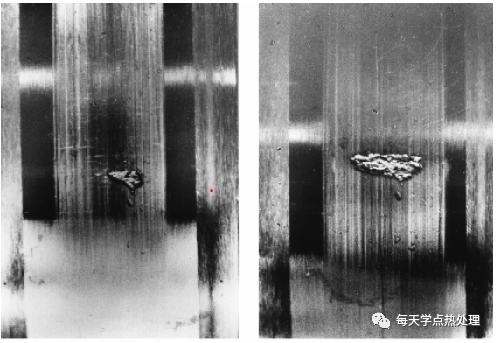
在出现蚀损斑后如未及时发现,它会沿循环方向呈V型扩展,越来越大,导致轴承失效
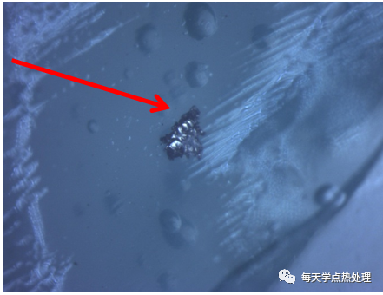
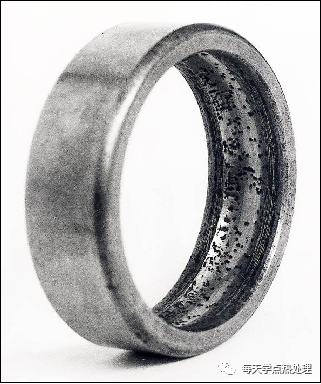
疲劳损坏-外来颗粒污染
滚动接触面-磨损痕迹
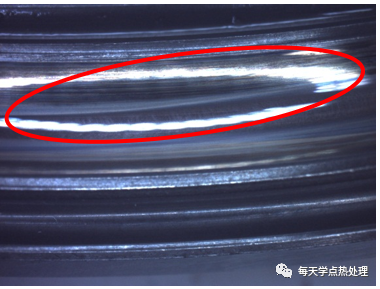
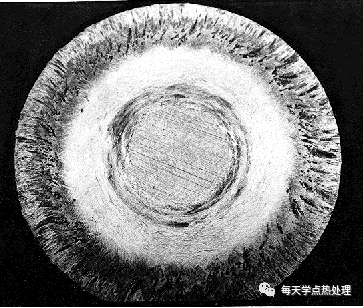
深沟球轴承内径的运转轨迹倾斜(偏移)

圆锥滚子轴承滚动接触面疲劳磨损
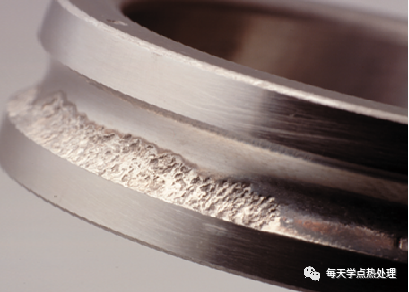
疲劳损坏

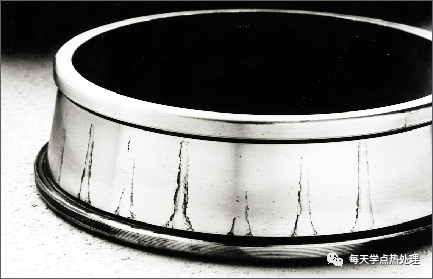
对中不良引起疲劳裂痕:
轴承运转轨迹偏移
滚道边缘受载区产生疲劳
补救措施:调整轴承的安装位置,避免静态过载和冲击载荷。对中不良引起疲劳裂痕
轴承运转轨迹偏移
滚道边缘受载区产生疲劳
补救措施:调整轴承的安装位置,避免静态过载和冲击载荷。
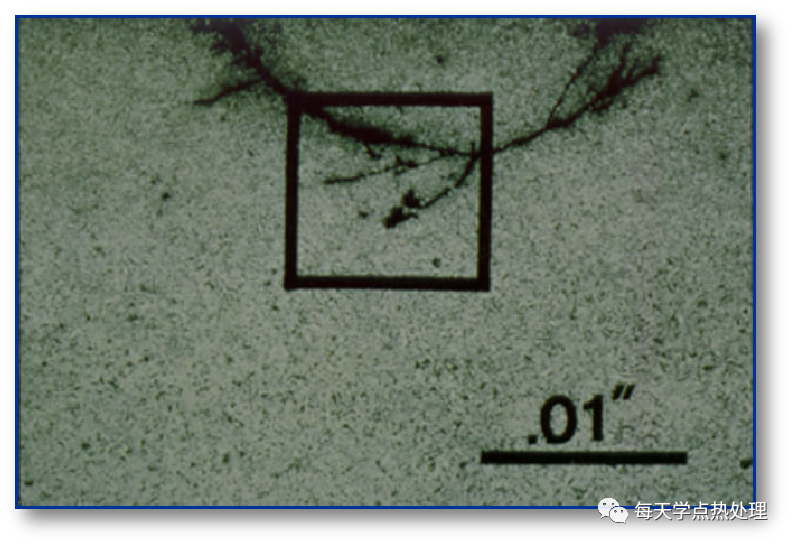
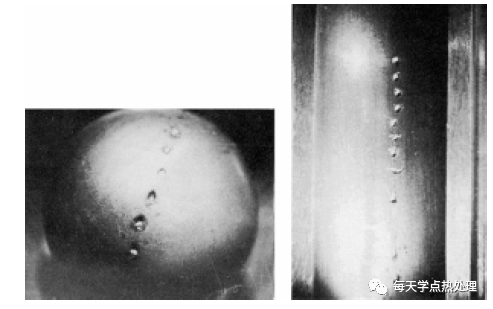
经典疲劳引起裂痕:


症状:
轴承材料出现麻点或脱落,我们通常叫蚀损斑。
原因:润滑不良(贫油),或受污物的作用而产生的。
由于滚珠的几何变形和弹性变形,在剧烈变化的荷载下润滑油膜破裂,造成金属与金属的摩擦(球与滚道),引起接触表面由于粘连作用而发生破裂,也就是蚀损斑。
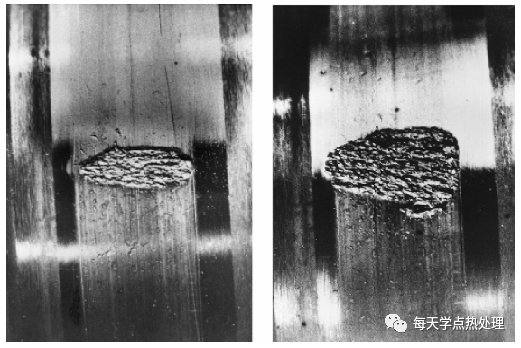
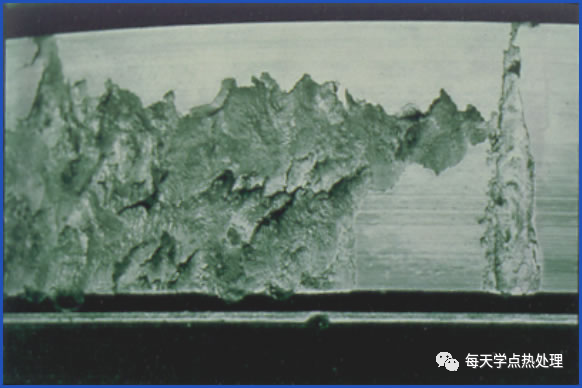
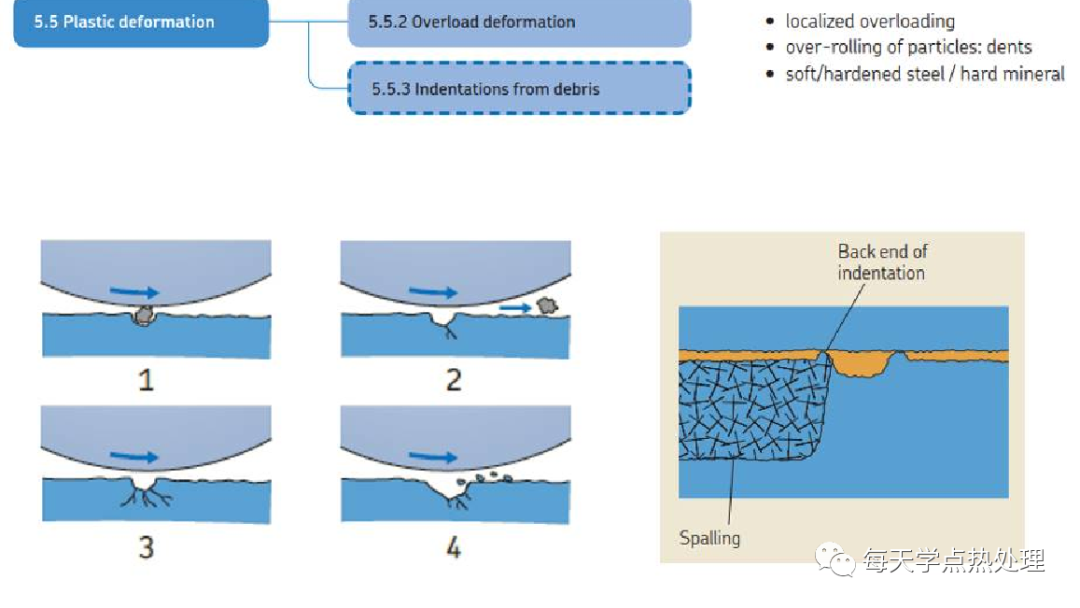
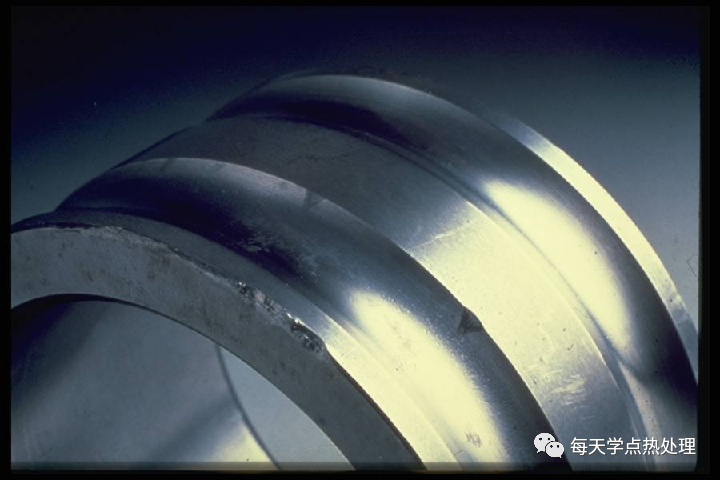
杂物引起的剥落:
内部杂质引起的剥落:
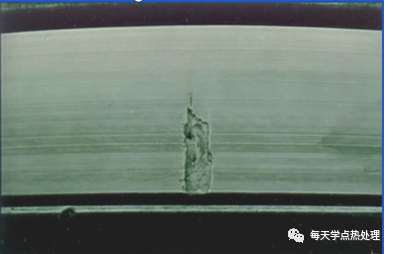
典型的轴向扩展:
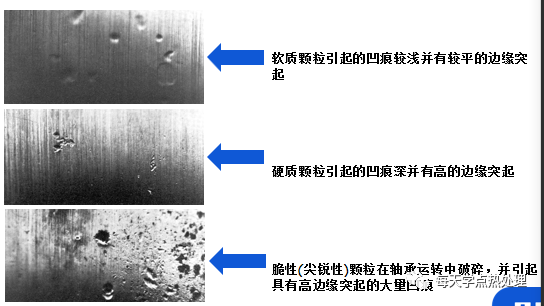
颗粒造成的凹痕:
局部过载
颗粒的过度滚动 = 凹痕
由低碳钢/硬化钢/硬质矿物颗粒造成

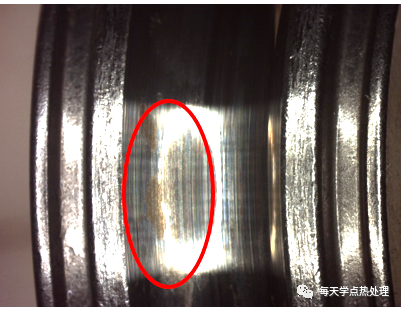
划痕
润滑不当引起的擦伤
特征:— 滚子或滚道沿轴向出现磨痕
原因:— 没有形成承载油膜
— 润滑剂污染
补救措施:
— 采用高粘度且含有EP添加剂的润滑剂
— 缩短润滑剂的更换周期
— 对润滑剂进行过滤
— 改善密封

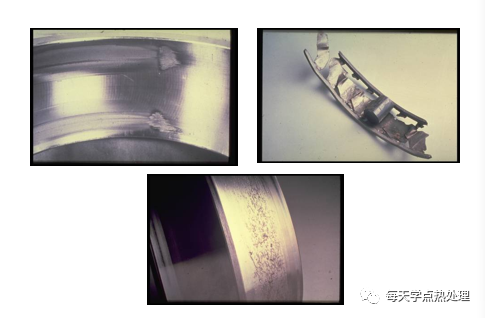
划痕:
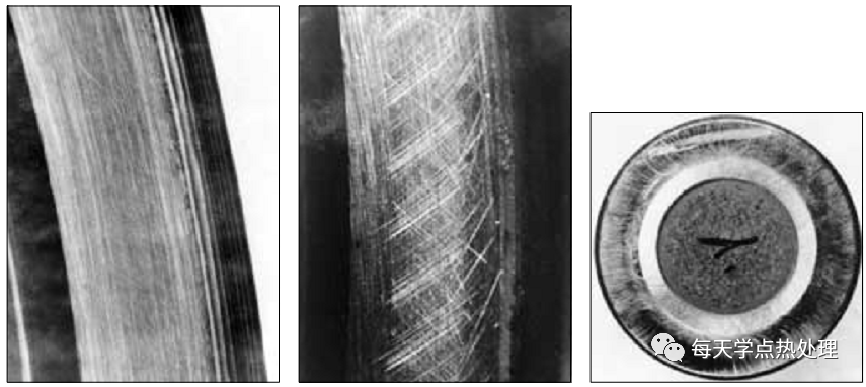
左图:正常运转情况下圆锥滚子轴承的挡边运转痕迹
中间:由于外界颗粒的侵入导致挡边产生划痕
右图:圆锥滚子轴承滚子端面的划痕
保持架损坏:

现象:保持架边缘出现磨损
原因:
— 润滑剂中含有硬质颗粒
— 贫油或润滑剂选择错误
补救措施:
— 确保装配环境清洁
— 过滤润滑剂
— 确保足够润滑
失效案例—污染物进入

医用活塞泵电机用轴承,测试后出现卡滞

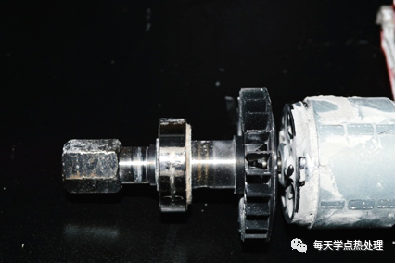
用于石膏切割机上的轴承在使用中出现卡死现象

轴承噪音
润滑不当引起的表面初始疲劳
润滑不当造成的磨损过程
外部颗粒引起疲劳损坏
外部颗粒引起疲劳损坏异物会造成研磨损伤、擦伤、槽痕、圆周线痕或碎屑污染等影响
补救措施:— 彻底清理轴承及其配合件,可能的话可进行涂层处理。— 改善密封结构,防止杂质再次进入轴承— 操作前冲洗油路,过滤润滑油
擦伤

滚子与滚道的擦伤(粘着磨损)
打滑轻微粘着磨损
打滑:在没有施加负荷的情况下滚子与滚道
的滑动磨损产生划痕
现象:
— 滚道表面发生蠕变
— 滚子表面产生麻点
原因:
— 在贫油和低承载区内,滚动体在滚道上打滑并在进入承载区时加速
— 急剧变速
措施:
—提高预紧力或减小轴承游隙
— 使用较低承载能力的轴承
— 保证足够大的载荷 (试运转)
— 改善润滑剂
涂抹(粘着磨损)
涂抹:当滚子的端面与挡边接触时,在挡边或滚子的端面上产生的咬粘现象
主要原因:
重载和/或高速下润滑不充分
腐蚀损坏
侵蚀性物质引起的腐蚀
轴承外圈内侧出现“孔穴” 腐蚀
滚道表面出现黑色的蚀痕
外圈的滚道出现黑色腐蚀
水渗入润滑脂

潮湿引起的腐蚀

失效案例——锈蚀
微动腐蚀
现象:
轴承表面发亮或变成黑红色
原因:
不合适的配合(配合过盈量太小或表面太粗糙)以及载荷和振动

电蚀
电流过大

电流泄露
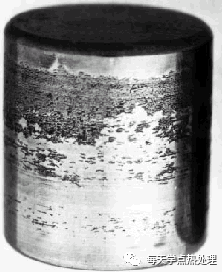
伪布氏压痕
安装过程中的过载
深沟球轴承承受巨大轴向力时挤压球导致压痕
失效原因:
轴承轴向过载,超过了最大允许的应力
注意:
过载会导致轴承强烈破碎

压痕和冲击

安装中出现的损坏(敲击过载)
失效案例——轴向冲击


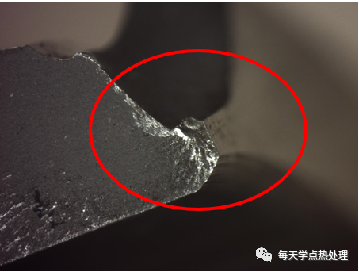
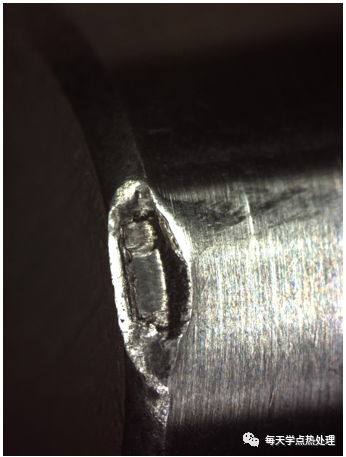

轴承小挡边断裂
失效案例—磕碰伤+增碳
轴承装配时发生断裂


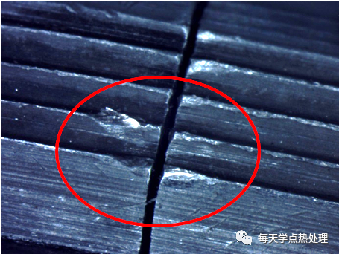
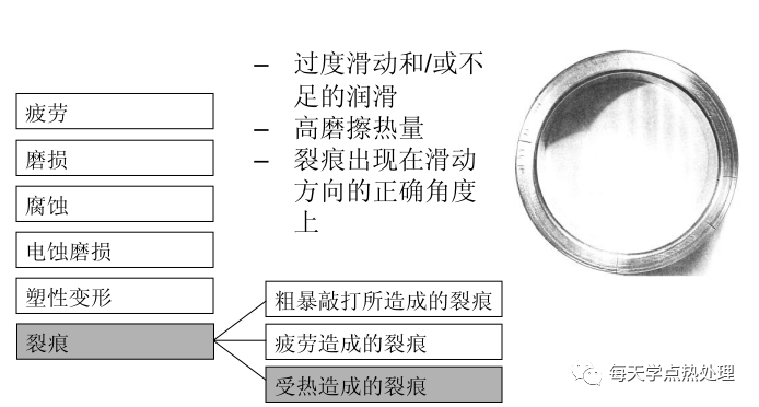
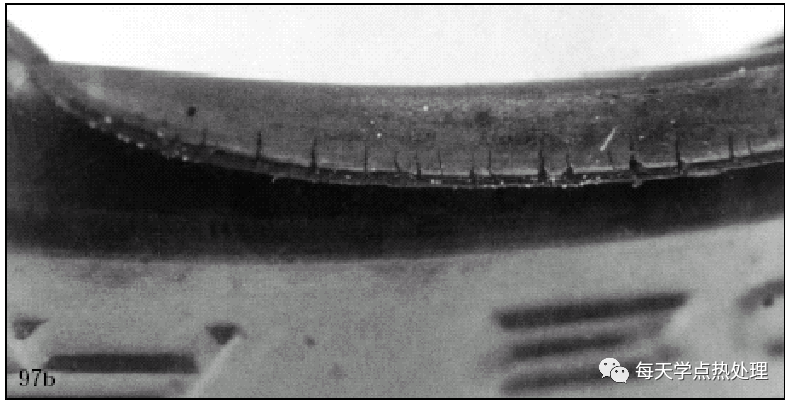
粗暴的敲打造成的裂痕
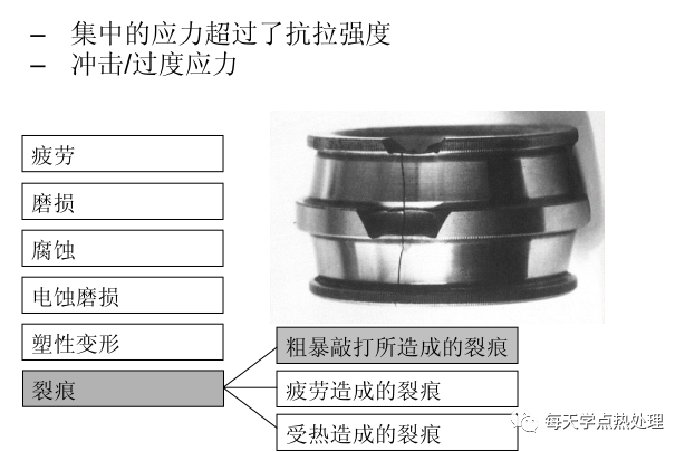
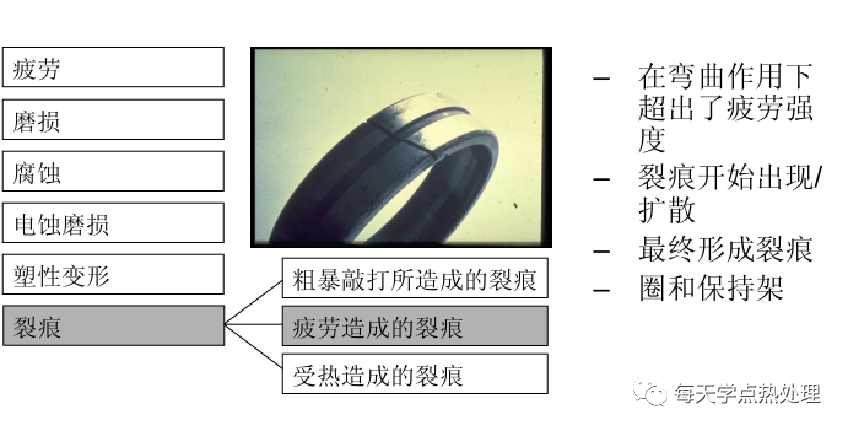
疲劳造成的裂痕
受热造成的裂痕
温度色变

一般轴承可在温度达120° C 的条件下使用
过高的温度可导致硬度下降
大约降低2-4点洛氏硬度,可减少寿命 50%
损坏的密封唇
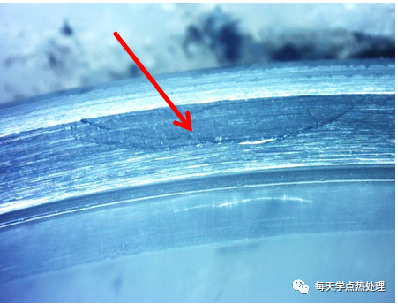
机械接触痕迹

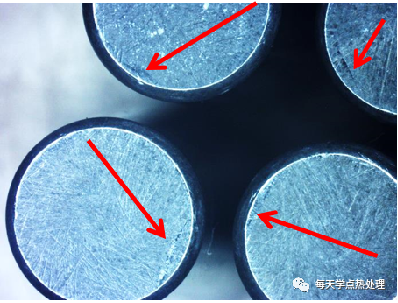
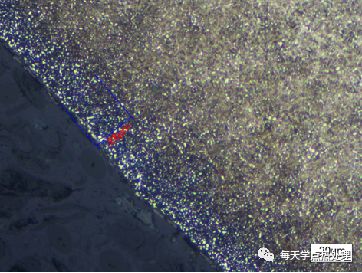
断口观察
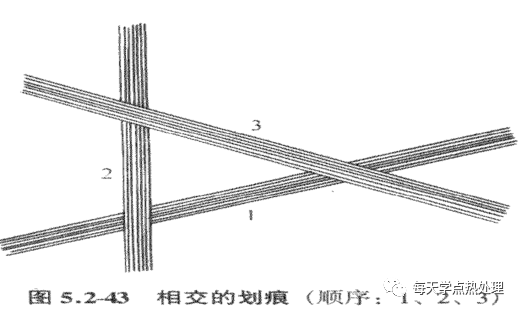
交叉划痕
裂纹分析
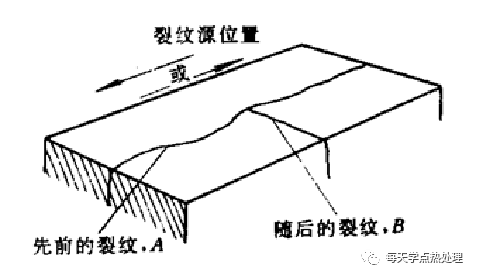
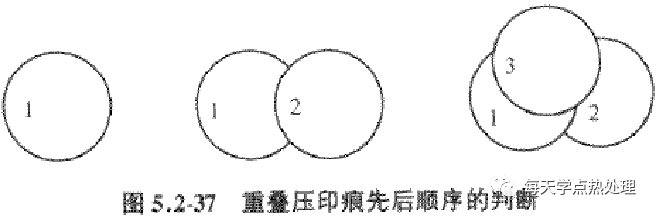
(1)确定主裂纹的方法
①T型法。两条裂纹呈T型,横贯裂纹A为主裂纹,B裂纹为二次裂纹。因为A裂纹最先形成,阻止了B裂纹向前扩展。
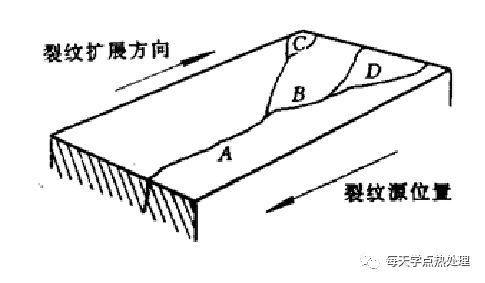
②分叉法。多条裂纹呈分叉或分支,分叉或分支的方向即为裂纹扩展方向,汇合裂纹A为主裂纹,分叉或分支裂纹(B、C、D)为二次裂纹。
③变形法:裂纹在张开并变形过程中,变形量大的部位为主裂纹,其它部位为二次裂纹(适用于延性断裂)。
④氧化颜色法:裂纹在环境介质作用下的时间越长,氧化和腐蚀越严重。因此,氧化和腐蚀颜色较深的部位,是主断裂部位(内部起源裂纹不适用本法)。
⑤疲劳裂纹长度法:当出现多条疲劳裂纹时,打开裂纹进行测量,疲劳裂纹长、疲劳弧线或条带间距小者,为主裂纹。
end
