
最近热处理车间来了两件材料为18Cr2Ni4WA的主轴要求渗碳淬火,外圆点划线部位硬度要求58~62HRC,层深1.8~2.0mm,内孔硬度要求大于48HRC。渗碳淬火后硬度高,校直难度大,加大该件开裂风险。工件主要尺寸如图1所示。
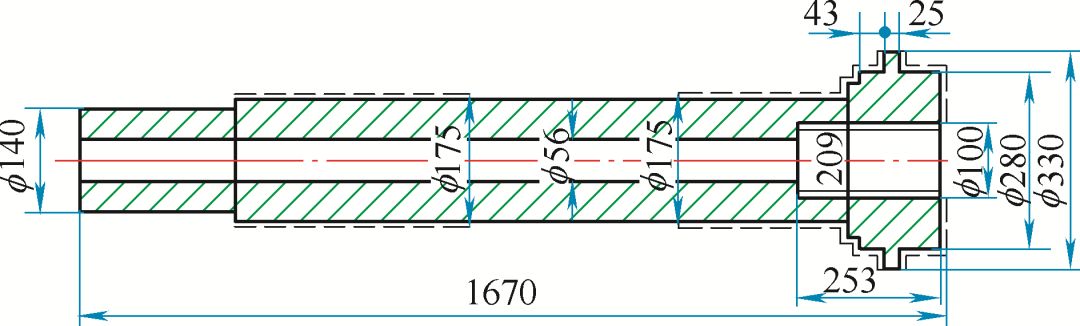
图 1
1.渗碳
该工件渗碳工艺如图2所示。
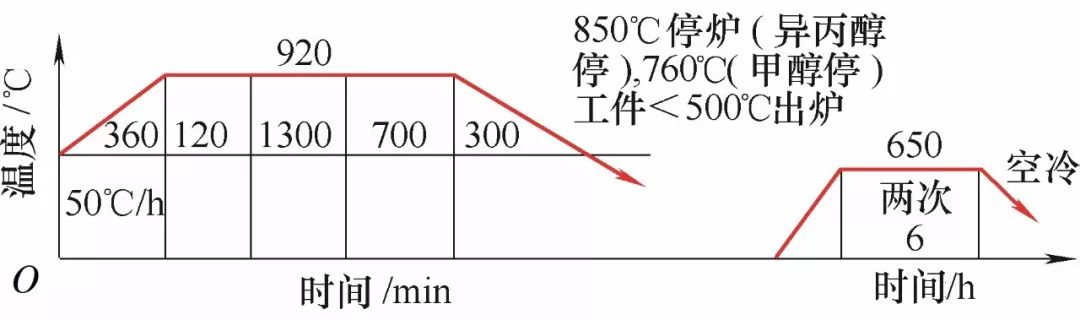
图 2
该工件渗碳前留量及渗碳后变形量如表1所示。
表 1
部位 | 直径留量/mm | 渗碳后变形/mm |
渗碳圆 | 2.5±0.1 | 外圆跳动6~7 |
非渗碳圆 | 10±0.2 |
该件实际渗碳层深3.5mm,渗碳后要进行两次高温回火,目的是使碳化物聚集,减少后续淬火的残留奥氏体,使淬火时硬度提高;该件渗碳后变形大,将工件校直到1mm左右,以渗碳外圆为基准加工其他部位。
2.淬火
因该件中间为通孔,且孔直径较小,油淬时内孔压力太大,操作人员和油池都存在必然的危险。现采取水淬油冷工艺,淬火过程要严格控制水淬时间与出油时工件温度,该件淬火后就要及时校直,以免回火后残留奥氏体充分转变硬度升高和回火温度低增加校直风险。
水淬油冷时不能用渗碳炉托盘,因为多次渗碳后托盘水淬时容易开裂,所以针对此件制作专用起吊工装,为了减小淬火后变形,我们决定在右端φ175mm尺寸处进行起吊,工装如图3所示。
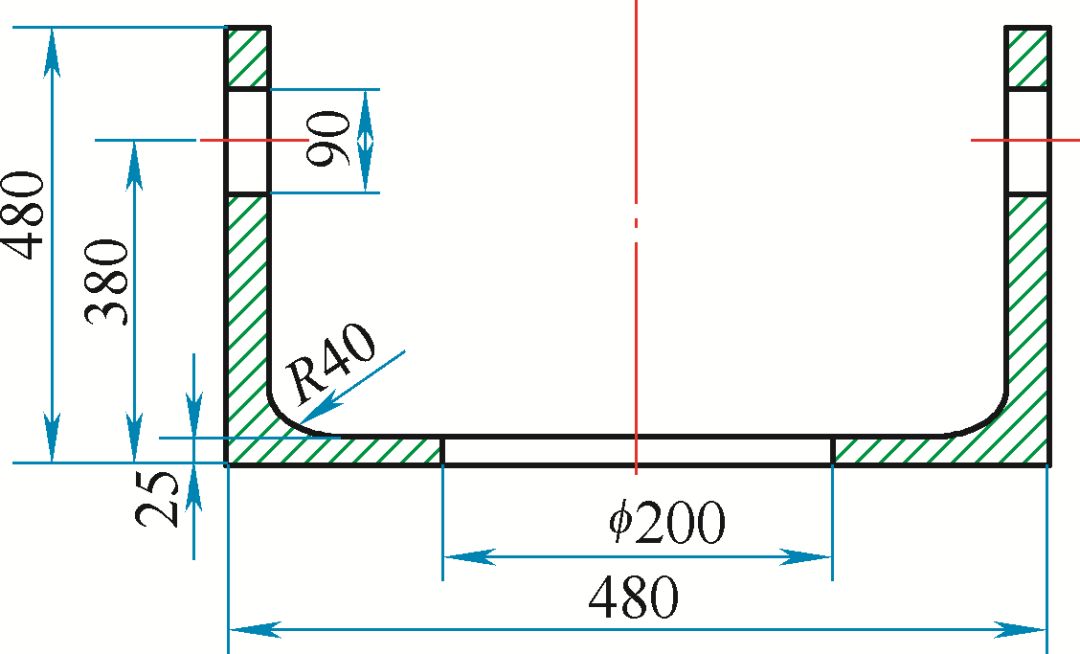
图 3
注:将主轴小径端从尺寸φ200mm穿下,通过φ90mm双孔穿杠子进行起吊淬火。
淬火工艺如图4所示。
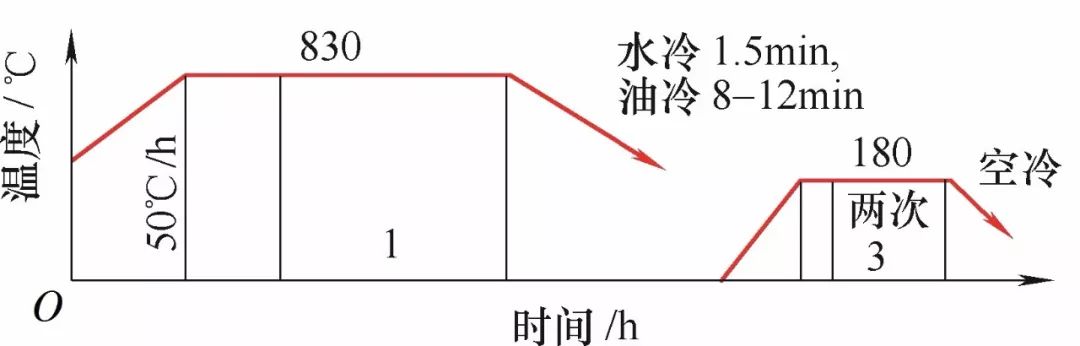
图 4
第一件淬火,水冷时间压缩到1min,油冷8min,淬火后变形及校直情况如表2所示。
表 2
测量φ175mm位置 | 左端/mm | 中间/mm | 右端/mm |
校直前 | +0.5 | +1.1 | +0.7 |
校直后 | +0.1 | +0.35 | +0.1 |
该工件160℃×15h回火后,硬度仅50~52HRC,之后将该件-80℃×3h冷处理,140℃×15h 消应力后,硬度可达57HRC。
因第一件淬火后实测硬度偏低,第二件水冷时间加大到1.5min,油冷8min,淬火后变形如表3所示。
表 3
测量φ175mm位置 | 左端/mm | 中间/mm | 右端/mm |
校直前 | +0.6 | +1.5 | +0.8 |
校直后 | +0.1 | +0.30 | +0.1 |
该件160℃×15h回火后,硬度仅52~54HRC,之后将该件-80℃×3h 冷处理,140℃×15h 消应力后,硬度可达57~61HRC。
3.结果分析
(1)虽然该件硬度稍低于图样要求,但相差不大,因为渗碳淬火碳化物相比其他淬火耐磨,因此不影响后续使用。
(2)从这两件工件的渗碳淬火过程积累了此材料此类件后续渗碳淬火经验。
作者:葛花荣,周峰
单位:中冶陕压重工设备有限公司
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)