平整是一种小压下量的轧制,变形量一般为0.5%~3%,其主要目的消除退火屈服平台、改善力学性能,调整带钢板型及粗糙度等,最终提高冷轧板带的质量。由于平整的变形量较小,通常把压下率转化成延伸率进行控制。平整有干平整和湿平整两种模式。延伸率速度检测有激光测速和编码器测速两种形式。平整工序的缺陷有相当一部分是前几道工序产生在本工序集中显现出来,如板形、粘结等。此外,如果对平整机组控制不好,不仅会扩大前道工序带来的缺陷,而且会产生新的缺陷,如振动纹、平整斑等。产生原因是轧制板型、张力和退火工艺控制不佳造成。存在粘接缺陷的钢卷在开卷时产生粘结纹,影响板面质量和使用。减轻或避免粘接纹的手段是提高开卷速度或在开卷机与入口S辊之间增加防粘结辊,调整开卷角度使带钢始终以开卷切线方向开卷。横折印的纹理方向基本上与带钢运行方向成90°,有时贯穿整个板宽,有时出现在一定范围内(边部居多)。横折印缺陷不但肉眼可见,甚至有手感。

(1)带钢在冷轧时板形不佳,产生浪高>10咖的边浪或中间浪,经罩式炉退火后容易引起带钢层间粘结,在平整时带钢表面会产生横折印缺陷。(2)退火温度未控制好,带钢在罩式炉进行退火时由于退火温度过高,会产生层与层之间的粘结;带钢退火时升降温速度过快,引起钢卷的热胀冷缩速度过快;对流板平面磨损也会造成表面层与层之间的粘结,平整时在带钢表面产生横折印缺陷。(3)平整前钢卷温度>45~C时,带钢表面将会产生大量横折印缺陷。主要原因在>45~C时金属分子比较活跃,带钢受到拉力时很容易从弹性变形区跳跃到塑性变形区,在带钢表面产生吕德丝线(滑移线),造成带钢表面产生横折印。(4)平整时开卷机、张力辊和工作辊位置不平行,当机组以高速及很大的张力下生产时,在带钢的横截面上产生的张力分布不均,局部(一般在带钢边部)张力过大,一旦受力达到屈服极限时产生横折印缺陷。(2)适当提高平整延伸率(0.5mm以下选择0.5%,0.5mm以上延伸率值等同于产品厚度);在平整过的带钢表面及平整订购的支承辊表面表现为明暗交替、互相平行且沿轧制方向横向布置的条纹,对产品的使用影响较大。

产生原因是平整机的振动,特别是工作辊和支承辊的振动。(1)工艺控制。对于湿平整工艺,在保证产品表面形貌的要求的前提下,选择合适的平整润滑介质和平整工艺参数,同时调整弯辊。(2)速度控制,减少振动纹,即控制产生自激振速度范围。(3)控制换辊周期,提早预防振动纹的产生,一旦辊子出现振动迹象或者板面出现振动纹,立即换辊。主要表现形式为边浪、中浪、1/4浪、复合浪和起筋等。
(3)平整设备因素(开卷、卷取、轧辊及防皱防颤辊的平行度、水平度;轧辊凸度及质量、轴承座与牌坊间隙)。

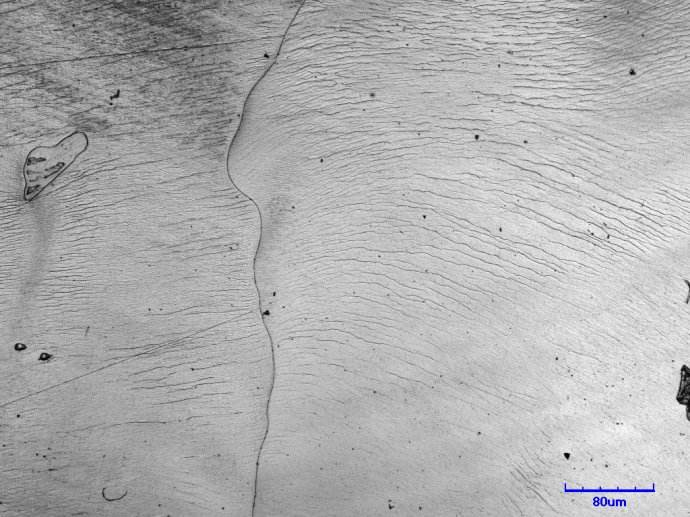
(1)建立完善的来料检查制度,发现问题逐级向上道工序反馈,查找产生缺陷的原因,并及时整改。(3)对不同轧制时间后的工作辊和支撑辊凸度进行测量,确定不同板形适合的凸度范围。(4)做好人员的培训工作,不断提高操作技能和质量意识。(5)定期更换轧辊和S辊;定期检修,保证开卷、卷取、轧辊、防皱、防颤辊的平行度和水平度,保证设备精度。是在平整过程中出现的线痕,呈羽纹状(或树枝状),可占局部或布满整个带宽。退火后的带钢在外力作用下延伸时,产生屈服现象,形成屈服平台。屈服平台的存在造成带钢在平整、深冲或拉伸时,在带钢表面产生滑移线。滑移线的存在对一般使用没有明显影响,但对于要求表面质量很高的,深冲后需要涂漆产品是不允许的,因为它的存在降低了产品的表面质量。黑斑一般分布在板宽方向的中部区域、边部少见,呈点状、条状到成片块状,缺陷无手感。平整液黄斑一般分布于带钢的中部,呈条状分布,边部偶然出现,严重的贯穿整个钢卷。(1)由于轧制工序吹扫效果不好,钢卷表面乳化液残留较多,在退火过程中钢带表面残留乳化液中的轧制油受热挥发并随吹扫气排出,随着温度的升高,部分未排出的轧制油产生热解反应,如不及时吹净在冷却过程中沉积在钢带表面形成黑斑。(2)热轧板表面常附有氧化铁皮,在酸洗时欠酸洗氧化铁皮未完全清除,在轧制过程中压入带钢表面,经罩退后,带钢正反两面呈现斑纹状连续黑带。(3)在冷轧工序,因液压油、润滑油等泄漏粘附在带钢表面,罩退时油不挥发,热解后的碳全部沉积在钢板表面,形成黑斑。(4)平整液黄斑一般呈现带状浅黄色,为氧化铁e304)和a一羟基氧化铁(YeOOH)混合在一起的腐蚀物,伴随着阴极反应、阳极反应而不断深化的一种电腐蚀现象。主要是由于钢板表面清洁度差;平整过程中吹扫能力不够等原因造成。(3)提高吹扫压力,保证压缩空气干燥(可进行热风吹扫);(2)搞好设备的点检维护,杜绝液压油、油气润滑油的泄露;(4)加大退火吹扫时间及效果(设置吹扫平台或全过程吹扫)或增加脱脂工序。由于前到工序卷取张力过小或平整时开卷张力大于前工序的卷取张力,或者,层间松动,都会造成卷层层间的错动,摩擦而形成滑伤。由于辅助设备等粘有铁屑或毛刺而划伤带钢表面,或者卷取速度与机组速度不同步也会造成划伤。
在开卷前检查所有辅助设备是否干净,光滑,发现毛刺应用手动砂轮打磨,用汽油清洗干净。前工序卷曲张力过小,或者是吊车在放置时过猛而形成。发现此类钢卷不宜时间过长,否则会越来越严重,必须尽快平整,平整是加倍小心,低速平整,增加开卷张力。总而言之,板带钢生产过程中出现的质量问题是多种多样的,但影响产品质量的因素都离不开人、机、料、法、环几个因素和环节。要坚持“预防为主、防控在先”的理念,做好产品工序过程中的质量控制;要根据产品的最终用途,选择合适的原料、采取正确的工序流程和技术参数;搞好人员培训和设备改造,逐步提高操作技能、设备精度和自动化控制水平;依据产品质量趋势、设备精度定期调整、优化各种参数、指标及标准;针对频繁发生的质量缺陷,根据产品质量波动规律,组织有关部门密切配合展开攻关,采取有效措施保证产品工序质量始终处于受控状态。坚持全员、全过程质量控制原则,增强质量意识和忧患意识,持续改进、提升产品质量,不断满足客户和市场需求。实现以质取胜,以质创效。
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)