首页
钢铁百科
钢铁知识
钢材价格
钢铁行业资讯
企业与钢厂
钢管现货
下载
知识星球
繁體
首页
>
钢铁知识
>
冷轧带钢 的 酸洗、轧制工序缺陷处理方法汇总
冷轧带钢 的 酸洗、轧制工序缺陷处理方法汇总
2020年09月03日
董Φ钢管厂¹³³³⁷⁸⁸³⁰⁸⁶
钢铁知识
百度已收录 № 15675
冷轧各工序质量缺陷汇总冷轧带钢的生产工序流程主要包括:
热轧来料、推拉式盐酸酸洗、单机可逆冷轧、电解脱脂清洗、全氢(或氮氢)退火炉、单机平整、重卷纵切(或横切)、拉伸弯曲矫直、包装储存和运输等。
今天小编现将冷轧工序中的酸洗工序、轧制工序存在的质量缺陷汇总给大家,应大家的要求配上了图片,后续会继续整理汇总其他工序缺陷。
一 酸洗工序
在酸洗过程中由于工艺参数控制不当,操作不认真或操作失误,将影响酸洗质量,产生各种缺陷,归纳起来缺陷的品种有:
酸洗气泡(氢气病),过酸洗,欠酸洗,锈蚀,夹杂,划伤,压痕等,占冷轧产品缺陷的2%左右。
1、酸洗气泡
由于酸与裸露的金属作用,生成氢所造成的
,外观特征是条状的小鼓泡,破裂后呈黑色细裂缝,冷轧时气泡破裂及延伸扩大,降低产品的冲击韧性。
2、过酸洗
金属在酸液中停留时间过长,使金属表面在酸液作用下变得粗糙麻面的现象。
产生的主要原因:
开卷、焊接时间过长,穿带时间过长,机械故障停机,调配酸液浓度时停机等,使金属在酸液中滞留时间过长所致,一旦出现过酸洗,将严重影响带材质量,也给轧制生产带来困难:
延伸性降低,容易断带、粘辊,很难轧出成品。
3、欠酸洗
带钢酸洗后,表面残留局部未酸洗掉的氧化铁皮时称为欠酸洗。
产生的原因:
带钢表面严重氧化,氧化皮厚薄不均,较厚的氧化皮需较长的酸洗时间。
酸液的温度低,浓度低,运行速度快,铁盐含量过高等,另外矫直不彻底,波浪大,酸洗时局部未浸泡在酸液中,也容易产生欠酸洗。一旦出现欠酸洗,在轧制时使产品表面出现暗色,严重时氧化皮压入,形成条状黑斑。
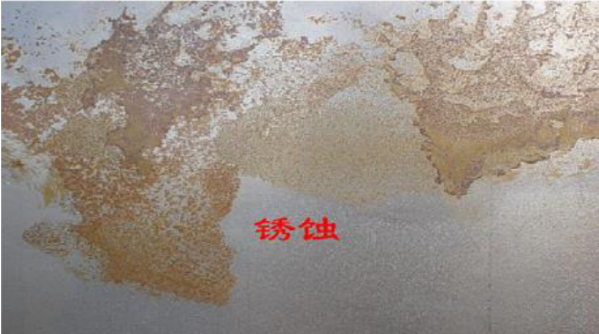
4、锈蚀
带钢酸洗后表面重新出现锈层的现象叫锈蚀。
产生的原因:
清洗槽水中的酸含量超标,带钢清洗后没有完全干燥,表面上还残留有酸和水而使表面重新生锈。另外,酸洗后在清洗槽中停留时间过长,也将导致锈蚀。
防止措施:
严格执行酸洗、清洗、烘干操作规程,及时进行钝化或涂油处理,并堆放到干燥的地方。
5、窝边、划伤、压痕等
由于设备问题、操作不认真引起,上卷时夹盘未对正,运行时跑偏易造成窝边
。划伤是
由于设备与带钢接触处有质硬的异物,产生相对运动时造成的
。划伤和压痕深度超过允许公差一半时,轧制时也不能消除,影响带材表面质量。
6、夹杂与表面污迹
夹杂是酸洗后表面出现星罗棋布的黑点疵病称为夹杂,它是热轧时氧化铁皮压入时形成的
,酸洗无法去除,冷轧后,黑点延伸成“黑道”,降低了带钢的冲击韧性。表面污迹是由于酸液表面的脏物粘附到带钢表面没有清洗掉。轧制时在带材表面产生条状黑斑,影响带钢的表面质量。
二 轧制工序
轧制是板带材生产的主要工序,板带材制品的质量问题大部分产生在轧制工序,归纳起来有四大类:
1、尺寸超差
主要指厚度超差或同板差。
主要原因:
测厚仪失灵;来料厚度不均波动大;工艺条件失稳,当张力、抗力、温度、速度等工艺条件变化时引起辊缝变化。
防止措施:
注意检查测厚仪的灵敏度,做到定期标准化;尽量稳定轧制工艺条件,减少波动,当工艺条件发生变化时进行相应的调整。
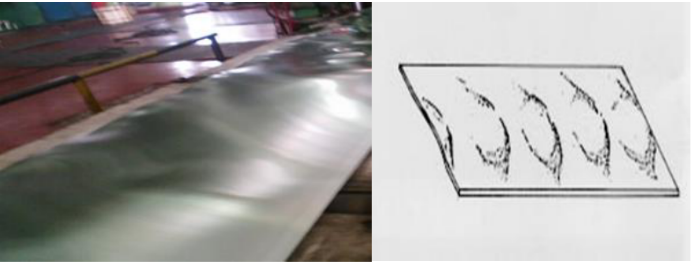
2、板型问题
1)波浪与瓢曲
板型问题主要包括各种波浪和侧弯(镰刀弯)和瓢曲,其实质是纵向延伸变形不均匀所致,
凡是造成纵向延伸变形不均匀的因素
,都是产生板型问题的原因。
无论是单边浪、双边浪、中间浪、肋浪还是复合浪,产生波浪的部位都是压应力作用的结果,都是纵向延伸较大的部位,生产中可以通过工作辊正负弯辊、中间辊正弯、中间辊横移、辊缝倾斜、乳液流量、轧制力、张力、速度等来调节。
例如:
轧制时产生中间波浪的原因可能是:
a.坯料中间厚两边薄。
b.坯料两边硬中间软。
c.道次压下量小,张力过大。2d.轧制速度高,乳液流量小,冷却不均。
e.辊型不正确,正弯辊力大。
消除中间波浪的措施是:
加大压下量,减小张力,特别是后张力,降低轧制速度,增加中部乳液流量,减小正弯的弯辊力。
中间浪在轧件的横向、纵向同时增大,板型的凸、凹形近似椭圆形,叫瓢曲,产生原因同中间浪,一般在宽薄板且性能偏硬的轧件中易产生。
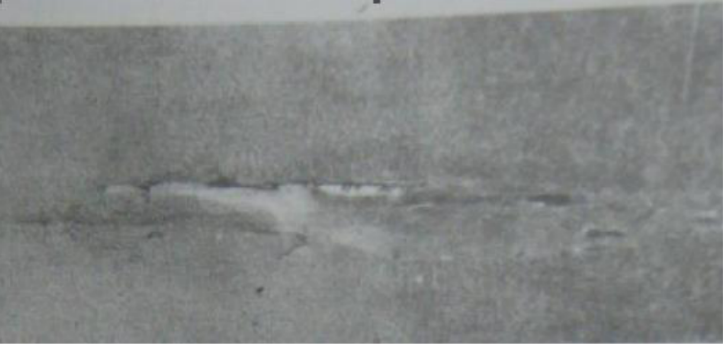
2)压折
由于不均匀延伸产生局部折皱叫压折
。压折时金属被局部挤裂。
压折产生的原因与波浪相类似,一旦出现压折,必然产生勒辊、粘钢、断带事故。
3)镰刀弯与跑偏
轧制时沿宽向两边延伸不一致
是造成镰刀弯和跑偏的本质原因,具体原因有两方面:
一方面是坯料问题,坯料两边厚薄不一样。另一方面是两边辊缝不一样。造成两边辊缝不一样的原因有辊型,冷却润滑情况,坯料两边软硬度的差异。操作工可以通过“偏摆”进行调正,而在生产中控制„凹型‟辊面,“松边”轧制具有自动纠偏的功能。
4
)
环行隆起
产生原因:
由于轧机喷嘴堵塞而形成隆起,即鼓包,或者由于来料有严重的中间浪导致卷曲不良而造成。
消除方法:
可以降低卷曲张力来消除,如无法消除,应及时分卷,以免造成整卷鼓包。
3、表面质量问题
冷轧中常见的表面质量问题有:
擦伤与划伤、起皮、分层、辊印、压坑、夹灰、压入、孔洞、裂边、锯齿边、腐蚀、黑斑、乳液斑等。
这些缺陷与轧制工艺、轧辊质量、冷却润滑等有关,具体原因有:
1)擦伤、划伤:
酸洗时卷取张力小,冷轧开卷时张力不当带材发生层间相对运动易出现擦伤。划伤,轧件与设备产生相对运动,辊道或其它部位有尖硬物易产生划伤。
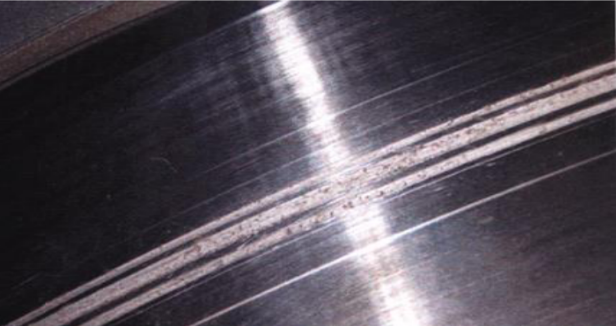
2)辊印、压坑:
轧辊表面粘有金属及金属氧化物,或润滑不干净,带材表面有脏物,轧后脱离带材表面出现压坑。轧辊表面硬度低且不均匀,有软点、麻坑等形成辊印。
3)压入:
指金属或非金属压入。主要原因是乳液不干净,带材表面粘有杂物,轧制时压入带材表面。
4)表面腐蚀、油水迹:
3设备漏油,乳液太脏,有腐蚀性。喷吹不彻底,轧好的带卷在放置过程中产生花脸状锈斑和水迹。
5)条状黑斑:
坯料酸洗不彻底,有漏酸洗和欠酸洗,残留的氧化物,或酸液中聚集的酸油等杂质粘附在带材表面,在轧制时沿最大主变形方向延伸成黑道。特点是黑道表面有光泽,长宽比近似于(或大于)带材的厚度比(H/h)。
6)裂边、锯齿边:
拉应力是造成材料破坏的主要原因,裂边、锯齿边形成的主要原因是边部拉应力作用的结果。当拉应力的强度超过了材料的强度极限时将被拉裂。
裂边、锯齿边都是在“紧边”轧制时产生,边部有波浪时是看不到有裂边的,因此控制好辊型,调整好张力是可以避免裂边与锯齿边的。裂边、锯齿边的产生也有内在的原因,那就是边部原来就有裂纹,或边部由于热轧时终轧温度低,塑性差,在拉应力的作用下很易出现裂边,锯齿边。
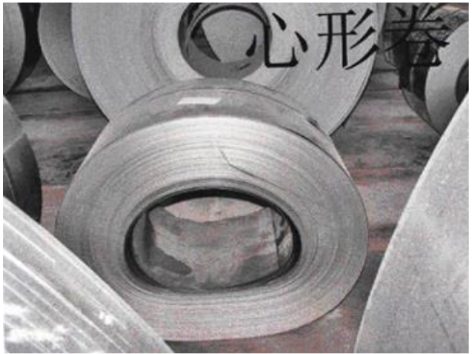
7)心形卷:
带卷卸卷后局部凹陷成心形,一般在轧制较薄的带材时发生,是张力等控制不当引起的。为防止心形卷产生,轧制薄带时,带头要留得长一些,在卷取时,里层张力要大,厚度达10mm左右形成一个牢固的内圈,相当于套筒,以后卷取张力适当减少,以避免对内卷的挤压。
8)塌圈:
卸卷后,内孔成椭圆状,主要是卷取时张力过小所造成的。
9)打滑:
出现打滑必然损伤带材和轧辊表面,具体原因是,道次加工率过大,后张力过大,摩擦力小,一般在轧机升速时易产生打滑现象。
正常轧制时,轧机升速时正是轧制的刚开始阶段,开卷机的卷重较大,转动惯量大,升速时开卷机的转速滞后于轧辊的转速,瞬时产生较大的后张力,导致打滑现象的产生。
相反,在轧制终了阶段,降速轧制时,由于卷取机速度变化滞后,使卷取线速度大于轧辊线速度,易出现断带,因此在升降速轧制时速度变化不易太快。
相关文章:
热轧、冷轧、镀锌质量缺陷、特征、原因分析汇总!
❤ 请关注 微信公众号
:
steeltuber
. 转载请保留链接:
https://main.josen.net/Steel-Knowledge/1599112988.html
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)
推荐您阅读本站优质历史文章:
09月
03
2017
为什么我国高端装备上的螺栓几乎100%进口?
2017
“本钢火情”引发黑色系暴涨、沪镍跟涨,连不锈钢都涨了!
2018
为什么工件会有淬火裂纹?
2019
型钢的制造工艺与技术简介
2019
袁士春MYG的金相图册赏析
表面处理
表面质量
表面光洁度
表面粗糙度
酸洗
轧制
缺陷
冷轧
相关文章
关于“钢铁知识”版块更新的说明
2021年08月21日
一组图看懂扭转试验 PPT
2021年08月09日
高强度紧固件热处理时间,如何定义?
2021年08月08日
一文带你分析疲劳断裂
2021年08月08日
常用加工铜合金的牌号与用途
2021年08月08日
真空感应熔炼(VIM)冶金法
2021年08月08日
钢的力学性能及热处理工艺经验公式
2021年08月08日
宝钢股份2021版冷轧企标全新发布
2021年08月08日
锻造件、铸钢件、曲轴等探伤方法及选择要点
2021年08月06日
齿轮渗碳加工常见缺陷的原因分析及预防措施
2021年08月06日
搜索本站钢铁技术
★↓在此搜索查找钢铁材料知识↓★↘
互联网
main.josen.net
钢铁行业热点文章推荐
干了8年机械,螺栓上4 8代表着什么?
压减钢铁产量,终于来了?
热处理过程中常见四大现象
西南最大钢企柳钢固废利用达98.5%以上
中国最值钱12家钢企!敬业集团民营钢企第一!
2021年7月2日废钢行情:河北、山东钢厂陆续开收!
聚焦钢市|7月2日钢材市场早报
2021年7月2日华东部分金属材料及有色金属价格行情
常州精密钢管博客网主办单位:
常州仁成金属制品有限公司
是 专业的 精密钢管 生产厂家,汽车钢管,电机壳钢管 生产单位。
常州精密钢管博客网推荐您访问:
|
董Φ钢管厂¹³³³⁷⁸⁸³⁰⁸⁶
|
《博客精选》
|
百度知道
|
TIANCHENG GROUP
|
仁成金属
|
微信站
|
计算器全集
||
钢管钢铁材料知识-知乎
|
常州精密钢管博客网
(常州仁成金属钢管制品生产厂家博客网站)
main.josen.net©2006-2021
苏ICP备08003692号
※
【关于本站】
※
【提问】
※
网站地图
※
【搜索】
※
【知识星球】
※
电脑端
※
行业资讯
钢铁知识
钢材价格
常州精密钢管博客
由于网站数据庞大,服务器超载,特开通子站:
钢铁资讯
和
钢铁百科
,main.josen.net 内容将不再更新,请到新站浏览更新内容。