Q235板坯表面纵裂控制工艺实践
福建三宝钢铁有限公司于2018年开始筹建一条年产可达200万吨的耐腐蚀热轧卷板生产线,经过紧张的筹建工作,板坯连铸于2019年6月5日热试成功,拉开了福建三宝钢铁带钢生产的序幕。
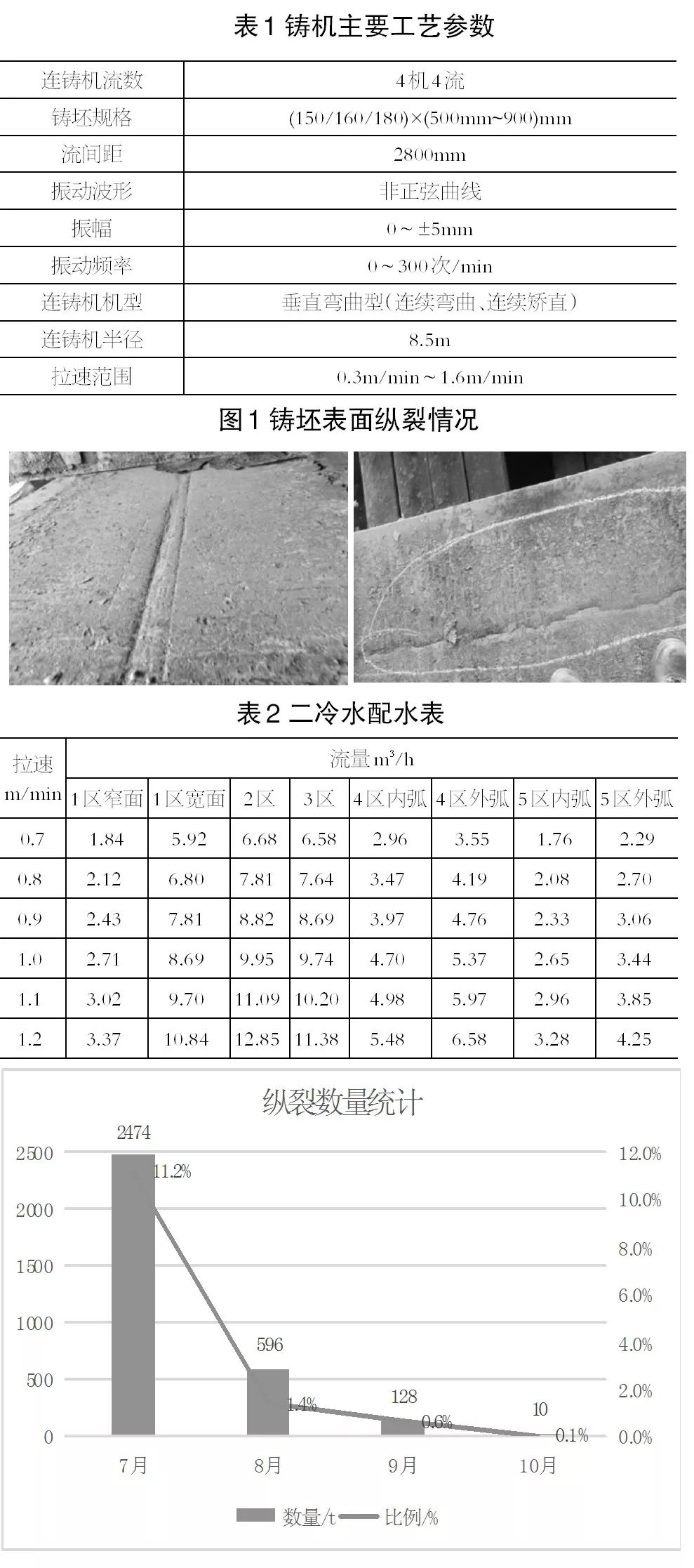
作为上游工序的板坯连铸,能否生产出高质量的铸坯,是该生产线能否成功投入的先决条件,产品主要以Q235、Q195等钢种为主,Q235是典型的包晶钢,在投产之初板坯表面出现严重纵裂,在有意避开包晶敏感区之后,此类裂纹依然存在,说明裂纹的产生不仅仅是包晶反应的影响,还有其他重要的影响因素存在,三宝钢铁针对可能的影响因素逐个改善,最终将纵裂问题彻底解决。板坯连铸的连铸机主要工艺参数如表1所示。
包晶钢板坯表面纵裂纹起源于弯月面区坯壳生长厚度不均匀,在坯壳薄弱点萌生裂纹,产生裂纹主要有以下两个方面的原因:在包晶反应时,新固相依附在旧固相上形核并逐渐长大,随着新固相的形成和长大两个作用相的接触即被隔离。在这种情况下为使包晶反应继续进行,必须有大量的原子离开旧固相向液相做长距离扩散,同时有大量的原子离开液相穿过新固相长距离扩散,然后才能使新固相向两旁逐渐长大。由于在固相物质中的扩散过程比较困难,包晶转变的进行速度极为缓慢,因而在实际的合金结晶过程中,包晶反应经常不能进行完全,在结晶终了时将获得含有δ相的非平衡组织,增加钢的裂纹敏感性。结晶器形成的初生凝固坯壳受到以下应力作用:结晶器同一水平位置凝固壳厚度不均匀,导致不均匀收缩而产生的收缩应力;坯壳收缩由钢水静压力产生的鼓胀应力;板坯宽面收缩受窄面约束产生的弯曲应力;包晶反应收缩量大(0.38%),导致产生局部气隙,局部“热点”处于裂纹敏感区。铸坯表面纵裂如图1所示。控制钢中含碳量。当钢中含碳量为0.10%~0.14%时,是发生包晶反应时产生表面纵裂纹的敏感区,因此,在生产过程中将转炉碳由原来的0.12%~0.20%缩小至0.15%~0.19%,有效避开裂纹敏感区;提高锰硫比。硫在钢中是易偏析元素,由于硫在钢中的宏观偏析,降低了钢的零塑性温度及比表面能,析出物与机体的结合力因硫的偏析而下降,促进了晶界滑移,晶界的应力集中使得硫与晶界间形成孔隙,导致更大的应力集中,扩展成为晶界裂纹,最终导致裂纹的形成。随着钢中硫含量的升高,发生纵裂纹的概率增加。因此,在生产过程中,尽可能控制钢水硫<0.020%,以降低纵裂纹的出现。由于目前没有KR、LF等脱硫设备,成品硫无法完全控制在0.020%以内,只能通过控制锰硫比来降低硫的影响。当钢中的锰硫比较高时,有利于提高硫化锰在晶界和机体上呈粒状分布,从而提高钢的高温性能。在生产过程中,控制锰硫比>20以降低铸坯纵裂指数。结晶器保持合理的锥度对铸坯的温度分布至关重要,锥度过大或过小,都不利于铸坯表面温度的均匀分布,锥度过大在拉速波动时容易导致铸坯出现重接现象。在生产之初,根据外厂经验将结晶器锥度设定为4.0(180mm×870mm断面),铸坯宽面出现严重纵裂,当拉速在短时间内波动超过0.2m/min时,铸坯也出现明显的重接痕迹。根据铸坯实际情况,将锥度调整至3.6~3.8,铸坯裂纹深度由最深10mm降低至2mm,没有批量出现纵裂现象,铸坯纵裂得到有效控制。结晶器内的冷却传热极为复杂,为保证铸坯在出结晶器下口时有足够的坯壳厚度,结晶器应适当增大冷却强度。但若水量太大,会使坯壳与结晶器热面气隙过早形成,降低传热效果,反而会使坯壳变薄,形成裂纹。因此,针对包晶钢的特性,结晶器内冷却应采用弱冷,在保证安全的前提下,将原来的结晶器宽面冷却水流量由130m3/h降至110m3/h,窄面冷却水流量为20m3/h,控制宽面与窄面热流密度比约为0.9,此时铸坯纵裂指数最低。经过调整,铸坯表面细长纵裂纹明显减少。板坯生产过程中,结晶器水、二冷水不仅需要达到固定的压力、流量,同时对水质也有较高的要求。当水中浊度达到70mg/l时,其冷却效果就会大大降低,水中的悬浮物及部分盐类会附着在结晶器铜壁及堵塞二冷喷嘴,导致润滑不均匀,从而在结晶器内产生裂纹,并在二冷区生长扩大,最终导致板坯表面纵裂纹等缺陷。因此,通过对结晶器水及二冷水经常进行置换,必要时添加化学药剂,保持循环水浊度小于30mg/l,确保供水水质达到冷却要求。铸坯纵裂纹在结晶器内产生,在二冷室内扩大、延伸,如果二冷水配比不合适,在结晶器内产生的细小裂纹就会发展成为较大的纵裂纹,甚至产生漏钢。因此,摸索适合于当前拉速的二冷水配比也是至关重要的工作,经过多次试验,最终确定较优的二冷水配比,如表2所示:另外,在生产过程中需保证冷却水的稳定:一方面,当拉速变化时,冷却水流量要根据相应拉速迅速做出调整;另一方面,由于生产过程中拉速不可避免会有小范围非人为调整的波动,一般在±0.02m/min以内,此时的冷却水流量需保持稳定,避免冷却不均造成裂纹的生长。经过转炉冶炼工艺、结晶器锥度、结晶器冷却水、二次冷却水以及保护渣等多方面进行改进优化,铸坯纵裂纹得到有效控制,因纵裂造成不合格数量逐月递减,目前已基本消除。
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

