渗碳热处理作为化学热处理的一种方法,具有渗层深,应用广泛,基材价格低等诸多优势,在提高零件性能方面得到了广泛的应用。但是受制于工艺实现过程,渗碳零件需要做大量的后续处理来满足后续机械装配需求。低压真空渗碳在提高零件内在质量的同时,更是降低了后续处理工序,减少了企业环保投入,获得了用户的高度认可。本文就以下几个方面为大家介绍一下真空渗碳淬火。
低压真空渗碳设备
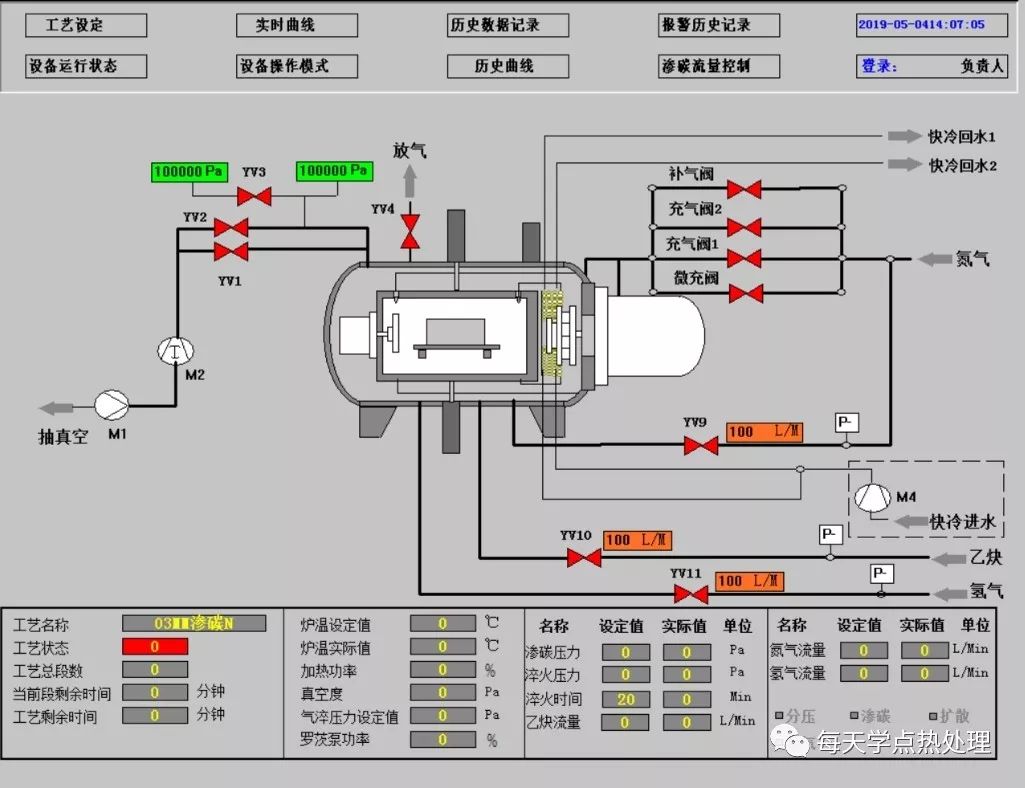
真空渗碳也是渗碳的一种,只是设备的表现形式不同,当然,工艺也有很大不同。真空渗碳按淬火方式不同,分真空渗碳油淬炉和真空渗碳气淬炉。从外观上说真空渗碳油淬炉和真空油淬炉相似,真空渗碳气淬炉和真空高压气淬炉相似。在增加渗碳功能以后,多了供气系统,气体流量控制系统,渗碳压力控制系统以及对加热系统的更改,这些系统的增加和更改,大部分是在设备内部,所以真空渗碳炉和真空炉的外形没有太大的区别。真空渗碳炉的规格主要有644、755、966、1077、1288,以及更大的1500*1500*800mm等标准型号,对应装炉量150kg,300 kg,500 kg,750 kg,1000 kg,4000 kg。基本上以双室油淬炉为基础上都可以作为真空渗碳炉的生产平台。低压真空渗碳是在低于一个大气压条件下的气体渗碳。渗碳的压力一般在200-2000pa,实际应用最多的是200-500pa。低压真空渗碳采用的是脉冲式工艺模式,因此在工艺过程中渗碳介质是高纯乙炔,扩散介质采用用高纯氮气。
低压真空渗碳的优缺点
低压真空渗碳零件具有真空热处理的普遍优点,相比于普通渗碳零件具有更多的以下优点:
表面质量好: 真空渗碳表面不氧化、不脱碳,可保持金属本色; 不产生内氧(黑色组织),有助于提高零件的疲劳强度; 能极大产品的可靠性和使用寿命。 真空渗碳,不会与氧接触,所以有氧产生的缺陷在真空渗碳中全部避免。2.可处理形状复杂的零件,工件变形小:真空渗碳工件加热时,加热的速度连续可控,可减小工件的内外温差,变形小;渗碳完成后,淬火方式为真空淬火,大幅减小工件的淬火变形;减小后期的加工量,节省加工成本。适当减慢升温速度,可有效减小工件变形。真空渗碳炉加热时升温速度可控,可根据工件复杂性调节升温速度。
3. 渗碳层深度更均匀:工件加热完成匀温之后,才通入渗碳气体,保证了大小工件起始渗碳点的同步性,这是渗碳层均匀的基础。而常规气体渗碳和多用炉难以保证这一点。真空对工件表面有净化作用,有利于碳原子被工件吸附。
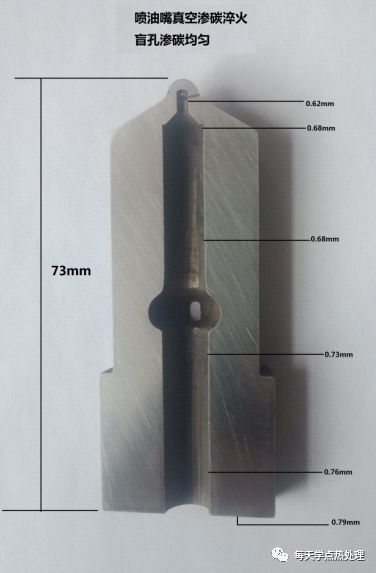
常规渗碳和多用炉渗碳,在排气时,赶气和碳势建立没有明显的界限,小件先到温,先开始渗碳,大小件渗碳起始点不同。低压真空渗碳的渗碳起始点是一致的,先加热到温,所有工件到温并匀温后,开始通乙炔渗碳,所以大小渗碳零件的渗碳层均匀性是一致的。4.表面碳含量易于控制:真空渗碳表面碳含量不必通过碳势控制,通过控制渗碳压力和渗碳气流量即可实现表面碳含量的精确控制。真空渗碳的原理已经和传统气体渗碳不同,没有了碳势的概念。5. 渗碳温度范围跨度大:从低温渗碳到最高渗碳温度可达到1050℃,对于深层渗碳可大大节省工艺时间。更有利于完成特殊钢种的渗碳工艺。 在880-1000℃范围内的相同材料低压真空渗碳,随着渗碳温度的提高,渗碳速度不断增加。980℃的渗碳速度可以达到920℃的两倍。真空高温渗碳可以渗特殊材料,如马氏体不锈钢,铁素体不锈钢,还有H13,Cr12MoV等。对于这些材料,是另外一种渗碳类型,即碳化物析出型渗碳6.渗碳质量稳定:工艺参数设定以后,整个渗碳过程有微机控制并记录工艺参数。控制系统能对渗碳工艺进行精确控制,对设备运行状况进行全面监控并记录,减少工艺过程中的不利因素,使热处理工件有良好的重复性,质量稳定。7.适用范围广泛:真空渗碳可实现对盲孔、深孔和狭缝的零件或者不锈钢等普通气体渗碳效果不好甚至难以渗碳的零件,真空渗碳可获得良好的渗碳层。8.安全环保:低压真空渗碳设备以普通真空设备为平台,具有现有真空热处理设备的所有环保优点,生产过程无油烟,无明火,安全、环保无污染,工作环境清洁。9. 生产效率高:低压真空渗碳实现了高温高速渗碳,使生产周期大幅度缩短,有效节约时间成本。 低压真空渗碳的优势很明显,但是缺点,肯定也是有的。2)小件的装炉量和多用炉相比,会少一点。真空渗碳装炉时,特别是小件渗碳,层与层之间的间隙要有50mm左右。
真空渗碳的工艺过程
1、渗碳零件的清洗主要是为了防止污染真空淬火油和真空泵。若只有油污,可以不清洗。不能有灰尘、杂物、切削液等杂质。2、上工装。选取合适的工装,采用合适的装炉方式,可以有效的减小工件变形,提高零件的淬火质量。避免因为工装的原因造成局部淬火不均匀。3、装炉。工件进冷室,冷室抽真空,打开隔热门,工件转移至渗碳热室(真空渗碳气淬炉无需转移),准备加热。4、加热。制定工艺时依据装炉量和工件形状选取合适的升温速度,尽可能采用分段加热、保温,使所有工件匀温。5、渗碳。真空渗碳是采用脉冲式渗碳。比如先渗碳三分钟,然后扩散8分钟,再渗碳三分,扩散8分,以此类推。整个工艺有若干段组成。段数,渗碳温度,时间决定渗碳层深度。6、降温保温淬火工艺结束后淬火操作和普通真空设备操作方式相同。需要二次淬火的,采用降温保温正火,之后高温回火,再加热淬火。真空渗碳油淬炉,冷室具备油淬和气冷功能。气冷压力2bar,冷速略大于正火。真空渗碳气淬炉具备高压高压气淬炉的所有功能。
真空渗碳工艺参数设定
低压真空渗碳需设定的工艺参数有工艺方式、升温速率、保温温度、渗碳温度、渗碳压力、气体流量、气体压力、淬火温度、淬火方式、淬火时间等诸多数据。
渗碳温度由材料决定,主要避免过热。
气体流量由装炉工件表面积决定
表面积越大,气体流量要适量增加
渗碳压力由工件材料,工件形状等决定
供气压力一般在0.2mpa
渗碳时间由渗碳温度,渗层深度决定。
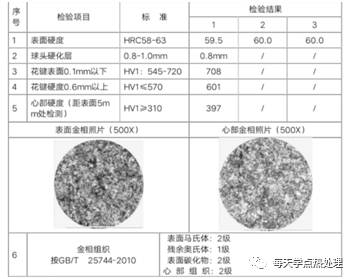
渗碳质量检测
按渗碳的质量检测就可以。主要是表面硬度,心部硬度,硬度梯度,金相组织内,氧化等标准。
问:真空渗碳零件不清洗油不会影响渗碳的均匀性?
答:不会影响渗碳的均匀性。不过加热室的底部会存有油。热室门打开以后,会有油流出。这是因为油加热后气化,扩散到热室内壁,由于夹层有冷却水,油气凝聚后流到热室底部。有条件的话最好清洗。
问:供气压力一般在0.2mpa怎么理解?
答:供气压力是指乙炔和氮气的供气压力,0.2兆帕是2公斤压力
问:乙炔在钢表面的反应是啥?分解出活性碳原子和H2?
答:C-H共价键易打开直接裂解,不过乙炔到热室之后,不会马上裂解,到工件表面以后,才会裂解。高温工件是乙炔裂解的催化剂
问:乙炔脉冲渗碳需要炭黑控制器吗?
答:乙炔渗碳,合适的气体流量,基本没有碳黑。工件真空渗碳前,所有表面要经过加工,不加工部位,容易有碳黑。
问:您说做过Cr12MoV渗碳?这个咋控制啊,本身基体碳含量就高?
答:这是碳化物析出型渗碳,和我们平时说的渗碳不是一个概念。平时说的渗碳,是增加奥氏体的含碳量,这是是增加析出的碳化物量
问:是说强渗的3分钟通乙炔,扩散的8分钟只通氮气?
答:是的,乙炔和氮气不同时开,渗碳通乙炔,扩散通氮气
问:下一个脉冲开始之前,需要把上一个脉冲的乙炔和氮气抽空吗?
答:不需要
问:不抽怎么控制压力呢?
答:有一套系统,通过压力传感器,根据气体流量,控制真空泵的抽速,实现压力平稳
问:怎么实现碳化物析出型渗碳?
答:含有较多的强碳化物形成元素的材料,在真空渗碳时,就是碳化物析出型渗碳
问:1cr17真空渗碳后性能有什么变化?
答:1Cr17真空渗碳后,表面碳含量能达到3-4%,碳与cr形成大量细小弥散分布的碳化物,硬度和耐磨性大度增加。不过,该材料的防腐性下降很多
渗碳只能改变零件表面的化学成分,要使零件获得外硬内韧的性能,渗碳热处理后还必须进行淬火加低温回火,来改善钢的强韧性和稳定零件的尺寸。根据工件的成分、形状和力学性能等,渗碳后常采用以下几种热处理方法。将零件自热处理炉中取出直接淬火,然后回火以获得表面所需的硬度。直接淬火的条件有两点:渗碳热处理后奥氏体晶粒度在5-6级以上;渗碳层中无明显的网状和块状碳化物。20CrMnTi等钢在渗碳后大多采用直接淬火。
预冷的目的是减小零件变形,使表面的残余奥氏体因碳化物的析出而减少。预冷直接淬火表面硬度略有提高,但晶粒没有变化,预冷温度应高于Ar3,防止心部析出铁素体,温度过高影响预冷过程中碳化物的析出,残余奥氏体量增加,同时也使淬火变形增大。
将渗碳件快冷至室温后再重新加热进行淬火和低温回火,适用于淬火后对心部有较高强度和较好韧性要求的零件。
经高温回火后残余奥氏体分解,渗层中碳和合金元素以碳化物形式析出,易于机械加工同时残余奥氏体减少,主要用于Cr-Ni合金钢零件。
将工件冷至室温后,再进行两次淬火,然后低温回火。这是一种同时保证心部与表面都获得高性能的热处理方法,两次淬火有利于减少表面的残余奥氏体数量。
也称为高合金钢减少表层残余奥氏体量的热处理,多用于齿轮和轴类零件。
欢迎大家留意讨论渗碳后的这几种处理方式的优缺点?
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)