
案例分享:铝型材挤压模具开裂失效分析
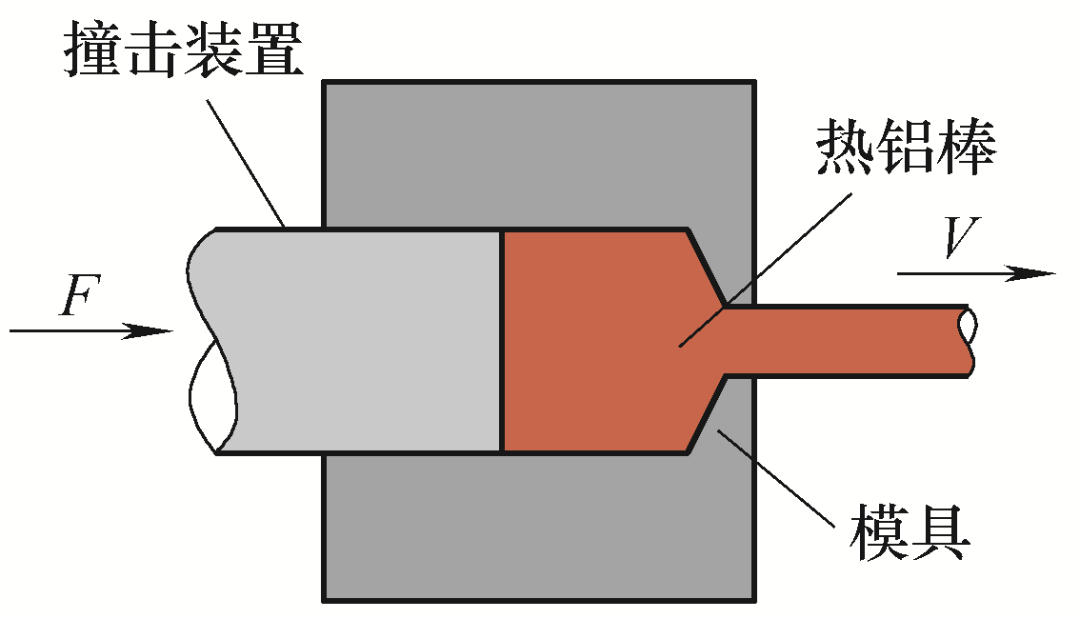
图1 挤压模具示意

(a) (b)
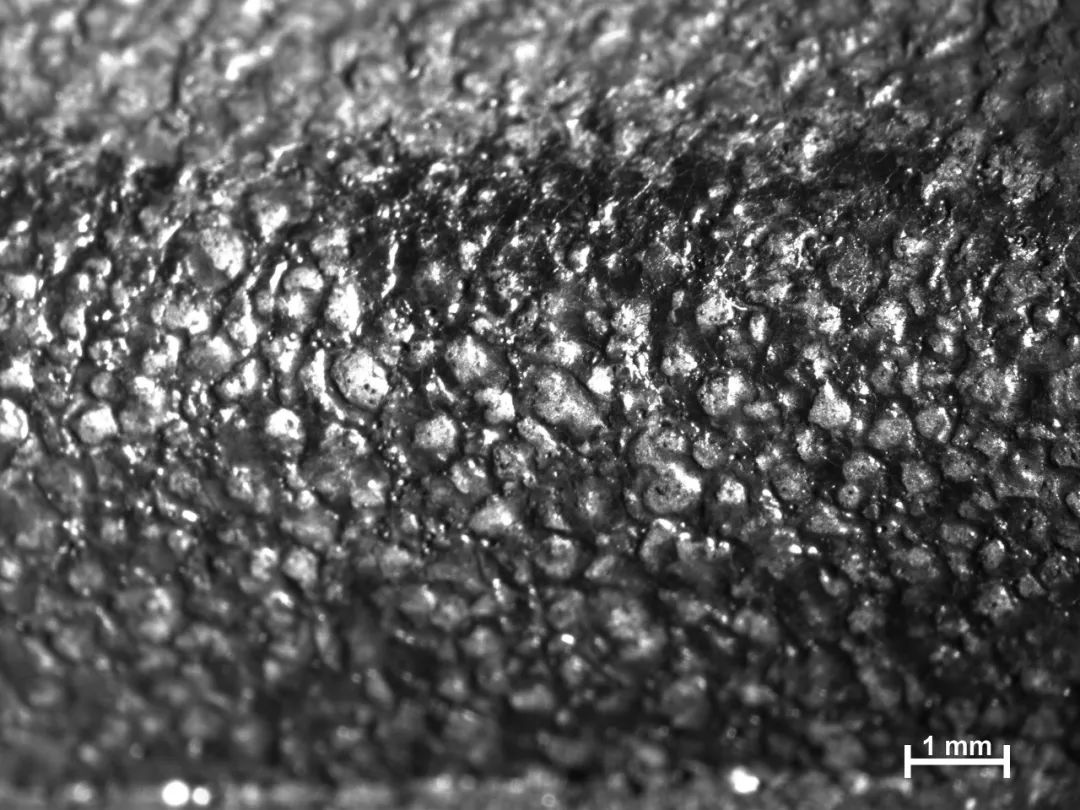
图2 裂纹的宏观形貌照片
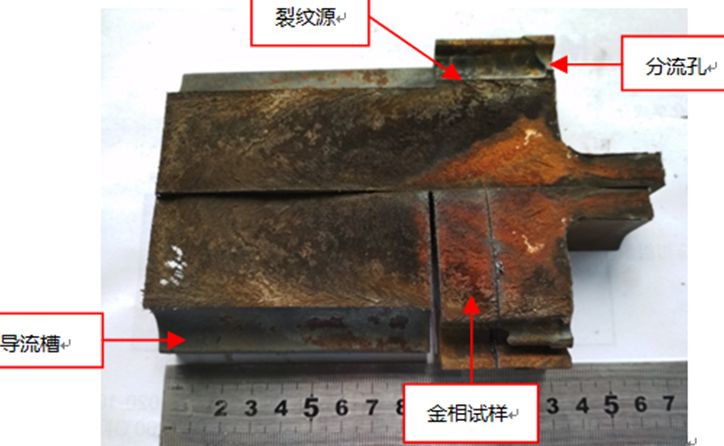
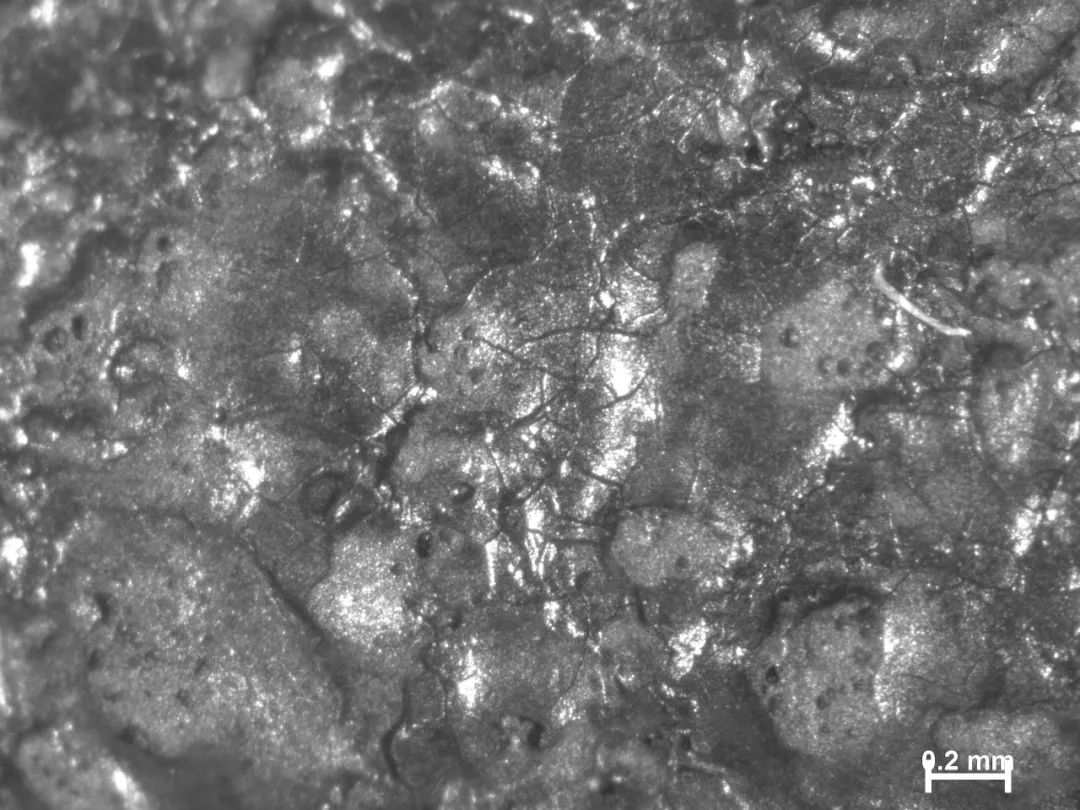
图3裂纹断口形态及取样示意
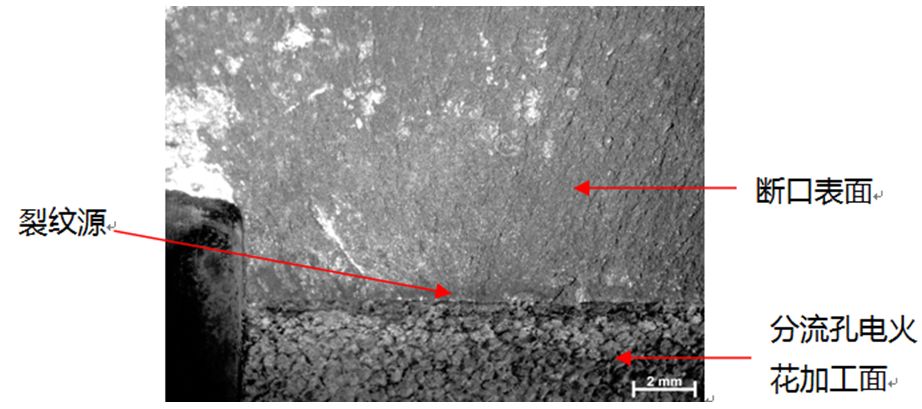
图4 断口形貌的局部放大(6.5×)
(a)
(b)
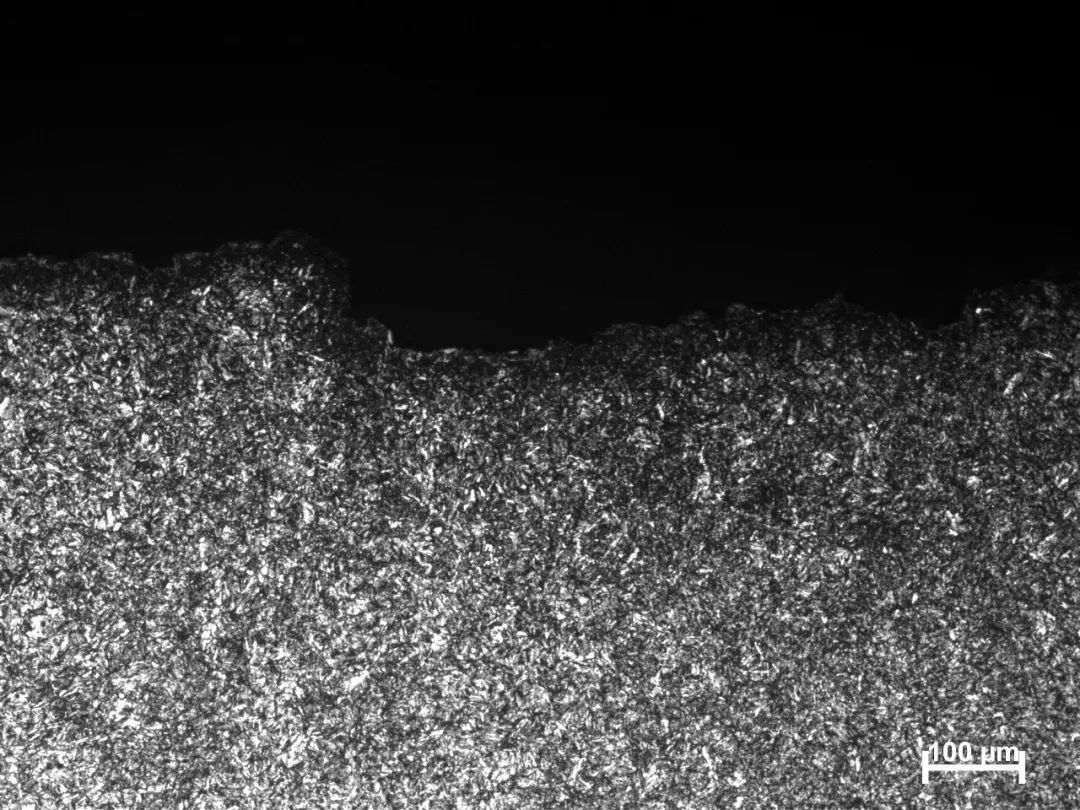
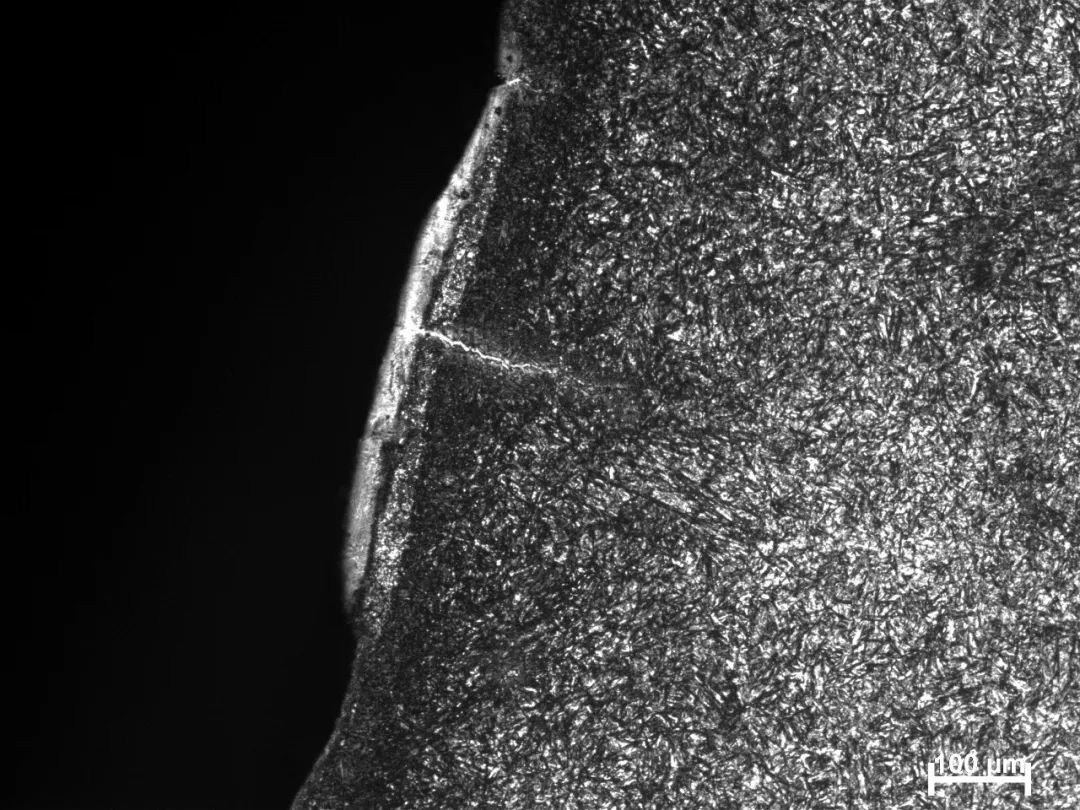
图5 裂纹及附近组织(100×)
(a)10×
(b)40×
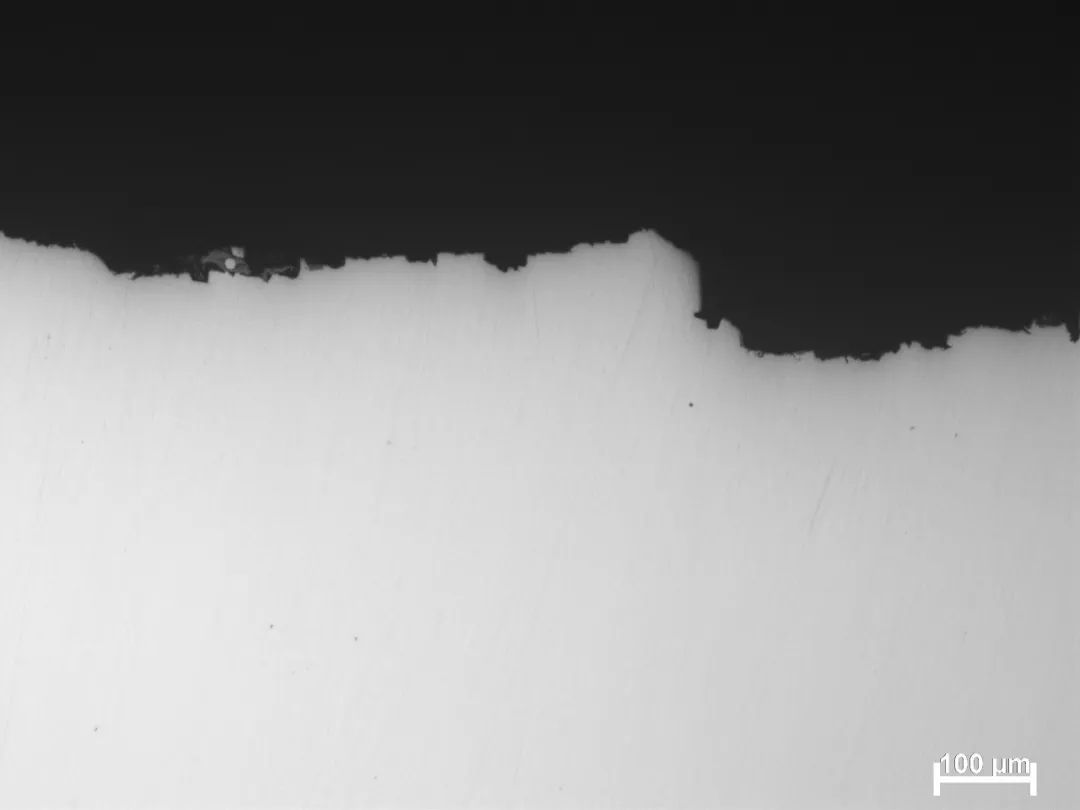
图6 分流孔加工面局部放大
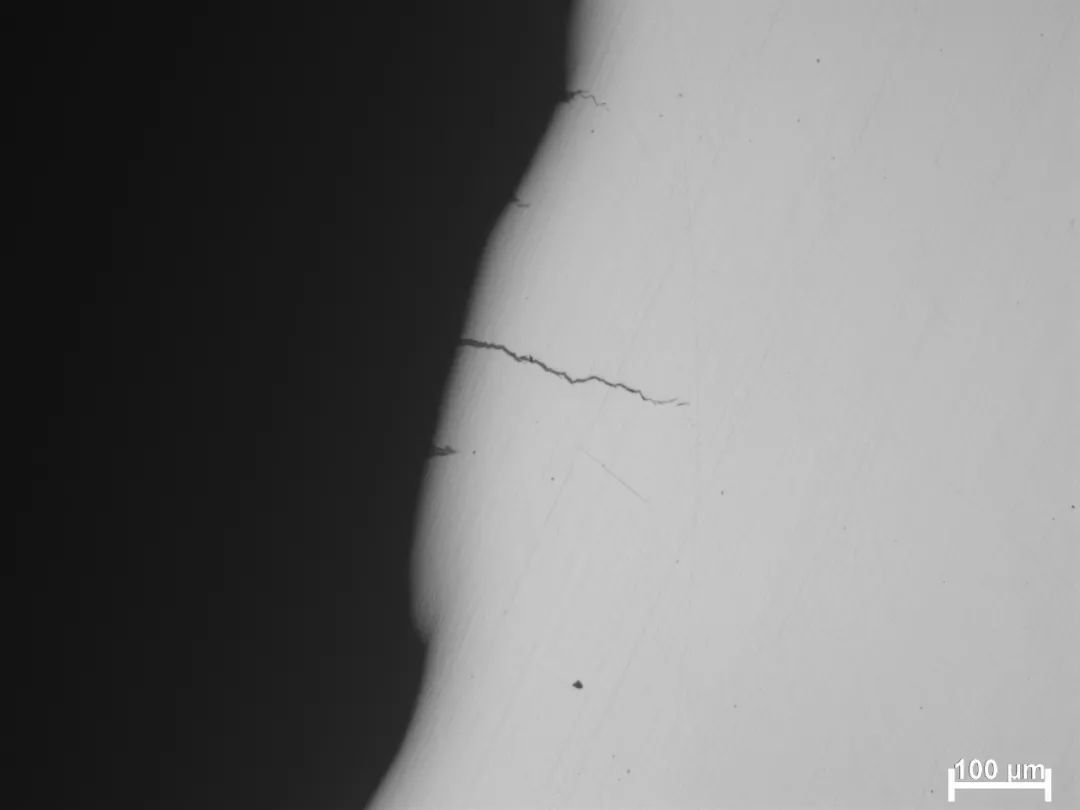
(a)腐蚀前裂纹(100×)
(b)100×
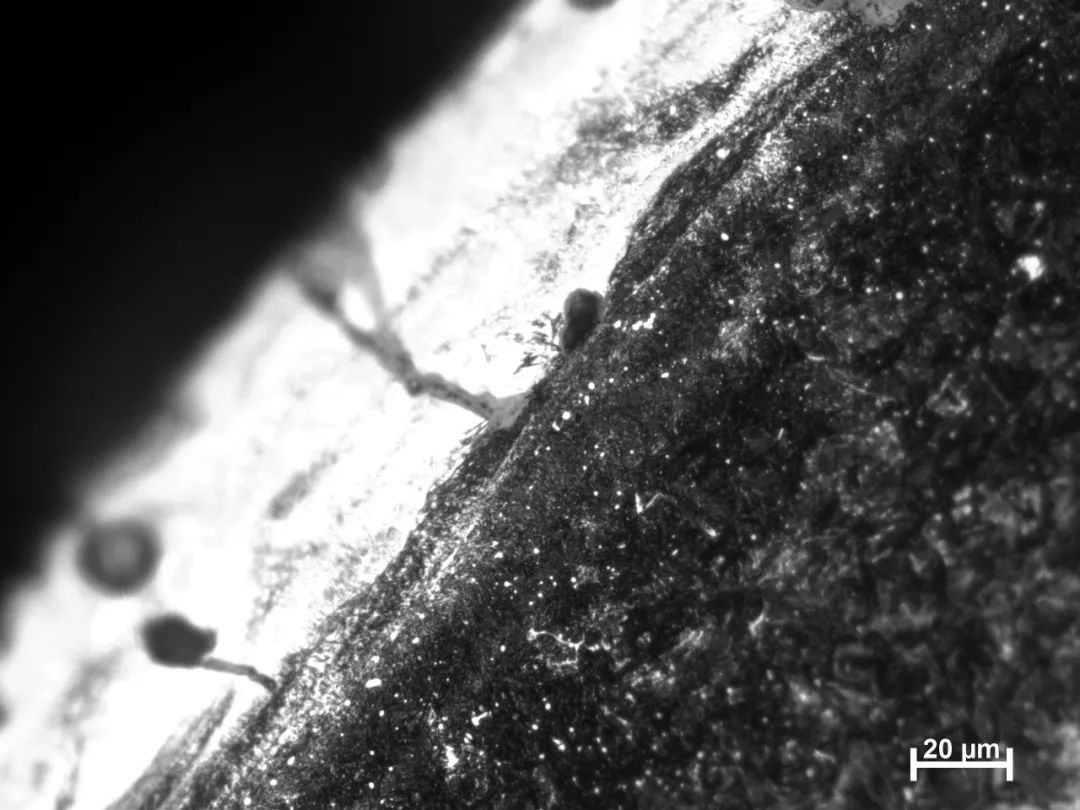
(c)500×
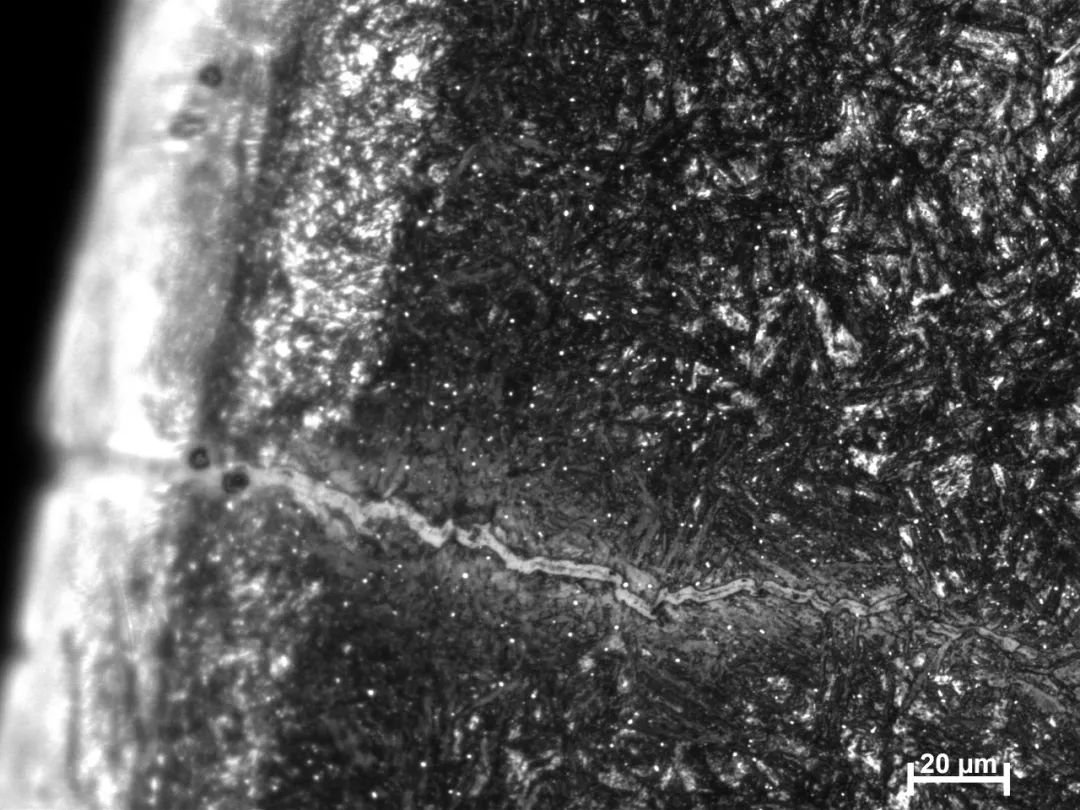
(d)500×
图7 分流孔内壁腐蚀前后的显微裂纹形态
表1 化学成分(质量分数)(%)
元素 | C | Mn | Si | S | P | Ni | Cr | V | Mo | Cu |
标准 要求 | 0.37~0.42 | 0.30~0.50 | 0.90~1.20 | ≤0.005 | ≤0.020 | ≤0.25 | 5.00~5.50 | 0.90~1.20 | 1.20~1.50 | ≤0.25 |
样品 | 0.410 | 0.38 | 0.92 | 0.003 | 0.019 | 0.17 | 5.15 | 0.98 | 1.31 | 0.07 |
表2 非金属夹杂物(级)


图8 非金属夹杂物(100×)

图9 显微组织(500×)
(a) (b) (c) (d) (e)
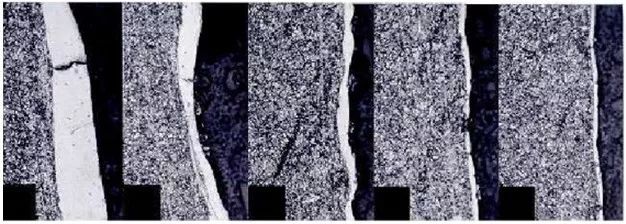
图10 白层深度
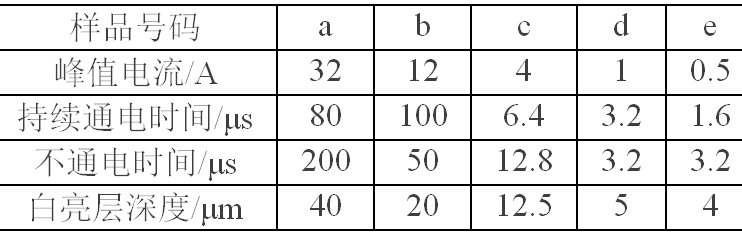
表3 电火花设备加工参数与白层深度关系标定
作者:程永强
单位:抚顺特殊钢股份有限公司华南技术服务站
来源:《金属加工(热加工)》杂
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)