
离子化学热处理基础知识及操作工艺原理
离子热处理梦幻般美丽的辉光
一、离子化学热处理基础
1.1 辉光放电
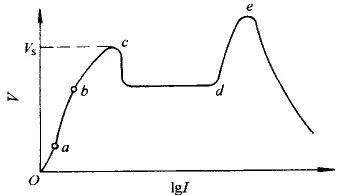
▲图1 稀薄气体放电伏-安特性曲线
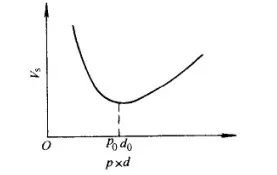
▲图2 辉光放电点燃电压与气体压强及两极间距乘积的关系
进入自持放电阶段之后,阴极间的辉光分布并不均匀, 有发光部位和暗区,见图3。从阴极发射出的电子虽然被阴极位降加速,因刚离开阴极时速度很小,不能产生激发,形成无发光现象的阿斯顿暗区;在阴极层(阴极辉光区),电子达到相当于气体分子最大激发函数的能量,产生辉光;电子能量超过分子激发函数的最大值时,电离发生,激发减少,发光变弱,形成阴极暗区;在负辉区, 电子密度增大,电场急剧减弱,电子能量减小而使分子有效地激发,此时辉光的强度最大;此后,电子能量大幅度下降,电子与离子复合而发光变弱,即为法拉弟暗区;随后电场逐渐增强,形成正柱区,该区电子密度和离子密度相等, 又称为等离子区, 这一区间的电场强度极小, 各种粒子在等离子区主 要作无序运行, 产生大量非弹性碰撞; 在阳极附近, 电子被阳极吸引、离子被排斥而形成暗区, 而阳极前的气体被加速了的电子激发, 形成阳极辉光且覆盖整个阳极。阿斯顿暗区、阴极层及阴极暗区具有很大的电位降, 总称为阴极位降, 三区的宽度之和即为阴极位降区dk。阴极位降区是维持辉光放电不可或缺的区域。
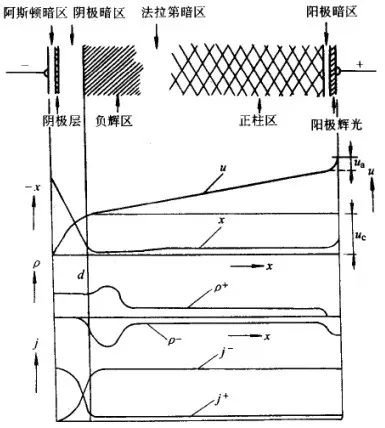
▲图3 直流辉光放电中的电位 u、电场 x、空间电荷密度 ρ 及电流密度 j
式中 A——常数
γ——二次电子发射系数
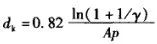
从上式可知, p×dk=常数。当极间距不变,减小压力至 dk=d 时,则阴阳极间除阴阳极位降外,则其他部分都不存在,放电仍能进行,若 p 进一步减小,使 dk>d,辉光立即熄灭,因此在一般的放电装置中,真空度高于1.33Pa,便很难发生辉光放电;在其他条件不变的情况下,仅改变极间距 d,dk始终不变,其他各区相应缩小,一旦 d<dk,辉光熄灭,这就是间隙保护的原理。一般间隙宽度0.8mm左右。
异常辉光放电时,阴极位降区域压力 p 有关,还和电流密度有关,并有下式:
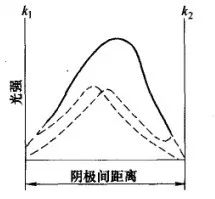
▲图4 空心阴极放电极间光强分布

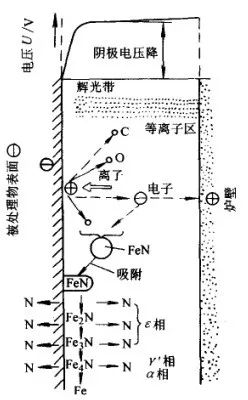
▲图5 离子渗氮过程中工件表面反应模型
 等离子在阴极位降区被加速 轰击工件表面,产生一些列反应。首先,离子轰击动能转化为热能加热工件。其次,离子轰击打出电子,产生二次电子发射。最重要的是由于阴极溅射作用, 工件表面的碳、氨、氧、铁等原子被轰击出来, 而铁原子与阴极附近的活性氮原子(或氮离子及电子)结合形成FeN。这些化合物因背散射效应又沉积在阴极表面, 在离子轰击和热激活作用下, 依次分解:Fe→FeN→Fe2N→Fe3N→Fe4N, 并同时产生活性氮原子[N], 该活性氮原子大部分渗入工件内, 一部分返回等离子区。
等离子在阴极位降区被加速 轰击工件表面,产生一些列反应。首先,离子轰击动能转化为热能加热工件。其次,离子轰击打出电子,产生二次电子发射。最重要的是由于阴极溅射作用, 工件表面的碳、氨、氧、铁等原子被轰击出来, 而铁原子与阴极附近的活性氮原子(或氮离子及电子)结合形成FeN。这些化合物因背散射效应又沉积在阴极表面, 在离子轰击和热激活作用下, 依次分解:Fe→FeN→Fe2N→Fe3N→Fe4N, 并同时产生活性氮原子[N], 该活性氮原子大部分渗入工件内, 一部分返回等离子区。
溅射与沉积模型是被较多人接受的理论。此外, 还有分子离子模型、中性氮原子模型以及碰撞离解产生活性氮原子模型等。
1. 3 离子化学热处理设备及操作
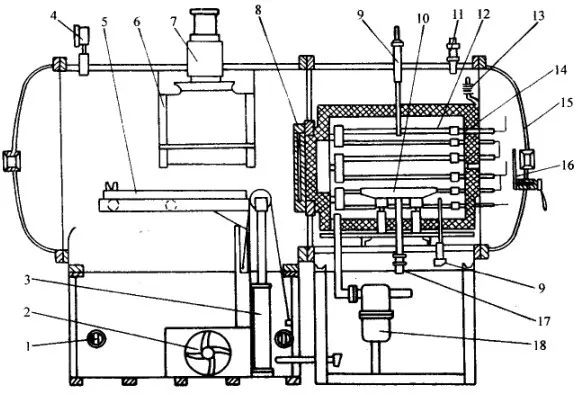
离子化学热处理设备由炉体(工作室)、真空系统、介质供给系统、温度测量及控制系统和供电及控制系统等部分组成, 图6 为离子渗氮装置示意图。
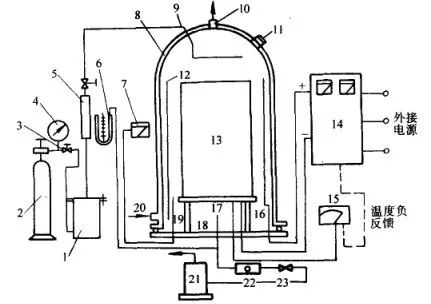
▲图6 离子渗氮装置示意图
对待渗工件, 应按用途、材质、形状及比表面积分类进行处理。对非渗部位及不通孔、沟槽等处, 应采取屏蔽措施; 对需渗的长管件内壁以及工件温度偏低部位, 还应考虑增加辅助阳极或辅助阴极。工件装炉完毕, 首先抽真空至 10 Pa 以下, 然后接通直流电源, 通入少量气体起辉溅射, 用轻微打弧的方法除去工 件表面的脏物, 待辉光稳定后增加气体流量以提高炉压, 增大电压和电流。工件到温后再调节电压, 维持适当的电流密度。炉压一般控制在 130~1060Pa。根据工艺要求保温适当时间。保温结束后关闭阀门,停止供气和排气, 切断辉光电源, 工件在处理气氛中随炉冷却至 200℃ 以下即可出炉。
在一般的离子化学热处理炉中, 工件的形状及大小、摆放位置、阴极-阳极的距离等, 都会影响工件各部位的温度。工件入炉时, 必须综合考虑各种因素, 力求炉温均匀。对高温离子化学热处理(如离子渗碳等), 在真空炉体内须增设一套电阻加热装置,实行双重加热,能够使炉内形成较均匀的温度场,离子轰击电源起到待渗介质离子化的作用。这种炉型不仅使工件温度均匀, 测温方便, 还可减少弧光放电。
离子化学热处理过程中使用的异常辉光放电容易转变为弧光放电, 使阴极位降降低, 电流剧增, 以至烧坏工件, 损坏电气系统, 必须尽量避免辉光放电向弧光放电的过渡。一旦出现弧光,应尽快灭弧。灭弧系统的可靠性, 直接关系到离子化学热处理设备能否正常运行。目前采用较多的灭弧方式有电感-电容振荡灭弧、晶闸管旁路灭弧以及快速电子开关等几大类型。
脉冲离子化学热处理是20世纪90年代发展起来的一种新型离子化学热处理技术, 其核心内容是引进了脉冲电源, 是该领域的一项重大技术进步。脉冲电源的应用, 大大提高了离子化学热 处理的电气性能和工艺性能, 可有效解决弧光放电及空心阴极效应等问题, 对具有深孔和复杂形状的内孔、凹腔等工件的渗氮处理可获得均匀的渗层, 在节约能源方面也显示了突出的特点, 已得到广泛应用。
脉冲电源是一种对直流电流输出的电压与电流进行调制处理、间歇给负载供电的电源。加在负载上的电压与电流具有周期性的近似矩形波脉冲。直流脉冲电源分为斩波型和逆变型两类。斩波型控制电路比逆变型控制电路简单, 但斩波型的脉冲频率比逆变型低, 一般为数千赫, 而逆变型可达数十千赫。斩波型、逆变型直流脉冲电源中的功率器件, 一般选用快速晶闸管、可关断晶闸管(GTO)、电力晶体管(GTR), 以及近来发展起来的绝缘栅极型晶体管(IGBT)。IGBT为复合功率器件, 它是电压控制型器件, 具有驱动功率小, 输入阻抗大, 控制电路简单, 开关损耗小, 通断速度快, 工作频率高, 元件容量大等优点, 特别适合在斩波型、逆变型脉冲电源中作为功率开关器件。

离子氮化炉实物图片
二、离子渗氮

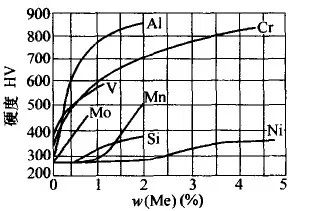
▲图7 合金元素含量对渗氮层硬度的影响
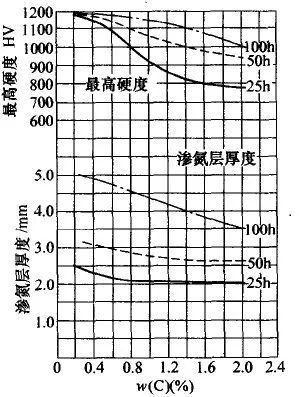
▲图8 碳对渗氮层硬度和深度的影响
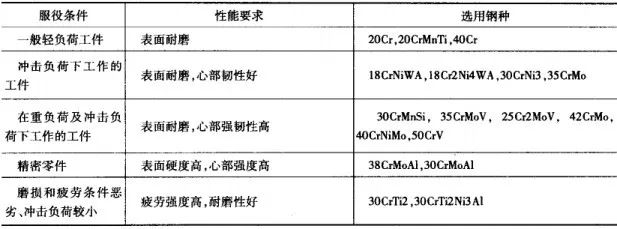
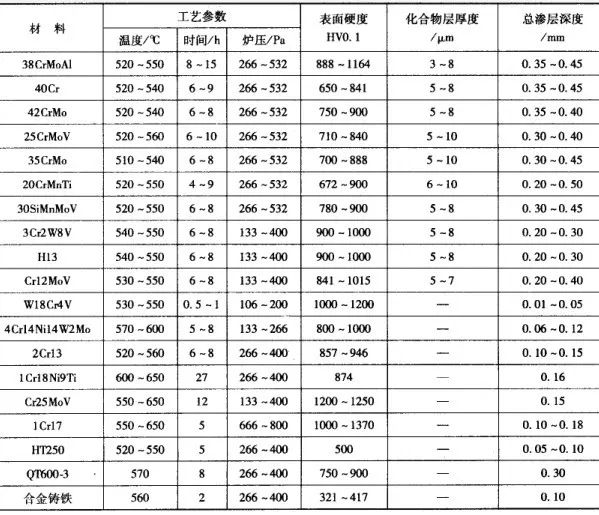
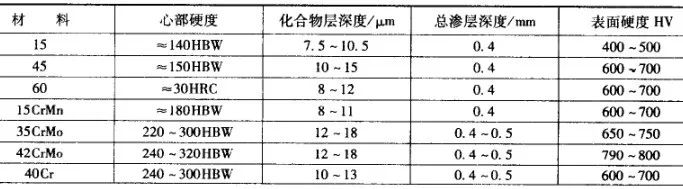
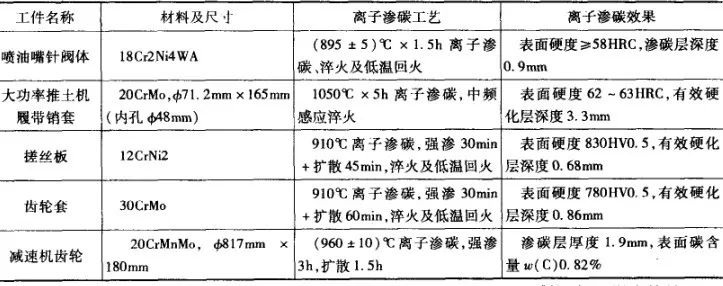
因此, 渗氮材料的选择, 必须根据产品服役工况, 结合渗氮工艺综合考虑。除常用的合金结构钢、工模具钢外, 不锈钢、铸铁等材料进行离子渗氮也有很好的效果。表1 的渗氮结构钢, 表2 是部分材料离子渗氮工艺和效果。
▼表1 常用渗氮结构钢
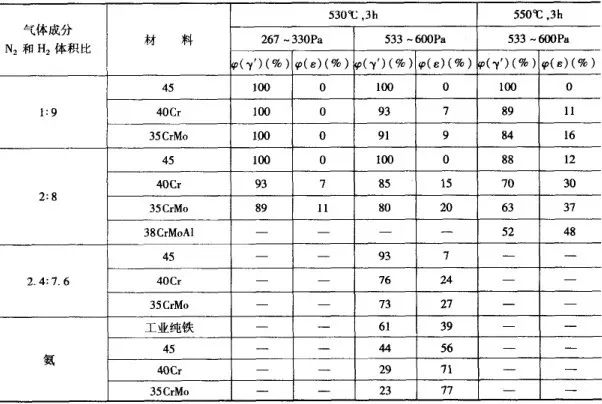
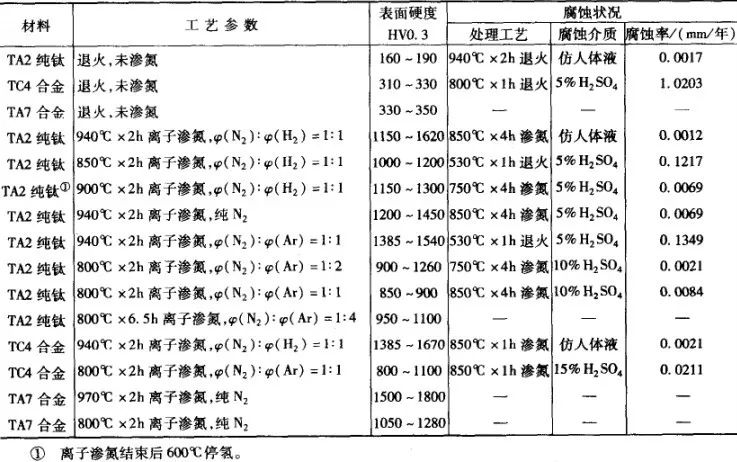
▼表2 部分渗氮材料离子渗氮工艺与结果
采用离子法, 特别适用于不锈钢、耐热钢等表面易生成钝化膜的材料的渗氮处理。由于钝化膜阻碍氮原子向基体扩散,常规渗氮处理,必须先设法去除钝化膜,并需要马上渗氮,以防止钝化膜再生。离子渗氮时,离子对工件表面的轰击即可去除钝化膜,不需做钝化膜去除处理。
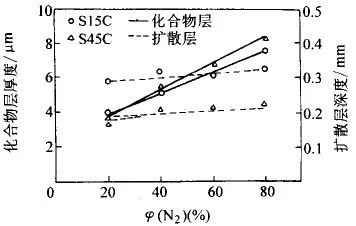
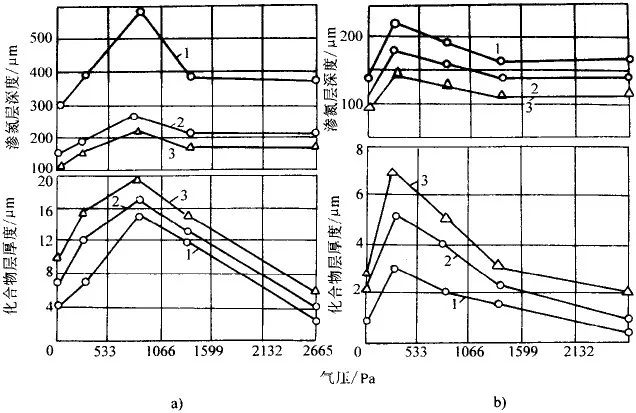
▲图9 氮氢混合比对离子渗氮化合物层和扩散层深度的影响
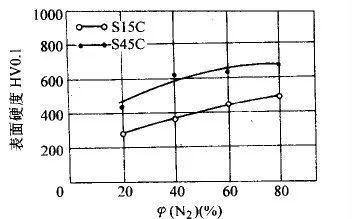
▲图10 氮氢混合比对离子渗氮层表面硬度的影响
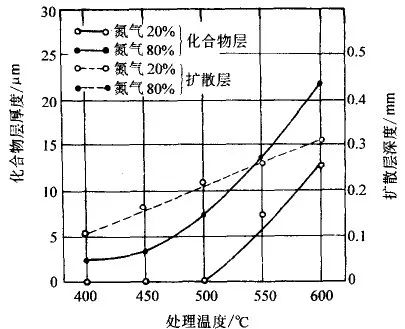
2.3.2 渗氮温度
离子渗氮温度对 38CrMoAl 渗层深度和硬度的影响见图12 和图13 。表面硬度在一定温度范围内存在最大值。随着渗氮温度提高, 渗氮中的氮化物粗化, 导致硬度下降。
2.3.3 渗氮时间
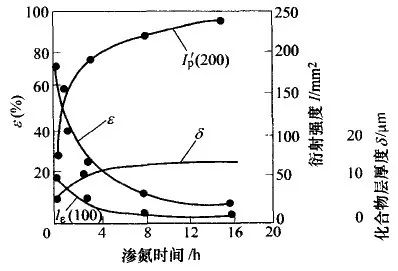
渗氮时间对 γ ' 和 ε 相层厚度影响具有不同的规律,见图14。小于4h时 γ'相随时间延长而增厚, 4h 后基本保持定值, 而 ε 相厚度随渗氮时间延长单调增加。
一般认为, 扩散层深度与时间之间符合抛物线关系, 其变化规律与气体渗氮相似。随着渗氮时间延长, 扩散层加深, 硬度梯度趋于平缓; 但保温时间增加, 引起氮化物组织粗化, 导致表面硬度下降。
2.3.4 放电功率
图15 为工件表面的辉光放电功率密度与渗氮层深度的关系, 渗氮层深度随功率密度提高而增加。
▲图12 38CrMoAl离子渗氮温度对渗层深度的影响
(保温4h,炉压665Pa)
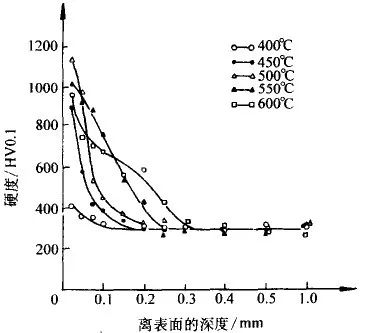
▲图13 38CrMoAl离子渗氮温度对渗层硬度分布的影响
(保温4h,炉压665Pa,φ(N2)80%)
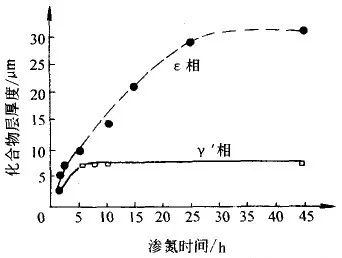
▲图14 31Cr2MoV离子氮化时 ε 相和 γ' 相化合物层厚度随渗氮时间的变化
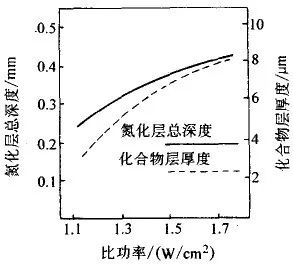
▲图15 工件表面功率密度与渗氮层深度的关系
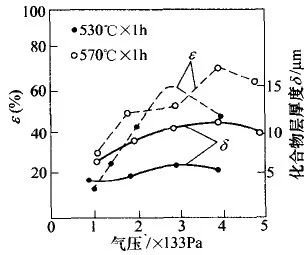
▲图17 炉气压力对40Cr离子渗氮化合物层的影响
▲图18 离子渗氮时间对40Cr钢化合物层的影响
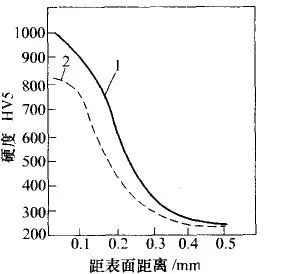
▲图20 38CrMoAl不同原始状态离子渗氮后的硬度分布
1-正火态 2-调质态
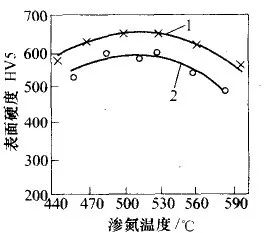
▲图21 38CrMoAl离子渗氮后温度对表面影响的影响
1-正火态 2-调质态
渗氮层的组织结构不同, 其韧性也有较大差异。根据扭转试验的应力-应变曲线出现屈服现象及产生第一条裂纹的扭转角大小来衡量渗氮件韧性好坏, 其结果见图22 。
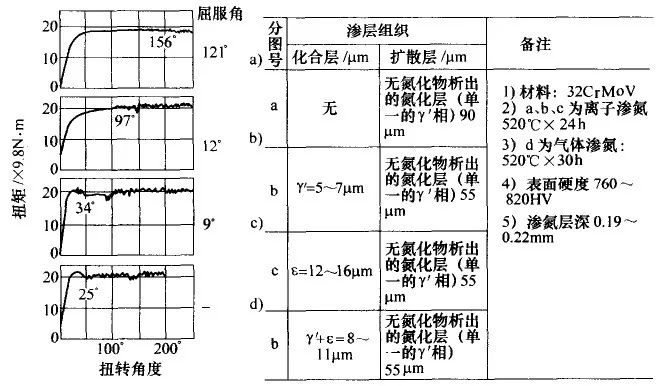
▲图22 32CrMoV不同渗氮化合物层结构对韧性的影响
a)无化合物 b)5~7μm单一γ'相
c)12~16μm单一ε相 d)8~11μmγ'+ε
由图可见, 仅有扩散层的渗氮层韧性最好, 相化合物层次之, 而具有 γ'+ε 双相层最差。化合物层的厚度对渗氮层的韧性产生影响, 随着化合物层厚度增加, 韧性下降。另外, 碳钢离子渗氮层的韧性优于合金钢。
2.5.3 耐磨性
不同的材料、渗氮层组织状态对耐磨性都会产生较大影响, 但是, 耐磨性的高低也直接受摩擦条件的制约。
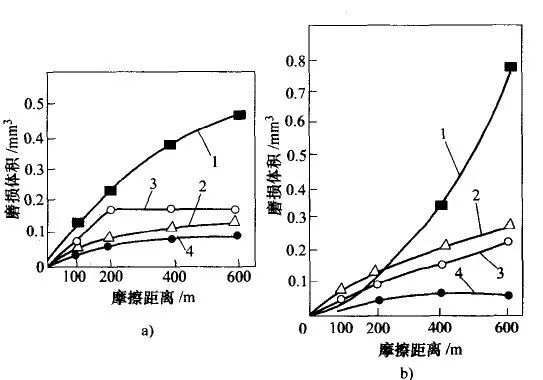
(1)滑动摩擦。
图23 为不同处理工艺在滑动摩擦试验中的摩擦距离和磨损量的关系 (摩擦速度恒定为0. 94㎡/s, 在100~600m范围内改变摩擦距离), 从图可知, 离子渗氮层的耐磨性优于气体渗氮, 炉气中氮含量较高时(即化合物层中 ε 的相对量更高)耐磨性最
好。
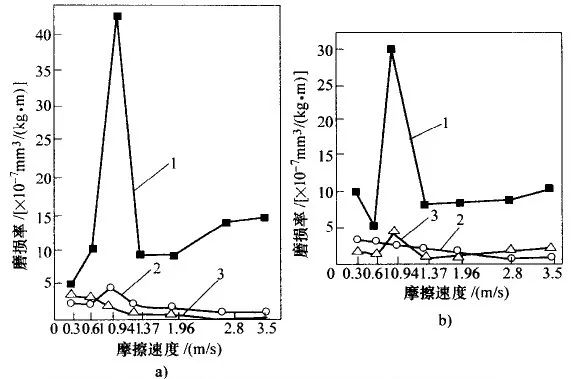
图24 为各种渗氮工艺处理的试样在湿态摩擦条件下的摩擦速度和磨损量的关系。由于试验中润滑条件较好, 试样的温升小, 磨损量相对较小, 除未处理的试样外, 不同渗氮工艺对耐磨性的影响不大。
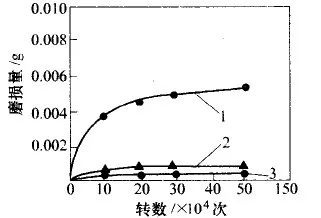
(2)滚动摩擦
图25 为MAC24钢在不同条件下滚动摩擦的试验结果,从图中可以看出,渗氮层中化合物越薄,抗滚动摩擦性能越好,这是因为化合物层中易出现早期破坏所致。

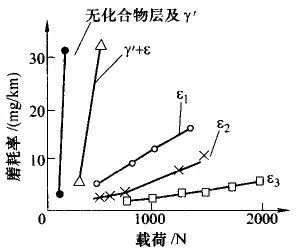
▲图26 35CD4钢抗咬合性能模拟试验结果
图中除 ε2、ε3外,其余均为不同气氛下的渗氮处理
2.5.5 疲劳性能
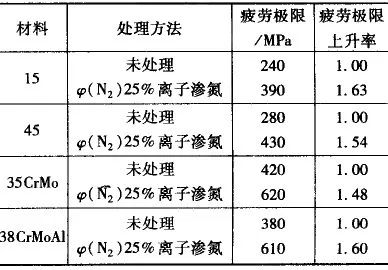
离子渗氮处理可提高材料的疲劳抗力。表6 给出了几种材料光滑试样的疲劳极限值。
▼表6 离子渗氮对光滑试样疲劳极限值的影响
不同的处理条件对渗氮层的组织产生影响,从而影响材料的疲劳强度 。随着渗氮层深度的增加,疲劳极限相应提高;渗氮后快速冷却,氮过饱和地固溶于α-Fe中,比缓冷后从α-Fe 中析出平板状的 γ' 相和微粒状 α "(Fe16N2)相的渗氮层具有更高的疲劳极限。从处理方法来看,离子渗氮与其他渗氮方法差别不大,如图27 所示 。
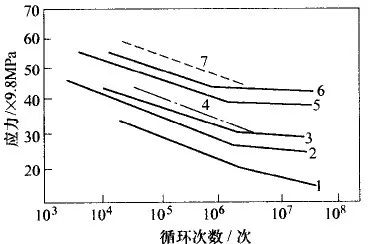
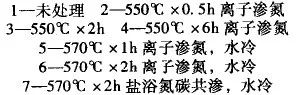
▲图27 不同处理条件对15钢渗氮层疲劳强度的影响
2.5.6 耐腐蚀性能
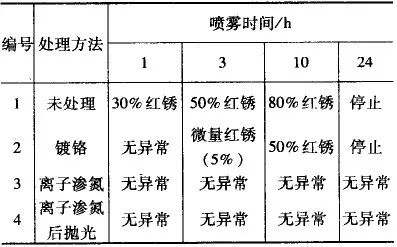
离子渗氮层具有良好的抗腐蚀性能,一般以获得致密的 ε 相化合物层为佳,但 ε 相在酸中易分解,故渗氮层不耐酸性介质腐蚀。表7 为离子渗氮试样盐雾试验数据,可见,离子渗氮层的耐腐蚀性很好,甚至超过了镀铬处理。
▼表7 各种处理试样的盐雾试验结果
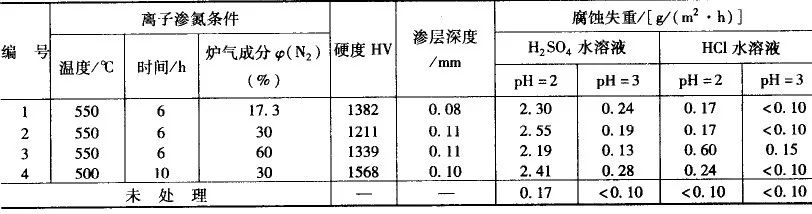
不锈钢离子渗氮的目的是为了提高其表面的硬度和耐磨性,不锈钢渗氮后,会使其耐蚀性下降,如表8 所示。对需进行离子渗氮处理的不锈钢工件,获得无化合物层的渗氮层对耐蚀性较为有利;气氛中含氮量提高、氮原子渗入量增加,都会加快腐蚀速度。
▼表8 1Cr18Ni9 离子渗氮后的耐腐蚀性

钛材渗氮后, 表面呈金黄色, 且色泽随渗氮温度提高而加深。在800~850℃范围内渗氮,表面组织由α+δ(TiN)+(Ti2N)组成。渗氮温度对渗层深度和表面硬度的影响见图28 。
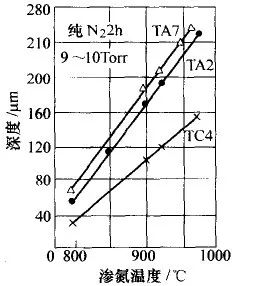
▲图28 离子渗氮温度对钛材渗层深度的影响
注:1torr=133.3Pa
图29 ,表9 为部分离子渗氮工艺及表面硬度、耐蚀性。
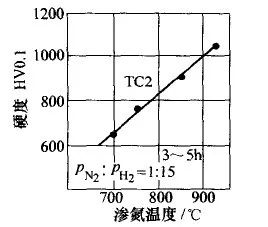
▲图29 离子渗氮温度对TC2钛合金表面硬度的影响
▼表9 钛材离子渗氮工艺及表面硬度就、耐蚀性能
除了钛及钛合金可采用离子渗氮方法进行表面强化之外,对其它部分金属也有一些尝试。如铝、钼、钽、铌等。随着材料技术的研究深入,离子渗氮技术将会在更多材料中得到应用。

三、 离子氮碳共渗

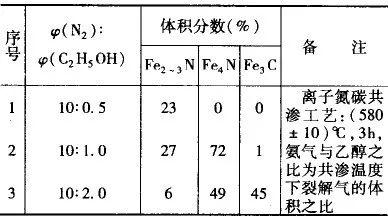
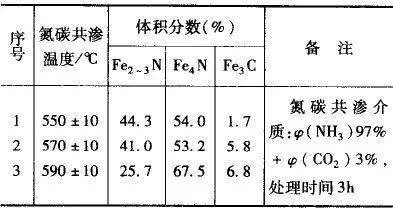
离子氮碳共渗的目的主要是为了获得较厚 ε 化合物层,提高表面耐磨性。离子氮碳共渗工艺是在离子渗氮的基础上加入含碳介质(如乙醇、丙酮、CO2、甲烷、丙烷等)而进行的。供碳剂的供给量和温度会对化合物层的相组成产生影响。一般来讲加入微量渗碳剂,有利于化合物层生成,气氛含量进一步增大,促使Fe3C生成,化合物层减薄(见表10);温度升高化合物层中 ε 相的体积分数降低,见表11 。
▼表10 45钢化合物层相组成相对量与氮碳共渗介质成分的关系
▼表11 42CrMo钢离子氮碳共渗温度对化合物层相组成相对量的影响
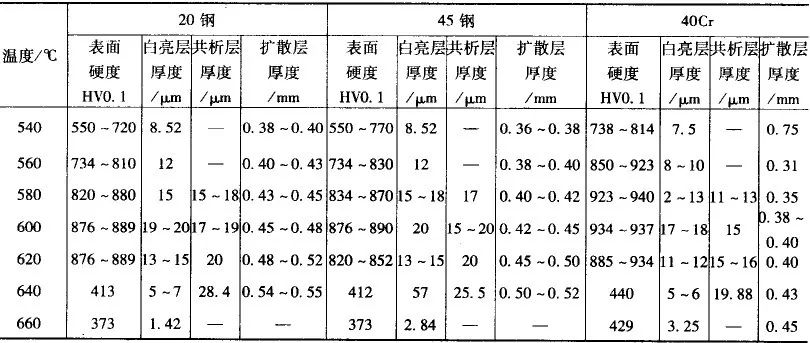
共渗温度对离子氮碳共渗层深度及硬度的影响见表12 。
▼表12 温度对20钢、45钢、40Cr钢离子氮碳共渗层深度和硬度的影响(时间1.5h)

- 四、离子渗碳及碳氮共渗
▲图30 离子渗碳炉结构示意图


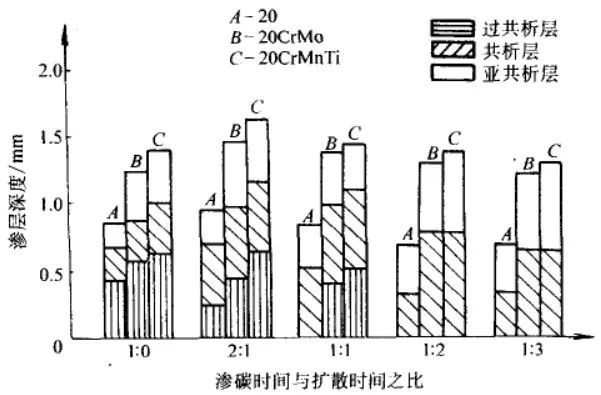
离子渗碳气氛中加入一定量的氨气, 或直接用氮气作稀释剂, 可进行离子碳氮共渗。离子碳氮共渗可在比气体法更宽的温度区间进行, 温度升高, 钢中渗入的氮减少, 用普通方法进行碳氮共渗, 温度一般不超过900℃, 而采用离子法, 可实现900℃以上的碳氮共渗。与离子渗碳相似, 离子碳氮共渗也应采用强渗+扩散的方式进行, 不同的渗扩比对渗层组织和深度将会产生较大的影响。20CrMnTi及20Cr2Ni4钢在不同渗扩比的条件下进行离子碳氮共渗, 其渗层深度及组织分布,见表16 (共渗温度850℃, 共渗时间(强渗+扩散)6h; 氢气作为放电介质, 强渗阶段φ(C3H8)=5%, 扩散阶段(C3H8)=0. 5%; 共渗后直接淬火, 然后在250℃温度下进行2h 真空回火)。
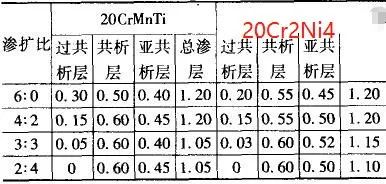
综合考虑渗层组织及表面硬度等因素,渗扩比在3:3时最好,其共渗层硬度分布及碳、氮原子浓度分布见图32,及图33 。
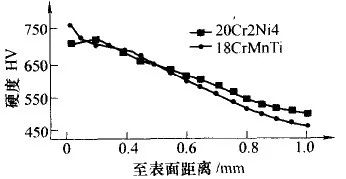
▲图32 离子碳氮共渗层硬度分布
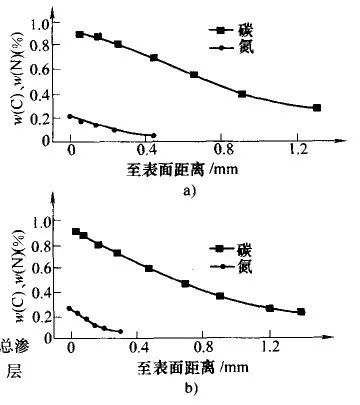
▲图33 离子碳氮共渗、碳、氮原子浓度分布
注: 离子化学热处理还有离子渗流、离子硫氮共渗、离子渗硼、离子渗金属等工艺,限于篇幅及普及性不广,这里不做介绍。感兴趣的读者,可参见《热处理手册》第四版 第1册。
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)