钢件淬火后均要进行回火处理,工件的各种力学性能不是由淬火直接获得,而是通过回火调理智取,所以回火是热处理过程中一道十分重要的工序,同时又是一道周期长、能耗高的工序,为了节能,热处理同仁做了大量工作,取得了不少成果,现在简介节能回火的点滴工艺,有一定的局限性,仅供参考。回火是受扩散控制的,组织转变不仅取决于温度,也取决于时间。二者相比,温度是第一位的,时间是第二位的,但丝毫不能小视时间的作用,因为矛盾在一定的条件下会发生转换。有一些转变到一定温度才发生,如残留氏体的分解要在200℃以上,Fe3C碳化物的析出要在400℃以上,铁素体的再结晶要在600℃以上等等,都表明了回火温度的决定性影响。但所有的回火转变都可以在一定温度范围内发生,在该范围内,较低温度长时间与较高温度短时间发生的组织转变可能有相同的效果,这就为高温回代替低温回提供了理论依据。碳钢和低合金钢的回火常分为低温、中温、高温回火三类。回火温度在Ac1以上的高温回火法则没有低、中、高温之分。其选择原则是短时高温回火和长时间低温回火达到相的组织和力学性能。图1是T8Mn钢淬火后不同回火温度、回火时间对硬度的关系图,时间以对数坐标表示,在大部分时间范围内硬度变化接近手直线,钢的回火时间在10s以内时,回火后的硬度即发生快速变化,在1~10min时,硬度变化相对较慢,但变化仍然很大,而在1~2h内变化较小。
由图1可以发现,无论是低温、中温、高温回火,硬度的变化都是在极短时间内完成的,时间越长变化越缓慢,高温快速回火正是根据这一现象提出的。
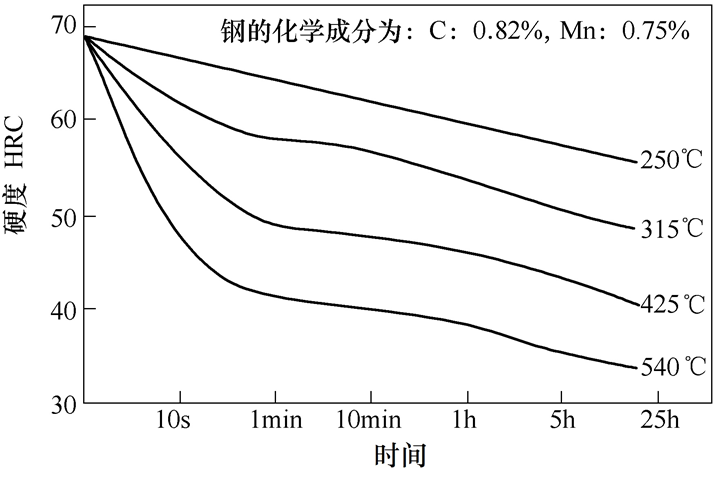
图1 淬火钢的回火温度及时间对硬度的影响
回火过程中马氏体的分解需要很大的激活能,据计算,马氏体分解激活能为4.1868×33000J/mol,因此,马氏体在室温下是相当稳定的。有人做过试验,在室温下放置6年多,淬火马氏体才半分解。要节能必须缩短回火时间提高回火温度,以便使激合能高的马氏体,在高温短时间内快速分解,从而获得满意的力学性能。具体表达式为:
式中T——回火时间,s;
Ks——回火时间基数,s;
As——回火时间系数,s/mm;
D——工件的有效厚度或直径,mm。
例如,45钢在860℃温度快速回火时,选Ks=30s、As=0.3、D=10mm,则T=30+0.3×10=33(s),即回火时间为33s,回火后硬度为52HRC,若用传统的200℃×(1~1.5)h回火,回火后的硬度也是52HRC。
表1是75Mn钢(0.75%、0.72%Mn或T8Mn)当回火参量不变时,采用不同回火温度和保温时间回火后的硬度和力学性能对照表。
表1 回火温度和回火时间对75Mn钢力学性能的影响
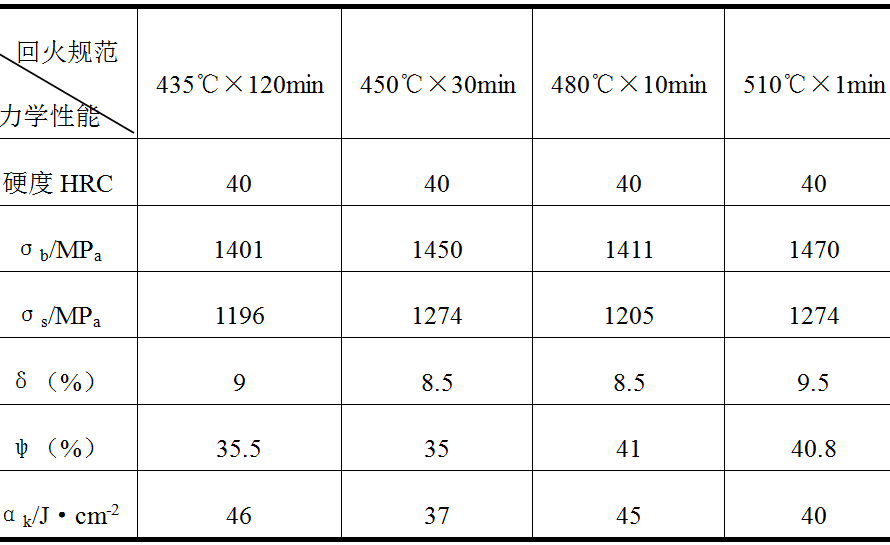
表1数据说明,提高回火温度,缩短保温时间,不但可以得到相同的硬度,而且力学性能相差无几。采用适当提高回火温度、缩短保温时间 的快速回火方法,可以在保证产品质量的前提下,达到可观的节能效果。例如45钢的轴,要求调质硬度25~30HRC,将回火温度度提高20℃,可使保温时间减少约60%,其表面硬度和截面金相组织均与常规回火相同,但节电20%~25%。快速回火是把已淬过火的工件直接放入加热炉中短时加热后急冷或缓冷,而达到回火目的的一种特殊回火工艺。在变温条件下,回火参量可以根据回火温度与回火时间的瞬时变化关系积累计算。
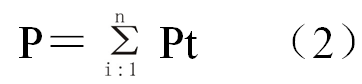
式中P——回火参量;
Pt——相应第i个1/n时间内的回火参量。
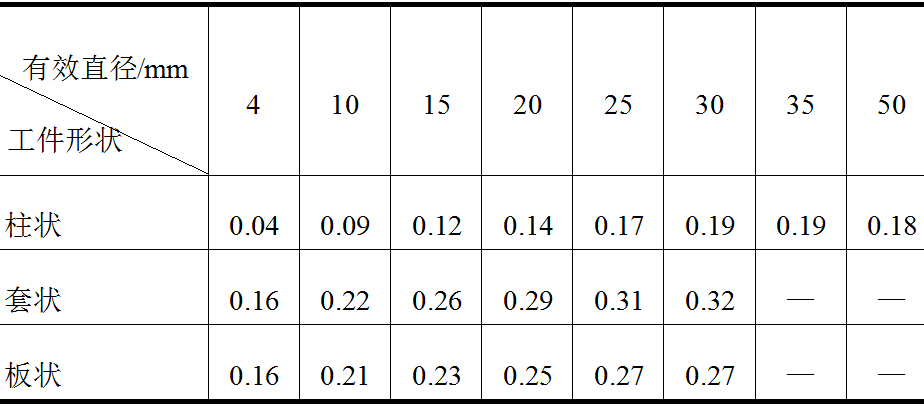
工件在淬火炉中快速回火,实质上是在加热过程的变温条件下完成回火转变的,它不需要专门的回火炉,只利用淬火炉的工作间隙即可进行回火。这种工艺方法无普遍性,只是在特定条件下使用。实践证明,用碳钢和低合金钢制作的截面不大的工件,在淬火炉中快速加热回火与常规回火具有相近的力学性能。表2为φ50mm的40Cr钢的试验数据。在淬火炉中进行快速回火的工艺参数与淬火件的材料、形状尺寸、硬度要求、淬火炉型及炉温有关,当这些已选定或为已知时,则主要工艺参数为时间,而快速加热回火是在加热过程中完成的回火,加热时工件温度的变化率和瞬时达到的温度都对回火效果有着直接的影响。因此,不宜用加热系数来计算快速回火的加热时间。表3为不同直径的45钢淬火件,当硬度要求为40~45HRC时,在800℃盐浴中所需的回火时间及由回火时间除以工件有效直径所得的加热系数。
表2 40Cr钢调质回火工艺对力学性能的影响
回火规范 力学性能 | σb /MPa | σs/MPa | δ(%) | ψ(%) | αk/J·cm-2 | 回火后硬度HRC |
表面 | 中心 |
860℃淬油,610℃×3.h电炉回火后,油冷 | 734 | 688 | 21.2 | 59.4 | 113 | 24~27 | 21~23 |
860℃淬油,840℃×6.5min盐浴炉回火后油冷 | 791 | 720 | 19.8 | 61.3 | 121 | 24~27 | 21~23 |
表3 45钢在800℃盐浴中快速回火的工艺参数
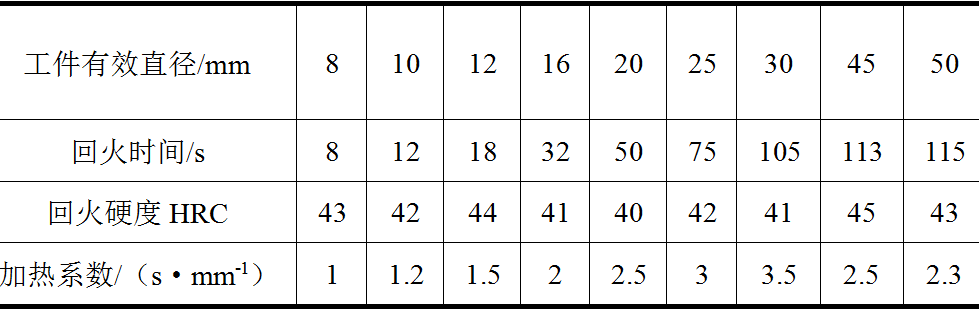
从表3可知,对于材料和淬火后刀光剑影工要求完全相同的工件,由于尺寸不同,其加热系数也不一样,有的甚至相差好几倍。因此有些书本上推荐的快速回火的数据并不可靠,最好是自己亲自试验,有些单位经反复试验,得出了结构钢在淬火炉中快速回火的经验公式,可供参考。
式中 T——加火加热时间,s;
K——工件形状尺寸系数;
D——工件的有效直径(厚度),mm。
45钢在800℃盐浴中快速回火的形状尺寸系数见表4。
表4 45钢制工件在800℃盐浴中快速回火形状尺寸系数
值得注意的是,当炉温发生变化时,加热时间也应跟着变,大致的规律是,每变化10℃,加热时间要相应增减8%~10%。图2是两种高速钢高温回火温度和保温时间的关系,供选择回火工艺参考。其中I区内任何一点的回火温度与时间的搭配,均可使工具达到常规回火效果。
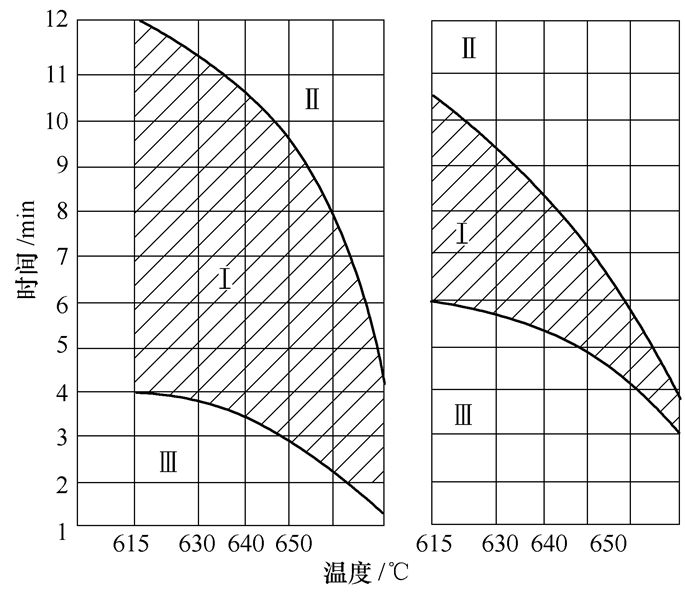
(a)W6Mo5Cr4V2(1220℃加热淬火)(b)W6Mo5Cr4V2Co5(1215℃加热淬火)
图2 高温回火时间回火温度与保温时间的关系
手用丝锥一般用9SiCr、GCr15钢制造,少数厂家用T12A,刃部硬度要求61~64HRC,方尾柄部要求40~50HRC。由于方尾只有几毫米长,淬火加热时全部入液,刃柄一起硬化。淬火后装入合适的夹具中,方尾部分入600℃的硝盐中快速加热40~80S(根据具体规格而定),硬度正好落在工艺要求范围内。最后施以180~200℃×2h回火。某自动车上使用的弹簧夹头如图3所示,材质为60Si2Mn,此材料硬度在40~45HRC时有很好的弹性,硬度>55HRC时有良好的耐磨性。因此,将夹头柄部的硬度定为40~45HRC,夹头硬度定为55~60HRC是比较切合实际的。通过淬火+低温回火,可以保证工件整体硬度≥56HRC,然后再在硝盐中高温局部快速回火。快速回火时要注意对过渡区的控制,通过专用夹具,保证夹头过渡区下部10mm浸在硝盐中,回火时间同硬度的关系见表5。
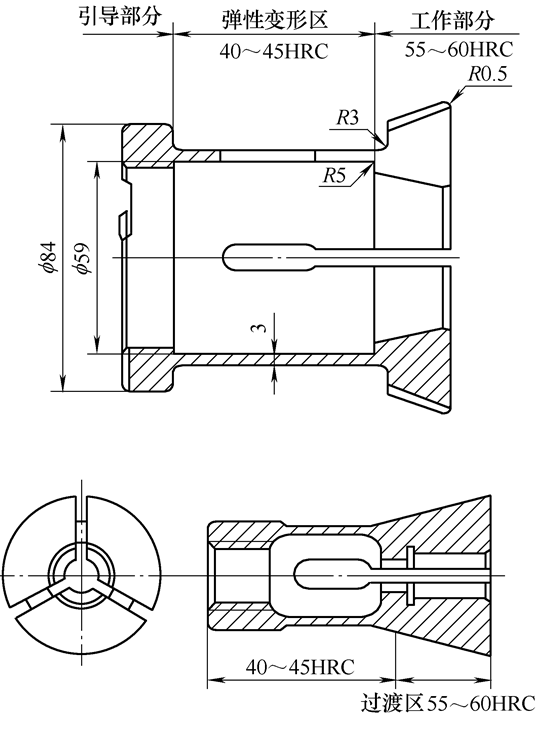
图 3 弹簧夹头结构示意
表5 弹簧夹头高温快速回火时间同硬度的关系
回火温度 540~560℃ | 回火时间/s | 柄部硬度HRC | 头部硬度HRC |
30 | 52~55 | 58~61 |
50 | 48~51 | 58~60 |
70 | 44~47 | 57~59 |
90 | 42~44 | 57~59 |
上述快速回火工艺,满足了同一工件不同部位不同硬度要求的技术规范,在现实生产中很有经济意义。高速钢回火应达到最佳的二次碳化物析出,残留奥氏体充分分解和彻底消除残余应力三大目的。通过高速钢(HSS)的回火二次硬化峰值温度在550℃左右,研究发现,二次硬化峰的位置与回火保温时间有一定的关系。图4为回火保温时间的延长,硬化峰的位置向低温方向移动。反之,回火温度的升高,可以缩短保温时间,正是基于这种原因,高温短时节能回火才得以实现。
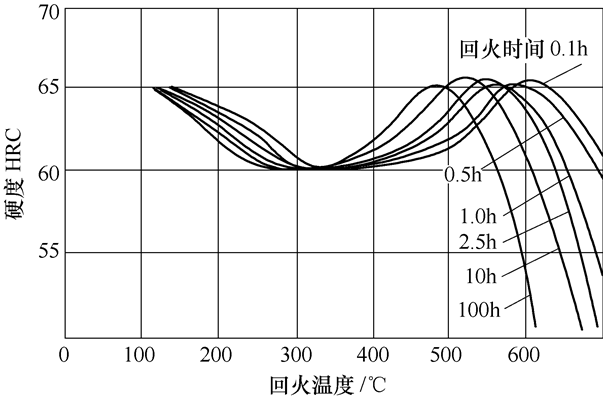
图4 高速钢回火温度和时间与硬度的关系
回火温度与回火保温时间的关系,可以用回火参量来表示,其表达式如下:
式中P——回火参量;
t——回火温度;
τ——回火时间。
尽管回火温度、回火的保温时间有所不同,只要回火参量相同,回火的效果就相当。国内有的工具厂在单件加热或生产自动线上回火时,就采用580℃×20min或600℃×10min快速回火。前苏联曾介绍过一种高速钢热处理新工艺——在淬火过程中回火。这个方法规定:①工具加热到常规的淬火温度。②工具冷却到50~120℃,即低于Ms点。这时,马氏体转变的体积变化比冷却到20℃的普通方法约小3/5。③在50~120℃保持1~3min,加热到600℃(对φ3mm的P6M5钢)和630℃(对于P9M4K8钢)并保持10~30min。④空冷到室温。此快速回火工艺大大缩短刀具生产周期,并能提高钢的性能,还能减少刀具热处理畸变。此工艺方法对于尺寸不大的切削刀具和形状复杂的模具效果最好。红硬性是高速钢刀具重要的性能,以前测量往往要25h以上,现在采用快速回火便捷多了。其方法有两种:①在675℃的盐浴中加热20min,出炉后冷至20℃以下,平磨后测其硬度,硬度越高标明抗回火性越好,则红硬性越高。②625℃×2h后磨平测硬度,经验证明,高性能高速钢按此工艺回火后,硬度不会低于61HRC;通过高速钢或不按工艺操作或冒牌高速钢肯定低于61HRC,也许625℃回火是一块试金石,感兴趣的同仁不仿一试。高温快速回火工艺在不少领域都有应用,比如纺织机械一些调质件的快速回火、一些传动的轴类零件,还有一些要求40~50HRC硬度的结构件等,采用高温快速回火工艺,效果都非常好,节能环保,很有发展潜力。高温快速回火法有省时、节电的优点,而力学性能与传统常规工艺相当,且高温回火不会产生脆性。碳素钢、低合金钢制件,采用高温快速回火具有明显优势,应大力推广运用。
作者:赵步青、胡会峰、张日发
单位:安徽嘉龙锋钢刀具有限公司
来源:《金属加工(热加工)》杂志
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)