首页
钢铁百科
钢铁知识
钢材价格
钢铁行业资讯
企业与钢厂
钢管现货
下载
知识星球
繁體
首页
>
钢铁知识
>
“丁字焊缝”您所不知道的秘密!
“丁字焊缝”您所不知道的秘密!
2019年10月15日
董Φ钢管厂¹³³³⁷⁸⁸³⁰⁸⁶
钢铁知识
百度未收录
№ 124391
干过探伤活的,大家都知道丁字口的探伤很容易出问题,下面来听听老师傅怎么讲吧:
板厚:
18mm
焊条规格:
J507碱性焊条 直径4.0
焊接电流:
立焊150A, 横焊182A
焊接方法:
背部清根,横焊,多层多道焊 。立缝,多层焊。
1
焊接前坡口清理:
焊前要将坡口内侧除锈,坡口内及周围五公分,不能有铁锈,油漆,氧化铁,以及其它污秽。
2
打底:
打底使用连弧打底,根据板厚及坡口深度,焊条尽量烧焊坡口根部,使铁水尽可能的透过铁板,为使背后更容易的清根,打下基础。
焊条角度保持在75度至80度之间。
使用多层多道焊接方法。
每一道焊接完毕后,仔细用角磨机,清理焊道上下两侧。
打底结束,坡口预留顿边约2mm。
3
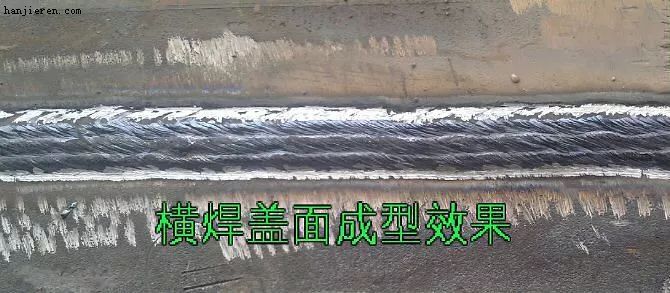
盖面:
盖面使用多层多道焊!
角度保持75度!
盖面第一道很关键,第一遍焊道成型的好坏,直接取决于,整个焊缝成型的好坏,第二第三道压前者的三分之一。
要求成型后,表面圆滑过度,接头不能太明显,中间凹凸不能太大!
高低宽窄几乎一致,咬边不能大于0.5mm 。
4
背部清根:
根据板的厚度,来决定气刨的边数。
基本分两步:
一、清理表层,把表面的焊渣以及过度透过的焊馏清除。
二、深度清理,仔细刨除加在焊缝中间的焊渣,气孔。刨到焊缝成银白色,无缺陷为止。
5
盖面以及焊接完毕以后的清理:
焊接完毕后,
仔细观察焊缝表面!
有无气孔,未融合,咬边等缺陷!
修磨焊缝周围,使周围10公分不能有焊条引弧擦伤、焊疤!
保持焊缝表面的清洁!
6
注意事项:
现场防风!
焊接中每个接头的引弧点!
必须一次性引弧成功!
避免长弧焊接,和挑弧焊接,仔细做好修磨清理工作
❤ 请关注 微信公众号
:
steeltuber
. 转载请保留链接:
https://main.josen.net/Steel-Knowledge/DingZiHan.html
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)
推荐您阅读本站优质历史文章:
10月
15
2017
日本第三大钢企再曝丑闻:以次充好,篡改数据,安倍晋三曾经工作过的地方
2020
特诺恩历史上产能最高的康斯迪®电弧炉在Arvedi钢铁投产!
2020
中国突破稀土钢世界难题,外媒:怎么又是中国?
2020
2019年中国滚动轴承行业产量及需求量分析 [图文]
2020
热处理技术: 分享 | 如何降低热处理用电费用
钢铁性能
机械性能
钢铁
生产技术
工艺
焊接技术
焊接
相关文章
关于“钢铁知识”版块更新的说明
2021年08月21日
一组图看懂扭转试验 PPT
2021年08月09日
高强度紧固件热处理时间,如何定义?
2021年08月08日
一文带你分析疲劳断裂
2021年08月08日
常用加工铜合金的牌号与用途
2021年08月08日
真空感应熔炼(VIM)冶金法
2021年08月08日
钢的力学性能及热处理工艺经验公式
2021年08月08日
宝钢股份2021版冷轧企标全新发布
2021年08月08日
锻造件、铸钢件、曲轴等探伤方法及选择要点
2021年08月06日
齿轮渗碳加工常见缺陷的原因分析及预防措施
2021年08月06日
搜索本站钢铁技术
★↓在此搜索查找钢铁材料知识↓★↘
互联网
main.josen.net
钢铁行业热点文章推荐
TagCloud
全面把握中国钢材进出口演变的历史性趋势
提高材料综合强韧性的新途径
深度分析近期钢材价格快速下跌的主要原因
高压锅炉用常用无缝钢管材质对照表
我国管道企业首次主导国际标准
什么是连铸坯,地条钢?
美国对外贸易摩擦历史经验和情景分析
常州精密钢管博客网主办单位:
常州仁成金属制品有限公司
是 专业的 精密钢管 生产厂家,汽车钢管,电机壳钢管 生产单位。
常州精密钢管博客网推荐您访问:
|
董Φ钢管厂¹³³³⁷⁸⁸³⁰⁸⁶
|
《博客精选》
|
百度知道
|
TIANCHENG GROUP
|
仁成金属
|
微信站
|
计算器全集
||
钢管钢铁材料知识-知乎
|
常州精密钢管博客网
(常州仁成金属钢管制品生产厂家博客网站)
main.josen.net©2006-2021
苏ICP备08003692号
※
【关于本站】
※
【提问】
※
网站地图
※
【搜索】
※
【知识星球】
※
电脑端
※
行业资讯
钢铁知识
钢材价格
常州精密钢管博客
由于网站数据庞大,服务器超载,特开通子站:
钢铁资讯
和
钢铁百科
,main.josen.net 内容将不再更新,请到新站浏览更新内容。