案例分享:薄壁齿圈渗碳淬火畸变控制
齿圈(见图1)设计所用材料为20Cr2Ni4A,其主要化学成分和临界点见表1,齿圈要求整体渗碳,渗碳层深0.9~1.2mm,表面硬度≥60HRC,内花键参数见表2。从齿圈的结构分析,花键为内花键,壁薄,热处理时更容易产生畸变,畸变控制难度加大。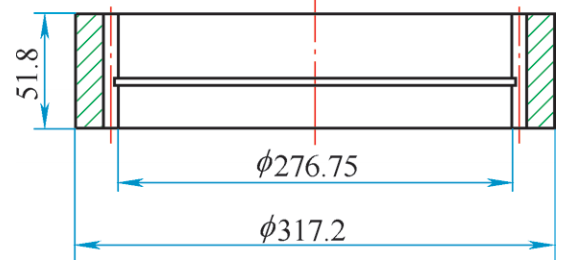
图1 齿圈简图
①RJJ-90井式渗碳炉,有效尺寸φ600mm×900mm,最高工作温度950℃,加热功率90kW,最大装炉量500kg。②Aichelin转炉,有效尺寸φ400mm×70mm。表1 20Cr2Ni4A齿轮材料的主要化学成分与临界点
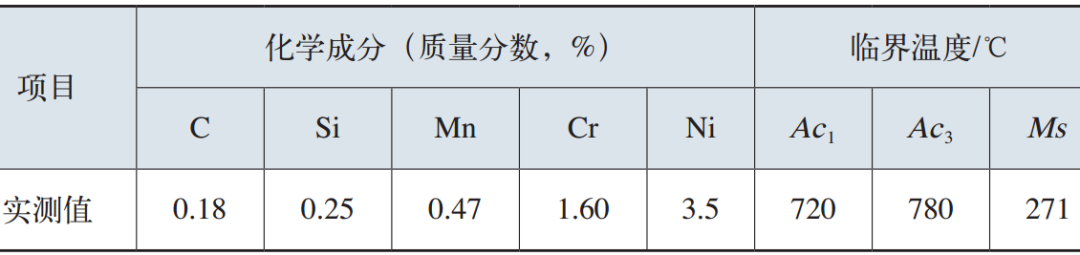
表2 花键参数

20Cr2Ni4A钢合金元素总含量(质量分数)大于5%,属高合金渗碳钢。该钢种淬透性高,具有优良的综合力学性能,特别是Ni含量较高,使钢具有良好的强韧性和淬透性。20Cr2Ni4A钢的合金元素Cr、Ni均能推迟奥氏体转变,因此该钢过冷奥氏体在珠光体区间的稳定性很高,即使空冷也发生贝氏体转变。表层渗碳后,由于碳和合金元素的综合作用,使贝氏体转变曲线大大右移,贝氏体等温转变图“鼻尖”的孕育期由渗碳前的十几秒推迟到二十几分钟,可以空淬成马氏体或贝氏体。该材料在渗碳处理后,表层的碳及其他合金元素大量溶入到奥氏体中,显著提高了奥氏体的合金化程度,其渗碳层与心部的马氏体转变点(Ms)为271℃,而渗碳层的马氏体转变点(Ms)降至80~90℃,这样就大大提高了过冷奥氏体的稳定性,经渗碳空冷后表层组织为马氏体及大量残留奥氏体,从而影响淬火后的硬度。要消除大量残留奥氏体,不能像一般低合金渗碳钢那样采用直接淬火法,经二次淬火反而使残留奥氏体增多导致硬度下降。对这类高合金渗碳钢有其独特的处理方法,即渗碳后于650℃高温回火。回火时,在一定的温度下,从残留奥氏体中析出碳化物的过程是一个原子扩散过程。温度越高越有利于扩散,析出碳化物增多,使残留奥氏体的过饱和度减小,有利于残留奥氏体转变。但回火温度也不能太高,因为高碳表面层的奥氏体,温度约为700℃,过高的回火温度容易引起相变,反而使奥氏体中溶入更多的碳和合金元素,提高了奥氏体的稳定性,增加残留奥氏体量。
热处理畸变是零件热处理后其形状和尺寸发生变化的一种物理现象。引起热处理畸变需要具备三个条件:应力、塑性、作用时间。薄壁齿圈的畸变特征主要体现为锥度、圆度、内外径的涨缩和端面翘曲。(1)粗加工后将零件调质至28~32HRC,这样既有助于改善可加工性,提高零件表面加工精度,又能最大限度地减少粗加工中产生的残余应力,为后期的渗碳、淬火提供良好的条件,从而控制变形量。(3)渗碳空冷,高温回火后测量齿圈的外径,圆度大的增加压力校圆处理,使齿圈的圆度控制在0.2mm以内。热处理生产所用工艺:渗碳→高温回火→校圆→带心轴淬火→两次低温回火→抛丸。检查试样用同炉的φ32mm圆棒试样。(1)渗碳:930℃强渗期2.5~3h,碳势1.18%CP左右,扩散期1.5h,碳势0.68%CP左右;降温至800℃后出炉空冷。(2)高温回火:650℃保温2h,冷至550℃出炉。(3)对圆度变形大的齿圈进行压力校圆处理,使变形量控制在0.2mm以内。(4)带心轴淬火:温度800℃,碳势0.85%CP,保温时间1.5h,用分级淬火油,淬火油温65℃,淬火时间1min。(5)两次低温回火:根据实测硬度值确定为140℃,保温4h。(1)组织形态。试样的显微金相组织如图2所示,组织为隐针马氏体+少量铁素体+少量残留奥氏体。
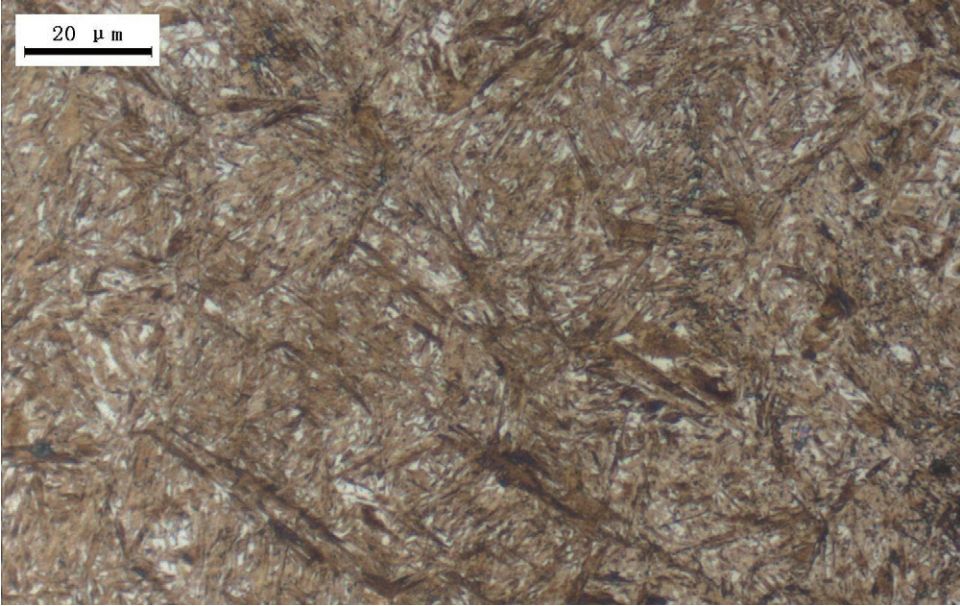
图2 显微金相组织
(2)表面硬度。在齿圈的花键齿面和端面检测硬度在60~61HRC,其中齿面硬度稍高。
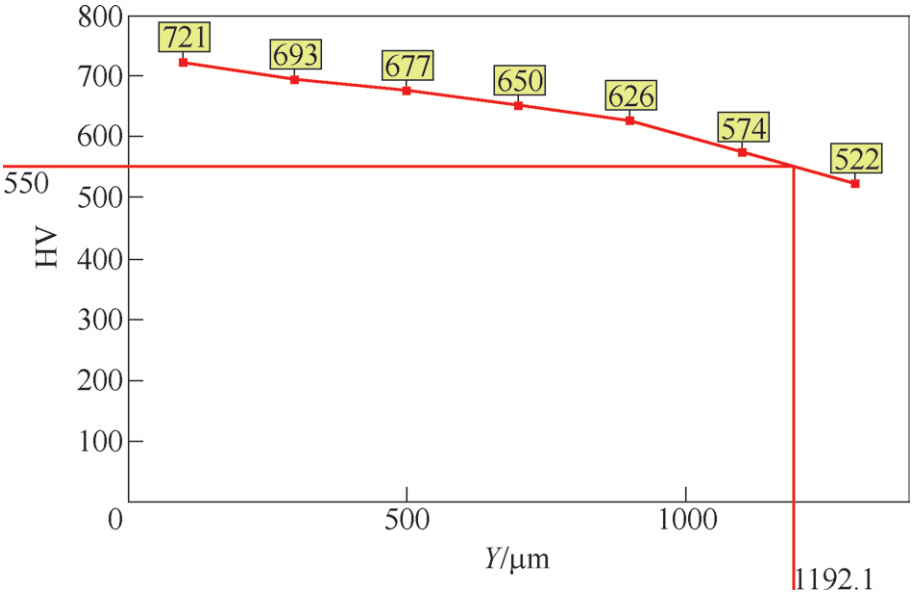
图3 硬度梯度
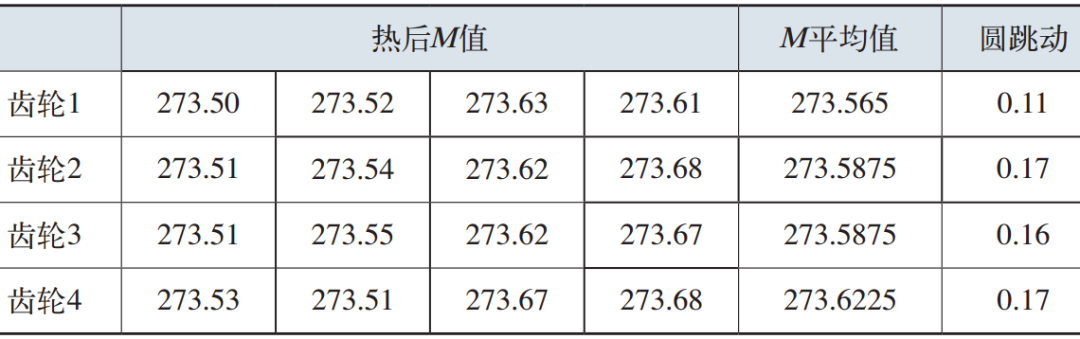
(4)在四件齿圈的端面分别作标记1~4号,经热处理后测量圆度和内花键M值都满足要求(见表3、表4),其中圆跳动在0.08~0.15mm变动,M值在0.11~0.17mm。表3 外径热处理后数据 (mm)

表4 花键M值热后数据表 (mm)
经检测,齿圈的各项热处理技术要求均达标,畸变也均控制在合理范围内,为以后生产此类薄壁齿圈提供了理论依据。为了满足20Cr2Ni4A齿圈的技术条件,需要对材料的特性、机加工工艺流程以及渗碳和淬回火的全过程进行细致的分析,通过采取以下针对性的措施,使齿圈渗碳淬火畸变控制在合格范围内。(1)增加调质处理,改善可加工性,提高零件表面加工精度,消除粗加工中产生的残余应力。(2)齿圈渗碳空冷,高温回火后在圆度较大的情况下可进行校圆处理。(3)对薄壁内花键类零件需要设计合适的工装进行压淬处理,以控制内花键的变形。(4)采取合理的装炉方式能适当减小变形。
作者:唐富生
单位:杭州前进齿轮箱集团股份有限公司
来源:《金属加工(热加工)》杂志
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

