
什么是CQI-9 :
Special Process :Heat Treat System Assessment
特殊过程:热处理 系统评审
简称:HTSA
由美国AIAG的热处理工作小组起草
经AIAG技术委员会批准
发布时间:
第一版——2006年3月
第二版——2007年8月
第三版——2011年10月
AIAG:美国汽车工业行动集团
Automotive Industry Action Group
由戴姆勒-克莱斯勒、福特和通用三大汽车公司于1982年发起组建,世界公认的非盈利性、全球性行业组织。
目的是通过AIAG这个平台,更好地促进和发展其成员间的合作,从而促进汽车工业的繁荣。
在 AIAG的组织下,近 1,500 个成员公司(包括汽车原始设备制造商、零部件供应商、及汽车零部件供应链其他环节的厂商)的志愿者在一起,共同解决汽车供应链的标准化问题。
AIAG 成员对新工艺和新标准的制定起了不可替代的作用,一些创意性、前瞻性的设想在这个平台上得以充分的交流,同时也促进了贸易伙伴关系。
CQI-9的热处理要求是对顾客和产品标准的补充。
CQI-9适用于整个汽车供应链上有顾客特殊要求的生产件及(或)服务件的现场。
CQI-9能用于评定企业是否能达到本评审手册中所包含要求的能力,以及是否能达到顾客、法规及组织自身要求的能力。
证实其具有稳定地提供满足顾客要求和适用法规要求的产品的能力 ;
通过热处理系统的有效应用包括持续改进的有效应用 ,旨在增强顾客满意。
CQI-9也适用于企业评定其热处理供应商。

CQI-9的目标
结合国际认可的质量管理体系(如:ISO9001,TS/16949,IATF16949)以及相适用的顾客特殊要求(SGM、FORD等主机厂各自都发布了相应的顾客特殊要求),对热处理管理体系的基木要求进行定义并开发合适的热处理管理体系。
最终目标是:促进整个供应链持续改进、加强缺陷预防、减少变差和浪费。
CQI-9评审报告的组成
CQI-9评审报告含:
封面、评审表、作业审核表和过程表4部分
1) 封面表格
2) 系统评审表:工厂管理审核
章节1:管理职责和质量策划 (20项条款)
章节2:工厂与物料处理责任 (16项条款)
章节3:设备 (21项条款)
3) 作业审核表(20项):产品审核
4) 过程表:工艺过程审核
CQI-9开发了8大类 热处理工艺的过程表(A-H,8种)
CQI-9 已开发出的8种过程表
过程表A-渗碳/碳氮共渗/复碳/调质(淬火和回火)/贝氏体
等温淬火/马氏体分级淬火/回火/沉淀硬化-时效
过程表B-气体渗氮/氮碳共渗(气体或盐浴)
过程表C-铝的热处理
过程表D-感应热处理
过程表E: 退火/正火/去应力退火
对为达到零部件最后的理想特性而进行退火、正火或去应力退火的所有组织,都要求符合CQI-9。
过程表F: 真空渗碳
过程表G: 烧结硬化
过程表H: 离子渗氮
CQI-9推广的原因
.热处理是特殊过程
热处理过程的主要特点
热处理产品特性不易测量或不能经济地测量,热处理测量往往是破坏性的、不可重复的,如:表面硬度、有效硬化层深度、金相组织、心部组织、抗拉强度、冲击韧性等,
2)操作和保养需要特殊技能,如:金相学知识、热工知识、金相检验特殊技能、无损检测特殊技能。
3)输出的结果不能通过其后续工序的监控和测量验证:金相、强度、硬化层深度等。
特殊过程概念
ISO9000:2015 质量管理体系--基础和术语
3.4.1 过程 process :利用输入产生预期结果的相互关联或相互作用的一组活动。
注1:过程的“预期结果”称为输出(3.7.5),还是称为产品(3.7.6)或服务(3.7.7),需随相关语境而定。
注2:一个过程的输入通常是其他过程的输出,而一个过程的输出又通常是其他过程的输入。
注3:两个或两个以上相互关联和相互作用的连续过程也可作为一个过程。
注4:组织(3.2.1)为了增值通常对过程进行策划并使其在受控条件下运行。
注5:对形成的输出是否合格(3.6.9)不易或不能经济地进行确认的过程,通常称之为“特殊过程”。
注6:这是ISO/IEC导则,第1部分的ISO补充规定的附件SL中给出的ISO管理体系标准中的通用术语及核心定义之一,最初的定义已经被修订,以避免过程和输出之间循环解释,并增加了注1至注5。
ISO9001:2015 质量管理体系-要求
8.6.1 产品生产和服务提供的控制
组织应在受控条件下进行产品生产和服务提供。适用时,受控条件应包括:
a) 获得表述产品和服务特性的文件信息
b) 控制的实施
c) 必要时,获得表述活动的实施及其结果的文件信息;
d) 使用适宜的设备;
e) 获得、实施和使用监测和测量设备
f) 人员的能力或资格
g) 当过程的输出不能由后续的监测和测量加以验证时,对任何这样的产品生产和服务提供过程 进行确认、批准和再次确认;
IATF16949:2016 汽车质量管理体系标准 要求组织定期实施内部审核
内部审核
9.2.2.3 制造过程审核
组织应使用特定顾客要求的方法进行所有的制造及其相关的支持过程的审核,以确定其有效性和效率。顾客没有定义方法的,组织应自行确定制造过程审核所使用的方法。
制造过程的所有班次都应进行审核,包括交接班的抽样。
制造过程审核应包括对FMEA、控制计划及相关文件实施有效性的评估。
内部审核依据:
--- AIAG CQI过程审核手册
IATF16949:2016 汽车质量管理体系标准 要求组织定期实施内部审核
内部审核
9.2.2.3 制造过程审核
组织应使用特定顾客要求的方法进行所有的制造及其相关的支持过程的审核,以确定其有效性和效率。顾客没有定义方法的,组织应自行确定制造过程审核所使用的方法。
制造过程的所有班次都应进行审核,包括交接班的抽样。
制造过程审核应包括对FMEA、控制计划及相关文件实施有效性的评估。
顾客特殊要求的概念:
质量管理体系的补充要求;
被某特定顾客期望、批准和/或要求的核心工具的使用(如APQP、FMEA、APQP、SPC、MSA 质量体系五大工具);
与顾客接口的具体方式、程序及其适用表格(5Y2H、DOE、8D报告);
对零件的特殊要求(装配尺寸、材料、性能指标等);
产品交付要求(如JIT);
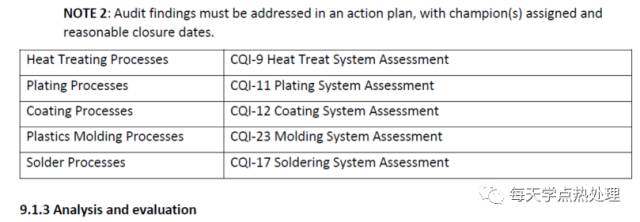
对特定生产过程的要求(如CQI-9热处理、CQI-11电镀等);
欧美各主机厂建立的特殊要求手册;
环保和有害物质禁用要求(如铅、汞、镉等)法规符合性。
2.2 通用汽车公司
《通用汽车公司ISO/TS16949顾客特殊要求》
4.1.12 热处理过程
热处理过程的适用性和有效性应利用AIAG(美国汽车工业行动集团)出版的CQI-9《特殊过程:热处理系统评审》来确定,应保持这个评审的记录。
这个要求也适用于为组织从事热处理的供方
2.3 福特汽车公司
《福特汽车公司顾客特殊要求
---与ISO/TS16949:2009 结合使用》
8.2.2.2 Manufacturing Process Audit 制造过程审核
Heat Treat Assessment Requirements热处理评审要求
组织和供应商提供热处理产品和热处理服务,应当证明符合AIAG CQI-9的“特殊过程:热处理系统评审”,及福特特殊CQI-9要求
戴姆勒克莱斯勒汽车公司
《戴姆勒克莱斯勒顾客特殊要求
---与ISO/TS 16949第三版一并使用》
4.2.9.2 特殊过程的评审
热处理过程
热处理过程的适用性和有效性应利用“CQI-9特殊过程:热处理系统的评审”来确定,这文件由AIAG出版。
这要求也同样适用于组织依据条款7.4.1.2(供应商开发条款)所开发的热处理供应商。
对于克莱斯勒集团,所有的供应商的热处理零组件应符合CQI-9。
以下各主机厂基于新版IATF16949制定的客户特殊要求,都把CQI-9作为热处理特殊过程内审的标准
CQI-9 实施的必要性
结论:
1)热处理是特殊过程
2)CQI-9 热处理系统审核 是IATF 16949对特殊过程进行内部审核的指定要求。
3)通用、福特、菲亚特-美国克莱斯勒等主机厂的最新版的客户特殊要求(CSR)文件,都把CQI-9作为供应链内供应商及其分供方当存在热处理特殊过程时必须实施的审核标准。
CQI-9 是热处理企业进入汽车产业供应链的敲门砖。
热处理行业最大的服务对象、最稳定的服务对象:汽车行业供应链!!!
航空、医疗器械、工程机械等行业,特别是面向出口的知名品牌或外企,也纷纷要求供应链参照CQI-9来审核热处理特殊过程!
热处理行业钱是挣不完的,但竞争也是残酷的!!!
利润率高的客户往往也是对品质要求及其严格的客户!!!
CQI-9为热处理企业达到高品质的目标提供了一个有操作性的、比较完善的热处理管理体系标准。
CQI-9就是热处理企业做大、做强不可躲避的一个关卡!
CQI-9就是竞争力!
2.CQI-9 第二方外部评审程序
2.1对供应商实施CQI-9第二方审核先决条件
2.1.1 供应商是否获得TS16949或IATF16949证书?
2.1.2 供应商是否至少进行过1次CQI-9全员培训?
2.1.3 供应商是否建立了CQI-9实施团队,组织构架?
2.1.4 供应商是否任命了CQI-9联络人员和有资质的
CQI-9内审员(至少两名)?
2.1.5 供应商是否完成了本年度CQI-9内部审核报告?
2.1.6 供应商准备的审核报告中的热处理工艺过程、
典型零件是否是我司所认可过的?
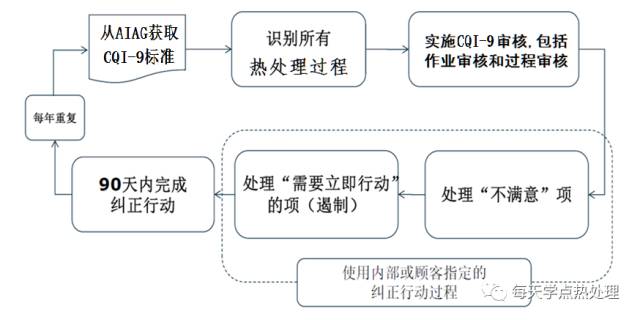
2.2 对供应商实施CQI-9第二方现场审核的流程
2.2.1 检查供应商是否做过全员培训并从AIAG购买正版标准?
2.2.2 检查供应商内审员资格:2位,主审内审员和备选人员
严格按照CQI-9对内审员的资格要求审查。
2.2.3 识别所要审核的热处理工艺过程种类,登记供应商质量体系证书,填写审核报告封面。
2.2.4 从客户成品仓库抽取作业审核所需的和识别出的热处理过程一致的典型零件送检。
2.2.5 对审核表 第一节到第三节的内容逐条审核。
2.2.6 对识别出的热处理过程,选用对应过程表进行现场审核。
2.2.7 获得抽检零件的当天报告,逐项审核作业审核表。
作业审核属于追溯性审核,检查这个被抽查零件生产批次的所有相关文件、生产记录和检验报告。
检查一下当天报告和生产检验报告检查结果的一致性。
2.2.8 统计不符合项和立即整改项,出具审核报告,让供应商签字确认。
2.2.9 如果识别出立即整改项(确定已经影响到实物质量)要求供应商对现场零件隔离,立即讨论遏制措施:
短期措施、长期措施;
措施未落实前,应建议停止供货。
2.3 审核整改跟踪
2.3.1 要求供应商提供整改计划
2.3.2 督促供应商在3个月内完成整改
2.3.3 要求供应商提供整改报告和证据
2.3.4 必要时,策划并进行1次复审
讨论:评审过程中常见的不符合
1、全员培训:总经理是否参加?
2、CQI-9内部审核员、热处理责任人(车间主管)的资格是否符合1.1条款的要求
3、每一工步的过程控制手段是否是监控型的(连续监示、自动记录、自整定、报警)?
4、特殊岗位人员资质:金相、热工计量、无损检测等
5、测试、控制仪器的校准和鉴定,SAT是否定期实施?
6、过程能力验证(Cpk,Ppk)、设备能力验证(Cmk)?
7、炉温均匀性定期测试作业指导书?
8、工序流程图、特殊特性清单、PFMEA、CP、工艺卡、生产记录之间的一致性?(工序编号、工序名称、设备名称/编号等)
审核员资格
审核员应具有如下规定的经验,以确保进行热处理系统审核:
1、具有经验的质量管理体系内部审核员(如: ISO/TS 16949, ISO 9001);
2、评审人员应当具有热处理技术领域的学识。其依据凭证应包括:在热处理技术领域具有至少五年的工作经验,或者,接受正规的金相教育与从事热处理实践工作这两者的合计时间至少为五年。
3、评审人员应当具有熟练应用汽车质量管理的核心工具的学识与能力,包括:统计过程控制、测量系统分析、生产件批准、潜在失效模式及后果分析以及产品质量先期策划。
CQI-9对热处理装备行业的要求
热工计量方面
1.1 热电偶的使用年限
≥760℃以上:1年更换,<760℃,2年更换
1.2 SAT系统准确度测试
3个月或根据要求
1.3 TUS 炉温均匀性 每年1次
高温炉:±10℃,回火、铝合金固溶时效:±5℃
设备温度控制、显示、报警要求
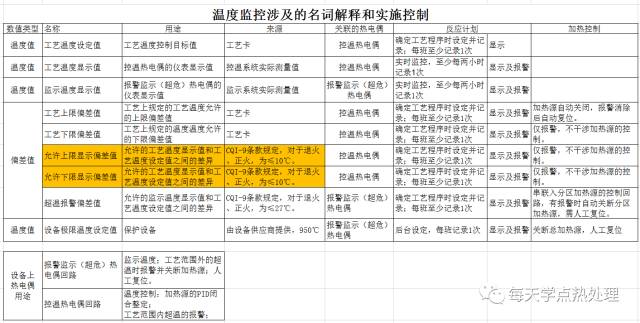
液体或气体的流量和压力
3.1 流量监示为主,有信号输出和报警功能。
3.2 压力监示为辅。
碳势控制
4.1 氧探头实时监控;氧探头吹扫功能。
4.2 备选装置实时或定时监示:三气体分析仪。
4.3 箔片定期定碳;有箔片取样口功能。
4.4 炉压监示
4.5 多用炉有执行渗碳工艺时防止氨气进入炉内的安全三阀系统。
装炉监控
5.1 装炉高度监控和报警。必须的
5.2 装炉左右位置防错或监控。
5.3 装炉重量监控和报警。
连续炉网带、棍棒进给速度
6.1 电机频率监控+定期校准
6.2 主轴实际转速监控
连续炉进给速度
7.1 电机频率监控+定期校准
7.2 主轴实际转速监控
淬火延时时间的监控(对连续炉不适用)
8.1淬火延时时间的监控:加热时炉门启动和工件(或淬火料架)到达淬火槽底部之间的时间。
淬火液面和搅拌
9.1 液面监示为主,有信号输出和报警功能。
9.2 搅拌:电机频率或主轴转速监控、报警
加热器监控
10.1 单个加热器的三相平衡监示
10.2 烧嘴点火成功监示
10.3 PID整定功能
回火延迟监示
11.1 根据钢种、形状、工艺等确定
感应热处理有关要求
13.1 去除淬火液管道内空气
13.2 感应器定位监控
13.3 感应器使用循环加热次数监控
13.4 循环节拍监控
13.5 能量输出监控
13.6 淬火延迟监控
13.7 淬火液流量监控为主、压力监控为辅。
13.8 淬火液液面高度监控
13.9 故障件不可取用、设备恢复互锁功能。等等
总结:CQI-9对设备工艺控制系统的要求
对任何会直接造成产品特性(硬度、金相、硬化层深度等产品要求)产生波动的过程参数(温度、网带速度、碳势、感应加热能量、淬火液流量等等),设备都应实时、连续监控,并有报警、记录功能!!!
