
904L超级奥氏体不锈钢试制开发与性能试验
摘要:利用多功能炼钢中频感应熔炼炉在实验室成功冶炼了904L超级奥氏体不锈钢并进行了热轧轧制试验,对浇铸后的铸坯组织和夹杂物进行了分析,并对热轧板在不同温度下进行了固溶处理和性能检测。结果表明,冶炼后的904L铸坯组织均匀,以粗大长条状柱状晶为主,夹杂物分布较少,数量较小;在不同温度固溶处理后性能存在一定的差异,1120℃固溶处理后组织细小、均匀。
但由于904L属超低碳、多元素复合作用的高合金材料,冶炼过程中,C、N等不易控制,高合金难以熔炼,易于产生偏析;同时,由于大量的固溶原子会产生固溶强化作用,增大变形抗力;二次相的析出大大降低了钢的热加工性,使得钢在热加工过程中尤其厚板容易出现分层开裂或表面开裂,热变形困难。
某中试试验厂利用200Kg中频感应熔炼炉成功冶炼了904L不锈钢,并在450中试轧制试验机上进行了模拟轧制,检测了铸坯低倍组织和夹杂物,对热轧板进行了固溶实验和性能检测。
表1 904L冶炼试验配料(Kg)

将表1物料加入感应炉坩埚内,进行熔化,待钢水全部熔清,温度达到1650℃时进入AOD精炼阶段,为保证底吹风口不被堵塞,在炉料熔化过程中风口吹入一定流量的氩气,之后进行吹氧脱碳操作,吹氧前加入石灰、萤石,并将感应炉电源功率降至较低水平,以维持钢水温度基本不下降;同时精炼过程中做好钢水温度控制,吹氧脱碳期温度1650-1700℃,还原期温度1600-1650℃。实际生产过程中吹氧脱碳温度在1654-1677℃,还原温度在1619-1675℃,开浇温度1574℃。
表2为冶炼后铸坯最终成份,从冶炼后成分可计算出,铬当量Creq=%Cr+%Mo+1.5%Si+0.5%Nb=25.6,镍当量Nieq=%Ni+30%(C+N)+0.5%Mn=27.0,Creq/Nieq=0.95,冶炼达到目标成份要求。根据奥氏体不锈钢凝固模式,结合Creq=25.8%时的Fe-Cr-Ni合金相图(图1),在此成份下其凝固模式应属于典型的A凝固模式:L—L+γ—γ,铸坯质量较好。对浇铸后的铸坯切样,铸坯内部未发现缩孔、夹杂、微裂纹等缺陷,和理论结果一致。
表2 904L冶炼后化学成份(质量分数,%)

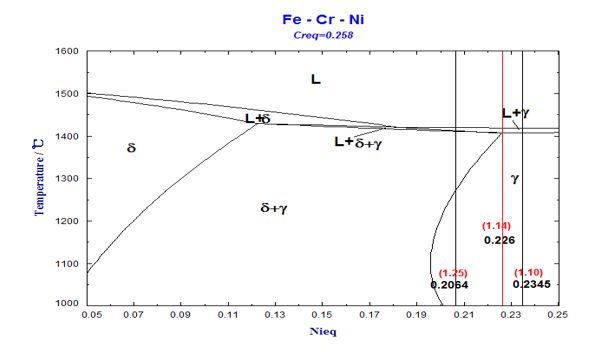
图1 25.8%Cr时的Fe-Ni-Cr相图
1.2 轧制试验
轧制试验在450中试轧制试验机上进行,试验坯尺寸为45mm×110mm×175mm,要求试验坯入炉温度850℃,然后加热至1260℃后保温1h,开轧温度≥1080℃,终轧温度≥850℃,采用11道次轧制,总压下率93%,最大道次压下率34%。实际轧制过程中轧制力及轧制温度如图2所示,从图中可看出,轧制过程中4-6道次轧制力最大,约为1300-1400KN,开轧温度1160℃,终轧温度710℃,未能满足不低于850℃终轧温度要求;轧制后,钢板边部除有轻微裂纹外,其余表面质量良好,在第二次试验轧制过程中,进一步优化了轧制工艺,减少了轧制道次,提高了轧制速度,轧制后钢板边部裂纹较第一次有了一定的减少。通过此两次轧制实验总结可知,在后续轧制试验过程中可进一步减少轧制道次,提高道次压下率,减小轧制过程中温降,提高终轧温度。
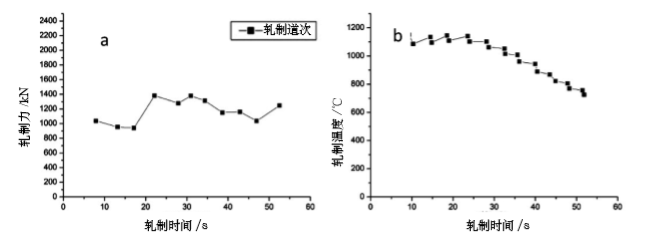
图2 904L轧制力、轧制温度与轧制道次关系(a 轧制力 b 轧制温度)
2.1 铸坯低倍组织及夹杂物
将904L铸坯沿厚度方向剖开、打磨、抛光,然后采用盐酸溶液侵蚀抛光面,观察板坯的低倍组织,如图3所示。从图中可以看出,铸坯柱状晶区发达、粗大,呈现出具有同一方向性的连续柱状枝晶结构,比例大约有90%以上,占比较大,而表面的细晶区和心部的等轴晶区较少,范围较窄;对铸坯取样成分分析基本同表2所示,证实成分分布均匀,未发现偏析现象。图4为铸坯中的夹杂物数量及分布,夹杂物尺寸较小、基本在5-10μm,且数量较少。
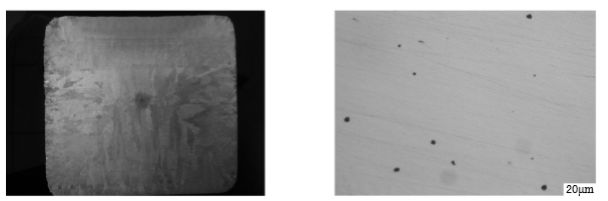
图3 904L铸态低倍组织 图4 904L铸坯中夹杂物分布
2.2 钢板固溶处理实验结果
对热轧后钢板在1060℃、1090℃、1120℃、1150℃等不同温度下保温30min进行固溶处理,固溶处理后的性能试验结果如图5所示。从图中看出,随着固溶处理温度的变化,904L性能发生一定变化,屈服强度和抗拉强度呈现一定的下降,但变化不是很明显,延伸率呈现一定的上升,硬度呈现先下降后上升趋势,但均满足GB/T4237-2012标准之相关规定,综合试验性能来看,在1150℃退火后表现出综合的力学性能。
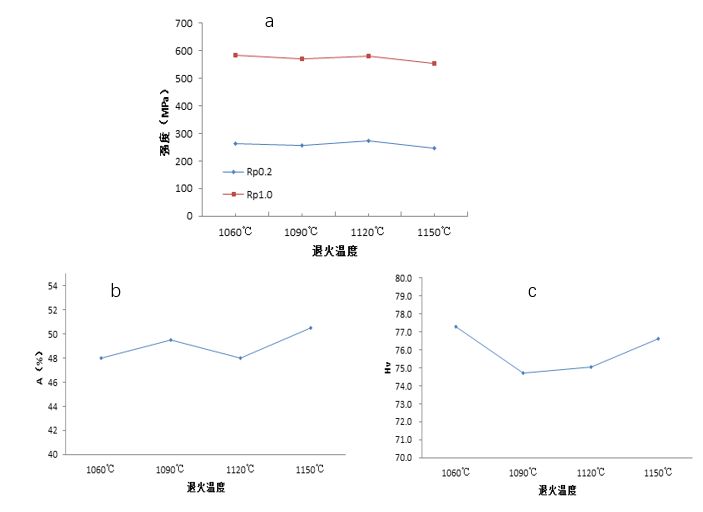
图5 904L热轧板不同温度下的性能(a,强度;b,延伸率;c,HV)
2.3 显微组织
图6为1120℃固溶处理后904L板的显微组织,从图可知,经固溶处理后晶界处的高温析出相已基本溶解固溶于奥氏体基体中,组织基本全为等轴晶的单一奥氏体组织,有少量孪晶组织出现,但未出现明显的条带状及第二相组织,晶粒均匀,晶粒尺寸在40-50μm之间,晶粒度为5-6级。
.png")
图6 904L热轧态固溶处理后显微组织(a,边部;b,心部)
2)904L铸坯组织均匀,以粗大长条状柱状晶为主,夹杂物分布较少,数量较小;不同温度固溶处理后性能存在一定的差异,1120℃固溶处理后组织基本全为等轴晶的奥氏体组织,平均晶粒尺寸为40-50μm,晶粒细小、均匀,未出现条带状组织。
3)904L合金元素Cr、Mo、N含量高,热加工过程中变形抗力大,合理控制开轧和终轧温度,能较好预防和减少轧制后钢板开裂。
(作者:酒钢宏兴研究院李玉峰等,不锈钢分会编辑)
相关文章:
