由于内花键的结构特性,无法在热处理后进行精加工来保证尺寸,因此在内花键热处理前编制机加工工艺时,要考虑到热处理变形的影响,需预留一定的变化量,而预留量的多少则要经过大量工艺试验验证。不同的感应淬火频率、淬硬层深、感应加热工艺都会有不同的变形量;不同的零件结构及内花键壁厚,感应淬火后也会有不同的变形量;另外,不同的材料、金相组织,热处理后变形量也不尽相同。经过试验验证,摸索出各因素对感应淬火变形的影响数据,可较大程度地缩短类似内花键零件的开发周期,提高感应淬火质量,对内花键感应淬火具有积极的指导、参考意义。
一、零件说明
图1是两种不同结构的行星架,材料为QT700-2,其内花键顶圆直径均为54mm,有效长度均为53mm,花键模数均为1.5875,壁厚分别是12mm和23mm。感应淬火要求内花键根部淬硬层深≥0.4mm,硬度≥45HRC,允许内花键全长淬火。
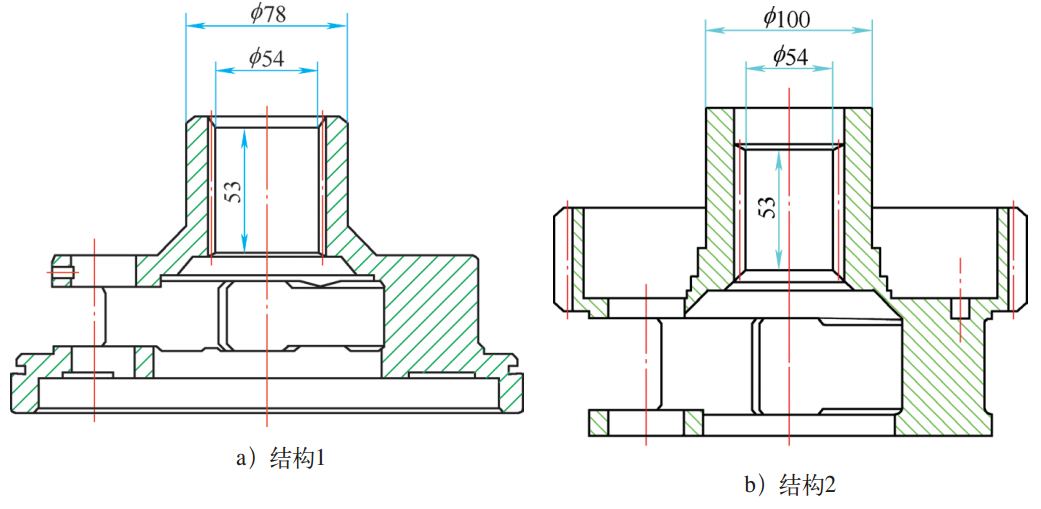
图1 内花键行星架结构
零件开发过程中,尝试采用不同频率的感应加热电源,所得到的感应淬火层深和变形数据也都不同。采用不同的淬火机床,零件装夹跳动不同,热后内花键锥度、圆度也不同。
二、淬硬层深对内花键变形的影响
在满足最小淬硬层深及硬度要求的前提下,选择加热电源的频率越低,淬硬层深就越大;其感应加热影响区深度越大,冷却时内花键缩量也越大。反之,选择加热电源的频率越高,淬硬层深就越小;其感应加热影响区深度越小,冷却时内花键缩量也就越小。不同频率的感应加热电源,所得到的淬硬层深不同,变形数据也就不同。因此,在内花键热处理前预留量的选择上,一定要根据感应热处理设备电源频率,做好试验数据收集。
在实际生产中,因各种条件限制,感应加热所用设备的频率会远远偏离所需的最佳频率。经实践证明,对于齿轮、花键类零件的感应加热,频率的选择与模数有关。当感应加热比功率Pb<1.5kW/cm2时,其选择的最佳频率为f=2.5×105/M2(M为齿轮模数)。此类零件内花键模数为1.5875,故最佳频率选择:f=2.5 ×105/1.58752=99200Hz=99.2kHz。在内花键零件感应淬火工艺开发过程中,曾使用两种不同频率的电源进行感应加热淬火。
(1)使用30~40kHz的超音频感应加热淬火设备因为频率偏低,实际加热过程中热能量从内花键根部传导至内花键顶部。在根部淬硬层深达到1.5mm以上时(见图2、图3),顶部才完全达到奥氏体化温度。经热处理前后对比,内花键变形平均缩量在0.19mm。
图2 根部硬化层深1.05mm

图3 根部硬化层深1.5mm
(2)使用200~400kHz的高频感应加热淬火设备因为频率过高,热能量从内花键顶部传导至内花键根部。在相同的淬硬层深度时,不同的频率选择,变形数据也有差异。当频率选择200kHz时,内花键根部淬硬层深为0.6~0.8mm,符合图样技术要求。热处理前后对比,内花键变形平均缩量在0.14mm。当频率选择235kHz时,内花键根部硬化层深为0.6~0.8mm,符合图样技术要求。热处理前后对比,内花键变形平均缩量在0.10mm(见表1)。
表1 不同状态下内花键变形数据对比

三、零件结构对内花键变形的影响
零件结构对热处理变形有较大的影响。对于内花键感应淬火零件,其壁厚是最重要的影响因素之一,壁厚越薄,内花键锥度越大,圆度也越大。对于本文两种结构的内花键,长度较长,在感应淬火时,孔口位置相对中心位置冷却速度较快,缩量也较大,因此在整个内花键长度上存在一定的锥度。在相同淬硬层深的背景下,对比12mm和23mm壁厚感应淬火加工后检测发现,23mm壁厚的内花键锥度较小,只有0.02mm。在工艺编制时,将12mm壁厚的的外圆直径由78mm增加到100mm,在内花键感应淬火后再将外圆直径加工到要求尺寸。经过验证,通过热处理前增加外圆车削余量、热处理后机加工至外圆尺寸的方法,将12mm壁厚的内花键锥度也稳定地控制在0.02mm范围内。
四、加工方法对内花键变形的影响
感应淬火时,零件的装夹精度、外圆跳动也对变形有一定的影响。装夹跳动越大,内花键感应淬火后的圆度、锥度也越大。对感应淬火加工方法及过程控制上要严格要求,零件外圆跳动应控制在0.2mm之内。
五、材料对内花键变形的影响
钢质件、铸铁件等不同材料的内花键,感应淬火后的变形也不同。西安双特智能传动有限公司所加工的QT700-2材质的行星架内花键,基体组织中球化率和石墨形态较差的件,变形相对较大。
因此,对于感应淬火,必须稳定材料组织、状态,这样才能保证加工出的内花键尺寸缩量一致。
六、结束语
从试验数据总结来看,内花键感应淬火后变形趋势是缩小的,不同的淬硬层深、加热电源频率、内花键壁厚,以及加工工艺控制,所得到的变形数据是不同的。为了降低缩量过大所导致的其他畸变,如锥度、圆度等,建议内花键感应淬火选择比最佳频率更高一些的加热电源进行感应淬火。在内花键感应淬火零件的开发时,要针对所选择的感应淬火设备进行工艺试验,取得稳定的变形数据。在此基础上,固定工艺参数及设备,在热处理前内花键加工中预留固定的预缩量,可保证感应淬火之后获得稳定合格的内花键尺寸。
作者:闫科,李精华,贾武,刘光宗
单位:西安双特智能传动有限公司
来源:《金属加工(热加工)》杂志
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

