
Production ofan Ultralarge-Section-Sized Slab With POSCO Mega Caster Developed by POSCO’sOwn Engineering
浦项重型铸机生产超大断面板坯
浦项制铁巨型连铸机(PosMC)是由浦项制铁公司自行研制的一种用于特大断面板坯的立式半连续轧机,使用板坯生产比铸锭收得率提高13%。这台铸机在浦项制铁第一炼钢厂建造起来,其生产的板坯断面尺寸比传统连铸机大得多,到目前为止,已经浇铸了300炉钢,铸机没有任何设备和操作上的问题。大多数钢种,如中碳结构钢、不锈钢和高合金钢,都已经成功浇铸,而且板坯的表面和内部质量都比铸锭的好,下一道工序接收度高。能源工业中使用的钢材通常需要大于3:1的轧制压下比,因此浦项制铁400mm的铸坯生产的钢板最大厚度仅为133mm,现在这家工厂能够满足133毫米以上厚度钢板的需求,PosMC新工艺和优化的轧制工艺具有制造优良超厚板的优势。
低成本生产高利润钢材是钢铁行业组织生产的主要的目标之一。最近由于全球竞争而成本有所增加,为了满足这一需求,必须提高收得率和提高轧钢压缩比,并提高产品质量。钢的连铸工艺是目前较好的解决方案,但如何用特大截面铸坯和高合金特种钢来替代铸锭工艺还没有解决。因此,2016年,浦项制铁与旗下的POSCO E&C、POSCO ICT和POSCO Plantec公司共同投入了超大尺寸铸机(PosMC)的开发。
PosMC工艺具有回收率高、生态友好、减少后续工序等优点。而铸锭工艺由于采用锻造工艺而存在回收率低、成本高的缺点。采用垂直半连铸生产700 × 1800 × 10000mm超大尺寸板坯,比铸锭生产回收率高,质量好。
从钢水流动和凝固的计算机模拟开始,针对铸坯表面质量、尾坯端部缩孔、钢水表面冻结、不规则凝固、重熔等问题进行模拟研究,进行概念设计和基本设计,并在浦项制铁第一炼钢厂建成了结晶器尺寸为700 × 1800 × 10000 mm的工业铸机。到目前为止,300炉浇铸通过铸机没有任何设备和操作问题,大多数钢种,如中碳结构钢、不锈钢和高合金钢都成功浇铸,其表面和内部质量都比铸锭的质量好,易于后续工艺接受。
最近,大的重型压力容器、工厂和重型机械制造商想要100mm以上的特厚钢板,此外,这些板材要求具有苛刻的冲击韧性指标和内部的完好性。工厂制造商需要厚板厚度达250mm和-60°C低温冲击韧性,以适应严寒环境。对于大型机械零件的制造,客户需要更厚的锻造材料(超过400mm)和严格的钢板内部完好性,如高的清洁度,经过超声波检测后无缺陷和偏析,只有少数钢铁企业能够满足这些客户的需求,同时遵守环境友好的限制。
生产特厚板有两种工艺,浦项制铁有一条厚板生产线,采用连铸板坯生产的钢板最大厚度为133mm,钢板收得率高。然而,它在轧制压下比方面有一定的局限性,成品钢板不允许连铸板坯的轧制压下比小于3:1。另一种工艺是采用性能优良的铸锭锻造成板坯后轧制特厚板,但是产量低,成本高。因此,浦项制铁开发了一种具有两种工艺优势的新型铸机,以具有竞争力的成本满足客户的需求。
工程解决方案
浦项开发了垂直半连铸PosMC工艺,生产了700 mm厚1800 mm宽的特大板坯,表1显示了PosMC的主要规格,PosMC的概念和基本设计如下。
表1 PosMC铸机的主要参数
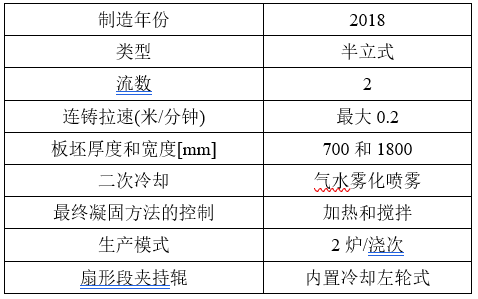
表2 A516-70钢种的化学成分,P和S值(ppm)表示

钢水模拟
采用ANSYSFluent软件对中间包、浸入式水口(SEN)和结晶器进行了PosMC过程的流体流动建模。
中间包:
由于PosMC的浇注速度很低,为防止钢水堵塞中间包水口,中间包出口处的钢水温度至关重要。在PosMC工艺中,当钢包到中间包和中间包到结晶器的钢水下行时,钢水不堵塞水口和塞棒的钢水温度降要最小化。PosMC的中间包通过安装较厚的耐火材料和绝缘板来最大限度地减小钢水温度降。在0.05 m/min的浇注速度下,最大温度降在13.1℃以内,PosMC能够在不堵塞水口的情况下将钢水传入结晶器内,即使在很低的浇铸速率下,钢水也能够正常从中间包下行到结晶器内。
浸入式水口和结晶器:
PosMC的SEN设计是的一个思想是减少结晶器钢水液位的波动,以得到均匀平静的结晶器钢水液面。在小于0.1 m/min的拉速情况下,由于流速小于0.1 m/min,存在表面钢水冻结的风险,如图2所示。为防止钢水液面冻结,结晶器周围采用电磁搅拌(EMS)线圈布置。在ANSYS Fluent中分析,通过电磁场耦合的方法,计算了EMS模型中结晶器内的钢水流动行为,在弯月面内得到均匀的钢水温度和稳定的钢水流动,如图3所示。
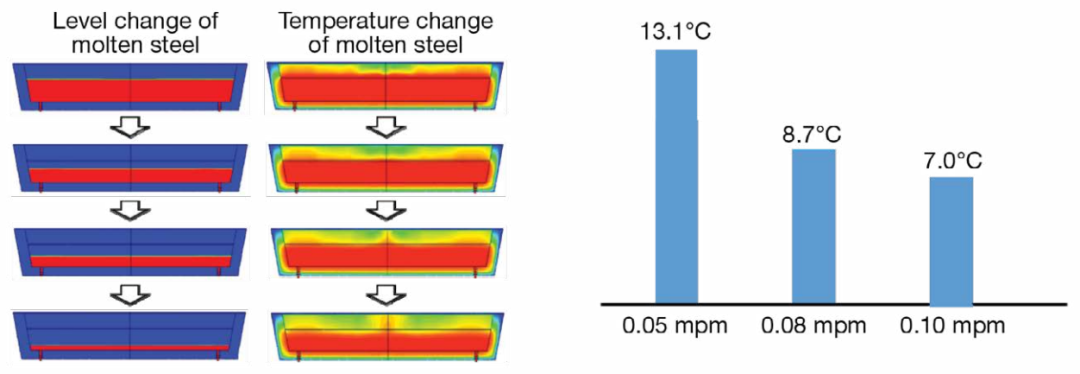
图1 中间包的钢水液面高度对应的中间包钢水温度降
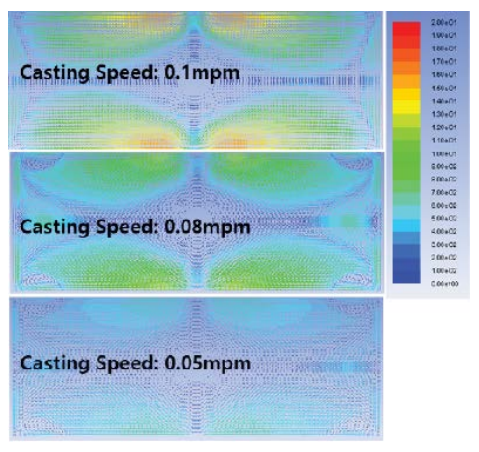
图2 采用浸入式水口(SEN)的钢水流动
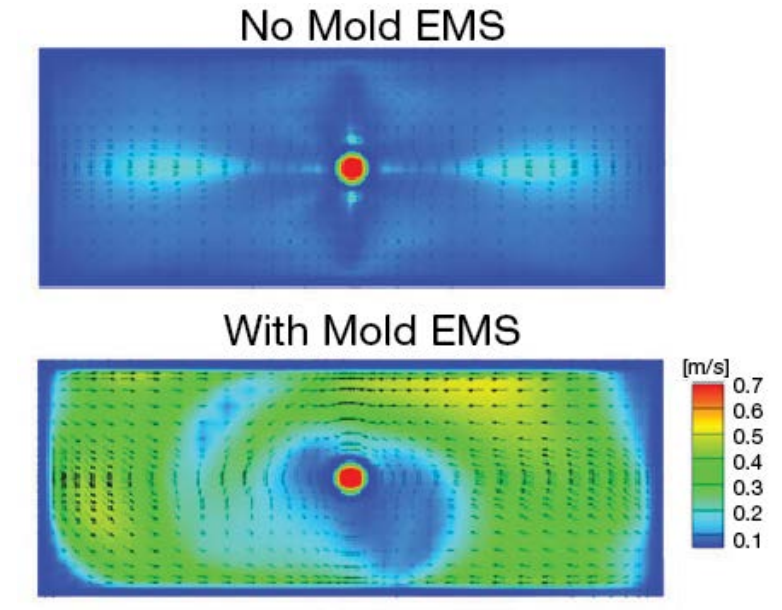
图3 采用EMS结晶器内钢水流动
钢水凝固
为了知晓大截面尺寸连铸坯的凝固过程,利用ANSYS Fluent对连铸坯的拉速变化进行了计算机模拟,模拟采用了潜热回收法。从图4的计算结果可以预测,在铸速、二次冷却和EMS条件下,可以安全地组织生产。
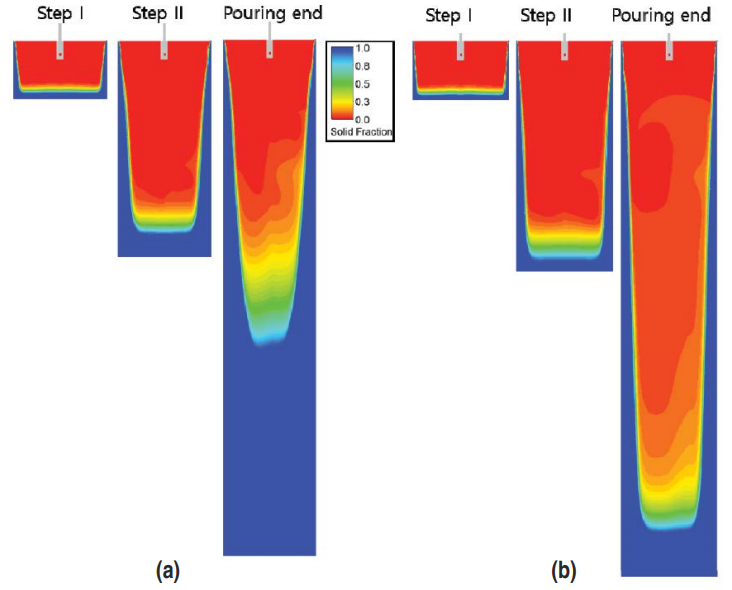
图4 结晶器内采用的凝固模拟:(a)0.05 m/min拉速,(b)0.10 m/min拉速
二冷过程
PosMC铸机结晶器下,下行的铸坯由气水雾化喷嘴进行冷却,其目的是减少铸坯鼓肚和减少连铸生产时间,增加铸坯的表面热延性(图5)。为了防止窄面鼓肚,每个扇形段设置了两个气水雾化喷嘴对窄面进行冷却。
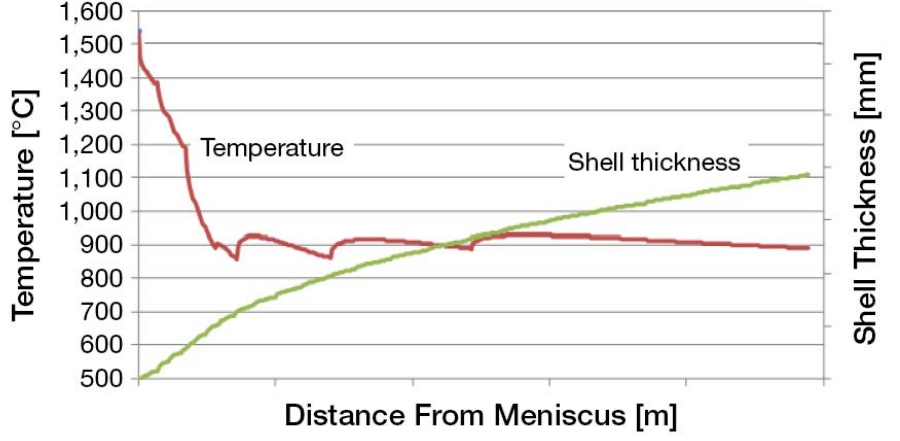
图5 在二冷过程中,温度和固态坯壳厚度随距离弯月面距离的变化
引导夹持辊
PosMC有引导夹持辊,被设计用来限制二冷室内铸坯出现鼓肚现象,如图6所示,考虑静钢水静压作用,计算出的最大鼓肚量为0.8 mm,鼓肚应变为0.2%,满足铸坯设计标准。为了强化PosMC铸机的扇形段,图6中采用对轧辊冷却效率更高的螺旋辊代替实心辊,通过计算预测,夹持辊与铸坯的接触温度可达340℃,冷却效果优于固体实心夹持辊。
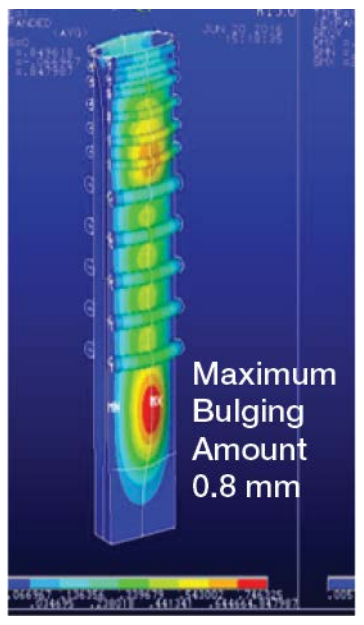
图6 引导夹持辊(铸坯鼓肚量及螺旋式夹持辊)
减少铸坯内部缩孔
采用最终凝固控制方法(FSCM)防止铸坯顶部的预冻结。采用ANSYS Fluent对PosMC铸坯顶部缩孔状况进行了预测,如图7所示。从图中可以看出,铸坯顶部的内部缩孔可以最小化。
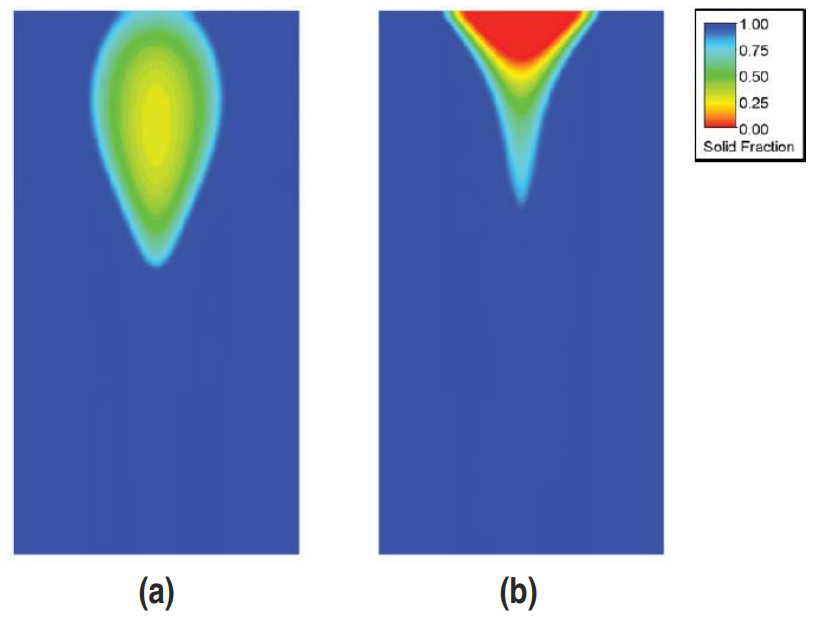
图7 (a)在没有最终凝固控制方法(FSCM),(b)使用FSCM的情况,最大限度地减少了铸坯内部的缩孔
板坯质量
PosMC板坯表面质量的改善
低速浇铸表面开裂原因:
在PosMC生产的包晶钢(0.14 ~ 0.17% C)板坯中,裂纹沿奥氏体晶界出现,如图8所示。对超厚厚板的最终产品进行表面磨削是非常必要的。裂纹产生的主要原因是中碳钢奥氏体晶粒粗化导致晶界脆化。已有研究表明,由于连铸过程中奥氏体晶粒尺寸较粗,导致晶界非常脆弱。[1~4]尺寸较大晶粒在晶界上有较多的硫偏析和析出相,如图9所示。[6] Y. Li等人[4]利用高温共焦实验研究了奥氏体晶粒的生长,由于抑制晶界迁移的钉扎效果的降低,奥氏体晶粒在高温铁素体相转变为奥氏体相结束时迅速开始长大,中碳钢(0.14-0.17mass% C)中,晶粒生长最快的温度范围为1473 – 1350℃。在非常慢的连铸拉速中,如PosMC 的连铸拉速为0.06~0.10 m/min,由于在最快晶粒生长温度范围内停留时间较长,所以奥氏体晶粒长大的趋势较大。
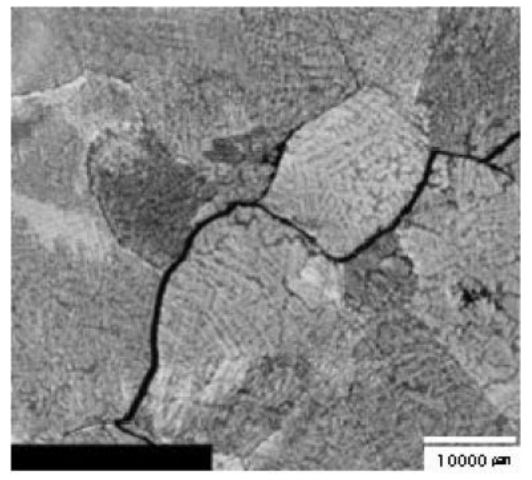
图8 PosMC板坯晶界表面裂纹
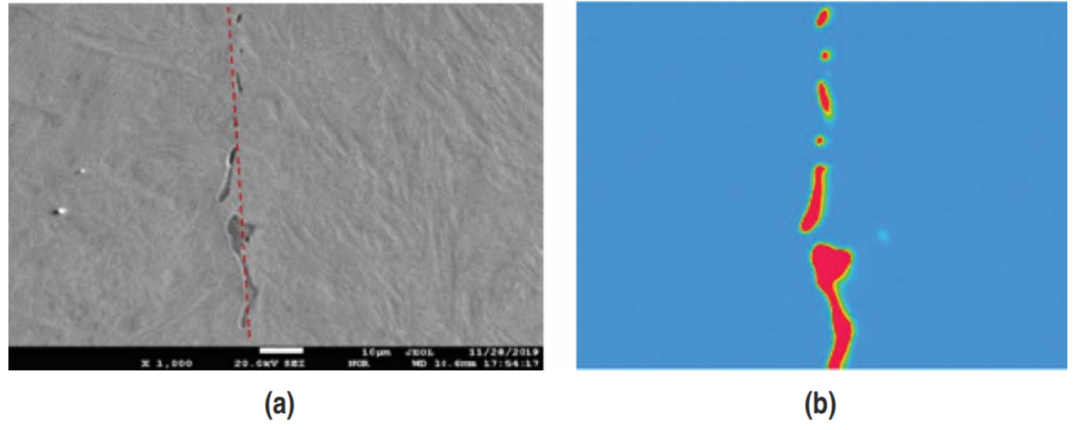
图9 晶界上的硫偏析:(a)板坯表面,(b)红色的硫偏析
图10为PosMC生产的压力容器厚板板坯表面晶粒尺寸测量结果。在PosMC和常规拉速下,平均晶粒尺寸分别为5000微米和600微米。粗大的奥氏体晶粒增加了贝氏体和马氏体的相变倾向。结果表明,铸坯与冷却辊接触时,铸坯表面温度降至430℃。这一温度下降足以引起贝氏体相变,是铸造过程中引起裂纹的主要应力。
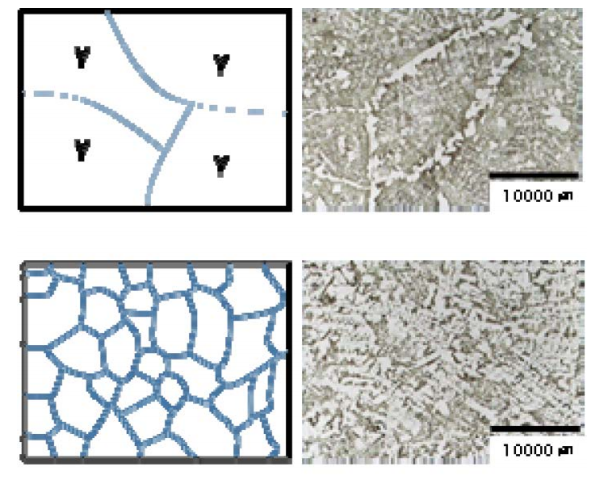
图10 PosMC生产压力容器厚板的奥氏体晶粒度比较
减少表面裂纹的新思路:
为减少PosMC板坯表面裂缝,应避免出现严重的温降,提高铸坯表面温度,以减小在低拉速下铸坯与结晶器下面二冷室夹持辊接触时的温度下降。
通过表面各深度的加工和渗透液测试对表面裂纹进行定量评价,如图11所示。通过提高钢坯表面温度,钢坯表面裂纹的深度和分布都得到了显著改善,使特厚钢板首次上市销售。
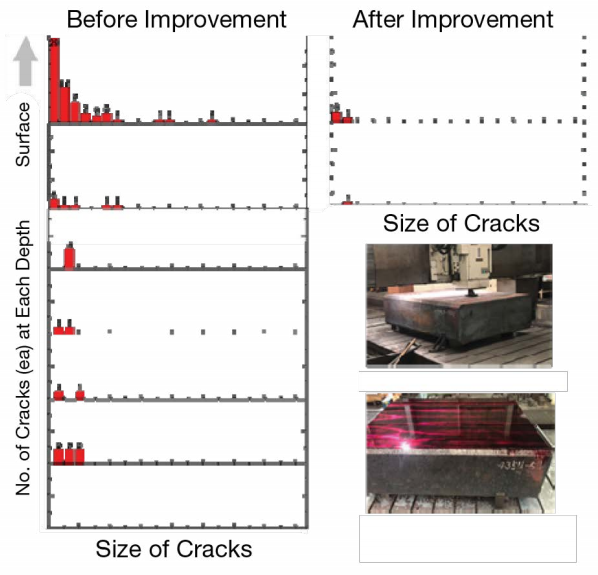
图11 改进前后用渗透法检测表面裂纹
进一步的研究正在进行,改变结晶器设计,改变连铸拉速和研究第二相粒子析出钉扎强化作用来防止晶粒尺寸粗化。
减小缩孔
在生产特大断面板坯的连铸机中,铸坯顶部缩孔对成品率有很大的影响。因此,减小铸坯顶部的缩孔是非常重要的。为解决这一问题,针对PosMC铸造开发了FSCM。
应用FSCM后,铸坯内部的缩孔长度从L0明显缩短到0.45L0,如图12所示。
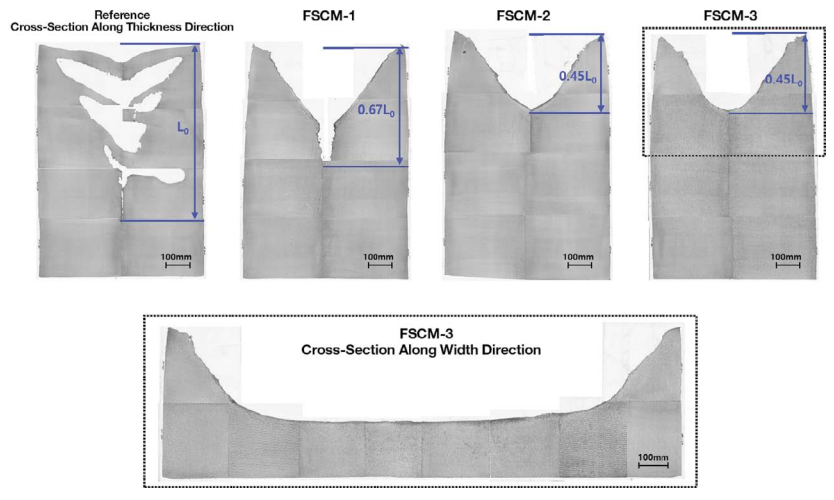
图12 FSCM对铸坯内部缩孔的影响
厚板
机械性能
对于特厚钢板,由于轧机的轧制压力不足,铸坯的中心疏松不易压缩,从而导致ZRA质量和中心部位的冲击韧性下降。此外,由于板坯中奥氏体晶粒较粗或部分形成的贝氏体或马氏体等低温组织,焊后热处理(PWHT)的强度和韧性较差。
由于板坯偏析较低,PosMC生产的板坯中没有出现Mn的中心偏析和A向偏析,通过充分轧制焊合铸坯中心疏松,提高了板坯的稳定性。利用上述特点,研制了用于大陆工厂重型压力容器用超厚A516-70钢,并对其微观组织和力学性能进行了分析。
母材力学性能:
图13为200mmt板在5% 硝酸腐蚀液蚀刻后的四分之一和中心位置的微观组织结构,珠光体体积分数约为15%,铁素体平均晶粒尺寸分别为26µm和32µm。由于均匀的铁素体晶粒形成贯穿厚度,这样就获得均匀的力学性能。
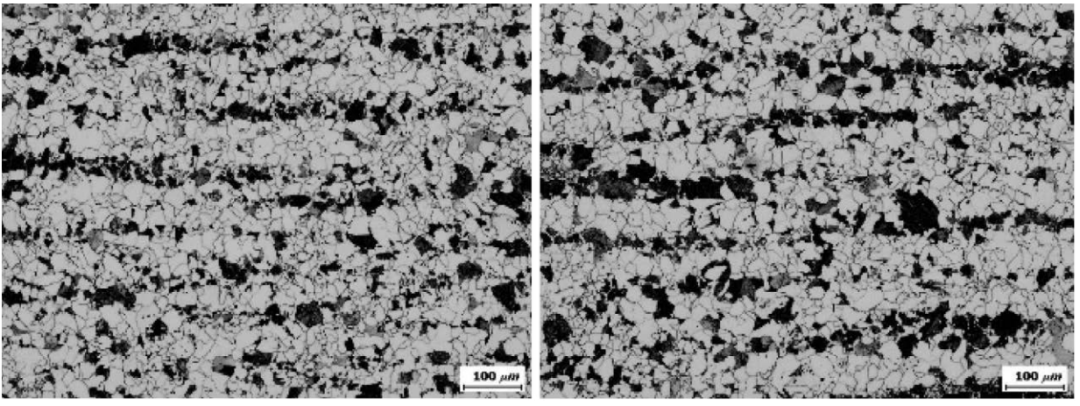
图13 焊后热处理(PWHT)后钢板中心位置1/4 厚度处和中心位置的显微组织
从图14中可以看出,在不同的厚度方向上,可以得到屈服强度和抗拉强度。平均屈服强度为345 MPa,抗拉强度为518 MPa,符合ASTM A516-70规范要求。为避免层状撕裂现象,ZRA值达到35%以上是非常重要和必要的。ZRA为厚度方向拉力试样的断面收缩率,PosMC制得200 mm厚板的厚度方向上断面收缩率最小值为41%。
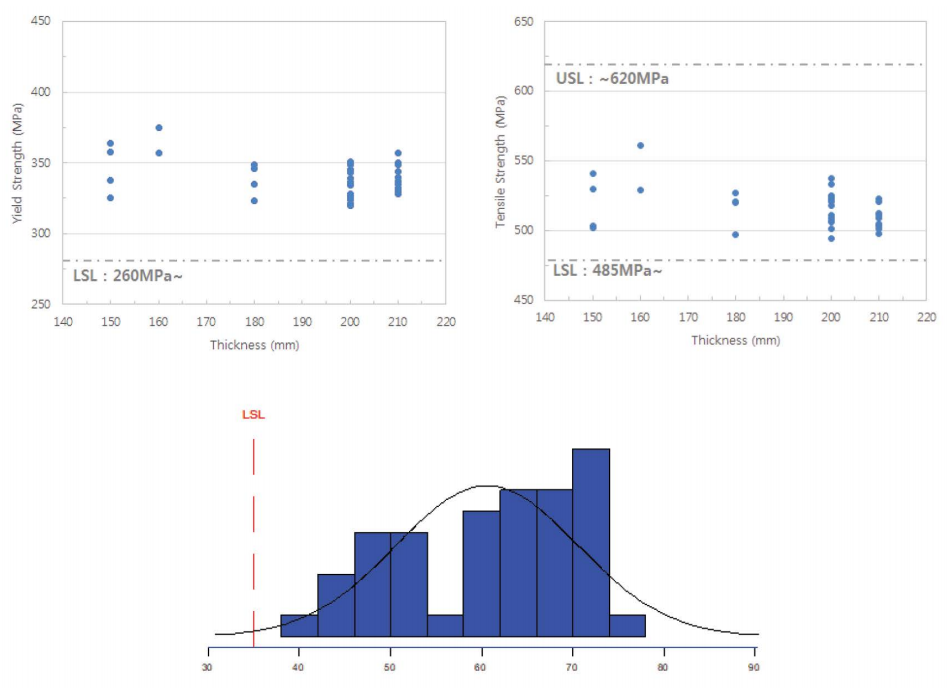
图14 根据钢板不同厚度上力学性能和ZRA (钢板厚度方向拉力试验的断面收缩率)
图15为200 mm钢板夏比v型缺口试验全低温冲击试验结果,低冲温度为0℃~ -60℃。-50℃时,平均吸收能量105 J,最小吸收能量78 J。
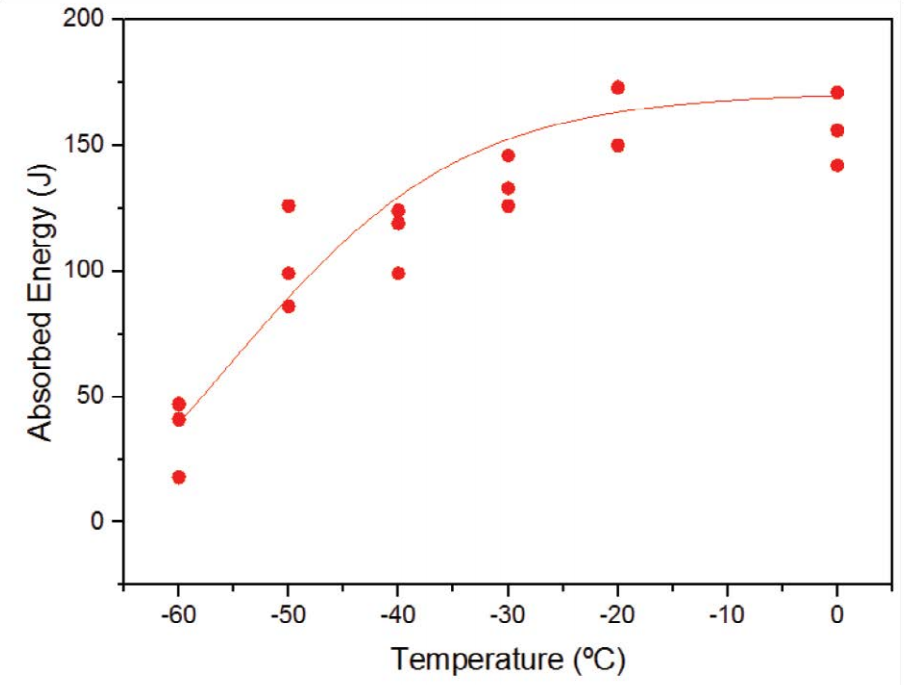
图15 200mmt板中心位置夏比v型缺口试验的全温度曲线
热影响区力学性质:
钢板的详细焊接条件见表3。200mmt板采用埋弧焊焊接;开槽角30˚,根部开口5mm。预热温度为120℃,焊层间温度设计为120 - 250℃。
表3 A516-70钢板焊接条件

从表4可以看出,PWHT后的试样均在母材处断裂,屈服强度、抗拉强度和延伸率与母材几乎处于同一水平。图16显示了在-30℃下根据热输入和PWHT条件评估的热影响区冲击韧性测试结果。从以上结果可以确定,在-29℃低温下,至少有100 J,韧性可以得到保证。
表4 热影响区拉伸试验结果
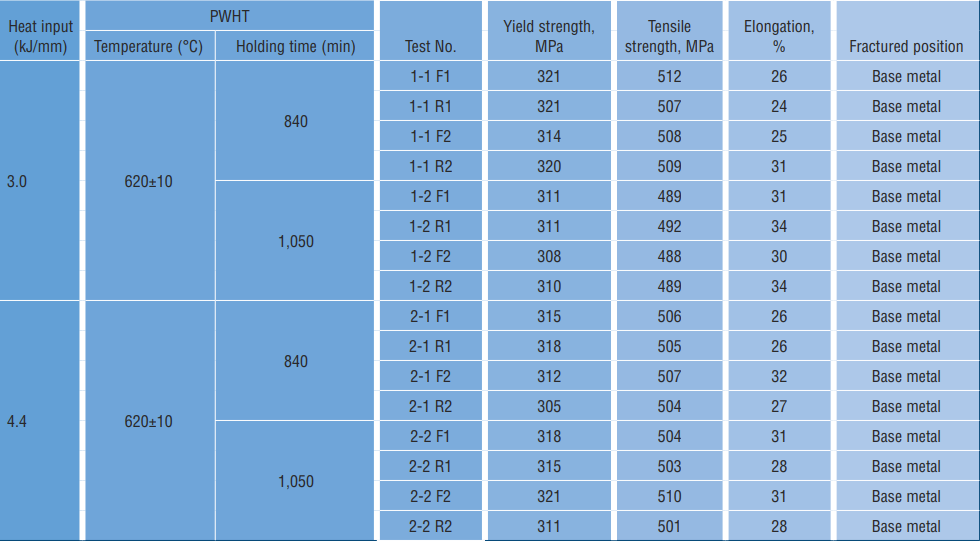
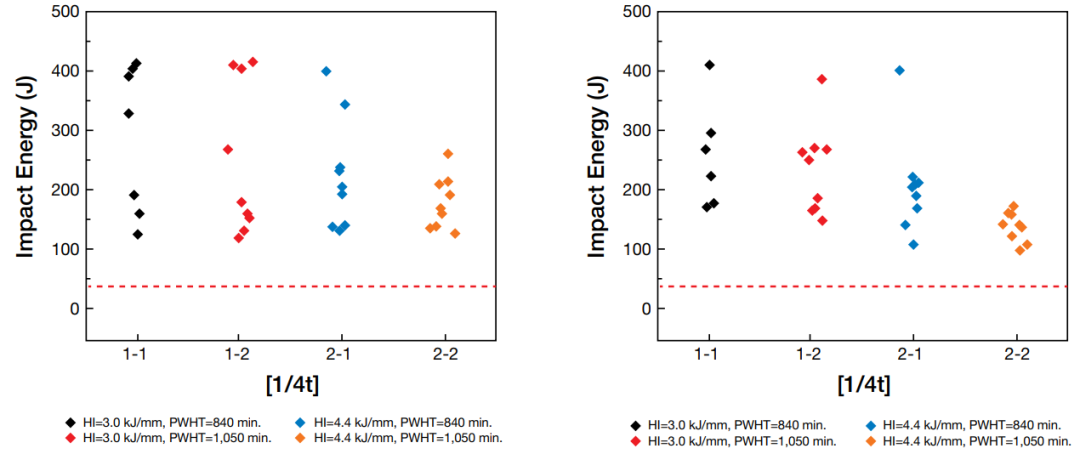
图16 -29℃低温冲击韧性试验结果
概述
浦项制铁巨型连铸机(PosMC)是由浦项制铁公司自行研制的一种用于特大断面板坯的垂直半连续铸机。其板坯的收得率比铸锭高13%,截面尺寸比常规连铸机大得多。它是在浦项制铁第一炼钢厂建造的。PosMC的运行结果如下:
1.到目前为止,300炉钢水通过连铸机没有任何设备和操作问题,大多数钢种,如中碳结构钢、不锈钢和高合金钢都成功浇铸,它们的表面和内部质量都比铸锭的质量好,易于后续工艺接受。
2.运用ANSYS Fluent软件,结合实际操作经验和冶金专业知识,明确解决了结晶器内钢水液面冻结、中间包内钢水冻结、超低浇铸拉速、铸坯尾部较大缩孔、顺序浇铸等工程问题。
3.为解决尾坯顶部缩孔问题,开发了面向PosMC铸造的FSCM工艺,采用FSCM后,铸坯尾坯内部缩孔长度从L明显缩短到0.45L。
4.通过提高热铸坯表面温度和热切割铸坯,大大降低了铸坯表面裂纹出现的频率和深度。
5.在铸造和锻造过程中,通过最佳的钢水流动,获得了铸坯内部完好性,没有中心偏析和疏松。
6.用PosMC板坯制成的超厚钢板等最终产品在焊接前后均具有优良的力学性能。
参考文献
1.K.S. Oh, J.D.Lee, S.J. Kim and J.Y. Choi, Metallurgical Research & Technology, Vol. 112,2015, p. 203.
2.Y. Maehara,K. Yasumoto and Y. Sugitani, ISIJ Transactions, Vol. 25, 1985, pp. 1045–1092.
3.E.S.Szekeres, 6th International Conference on Clean Steel, Hungary, 2002.
4.K. Yasumoto,T. Nagamichi, Y. Maehara and K.Gunji, Tetsu-to-Hagané, Vol. 14, 1987, p. 1738.
5.Y. Li, G.Wen, L. Luo, J. Liu and P. Tang, Ironmaking and Steelmaking, Vol. 42, 2015, p.41.
6.C.H. Yim,G.S. Jung, H.J. Kim and S.H. Kwon, GIFT research report, 2019.
作者
K.S. Oh:Head ofPosMC Technology Development TF Team, POSCO, Pohang, Gyeongsangbuk, Republic ofKorea goldsteel@posco.com
J.D. Lee:PosMCTechnology Development TF Team, POSCO, Pohang, Gyeongsangbuk, Republic of Korea
T.I. Chung:PosMCTechnology Development TF Team, POSCO, Pohang, Gyeongsangbuk, Republic of Korea
D.W. Kim:PosMCTechnology Development TF Team, POSCO, Pohang, Gyeongsangbuk, Republic of Korea
C.K. Jeong:PosMCTechnology Development TF Team, POSCO, Pohang, Gyeongsangbuk, Republic of Korea
U.K. Cho:PosMCTechnology Development TF Team, POSCO, Pohang, Gyeongsangbuk, Republic of Korea
H.S. Oh:SuperintendentPohang Works, POSCO, Pohang, Gyeongsangbuk, Republic of Korea
唐杰民2021年7月7日在安徽黄山屯溪翻译自美国《钢铁技术》轧制2021年第7期,水平有限,请各位看官对不妥之处给予指正。
