转盘轴承由于特殊的使用环境和要求,需要进行适当的调质工艺和滚道感应淬火工艺,来满足轴承使用过程中所需要的强度和冲击韧度要求。某公司生产的转盘轴承套圈经过滚道表面感应淬火后,滚道表面100%荧光磁粉检测时,发现多件有裂纹,为了避免类似的缺陷重复出现,减少不必要的经济损失,笔者对套圈裂纹性质进行检测分析。该型号套圈材料为42CrMo钢,加工工艺流程为:下料→锻造制坯→辗扩→粗车→调质→车加工→滚道感应淬火。
一、理化检验
转盘轴承套圈裂纹均位于套圈内径靠近端面处,每件套圈裂纹数量不等,裂纹多沿圆周方向分布,长短不一,最长裂纹约延伸3/4圆周,个别裂纹尾部已延伸至端面,裂纹套圈轴承宏观形貌如图1所示,其中一处裂纹形貌如图2所示。
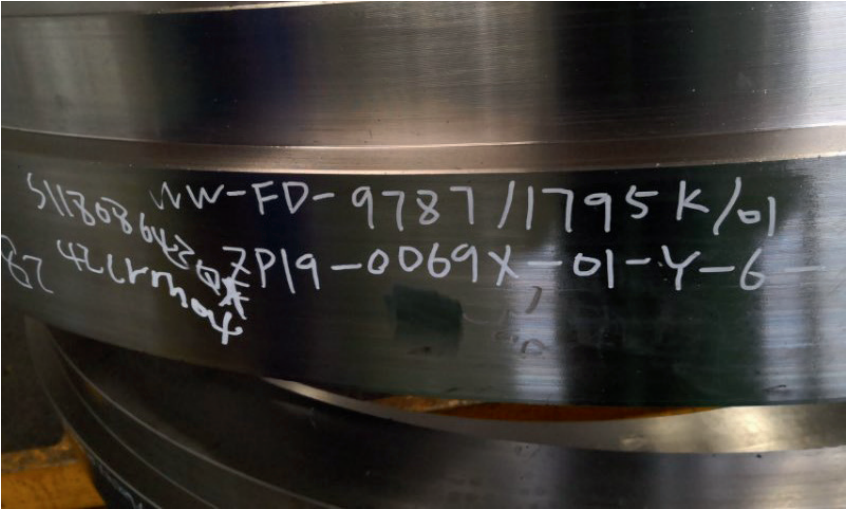
图1 裂纹套圈轴承宏观形貌
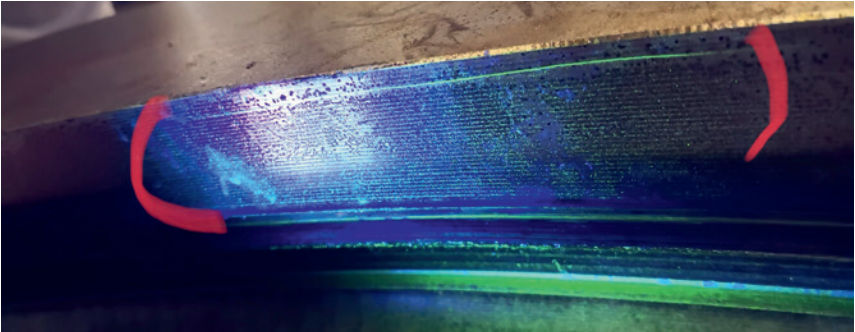
图2 磁粉检测套圈裂纹形貌
套圈滚道在表面感应淬火时,由于受高温热影响而产生明显变色,该热影响区边缘距离套圈端面约20mm,套圈裂纹靠近端面,裂纹处内径表面呈亮金属色,远离热影响区。裂纹所在位置外观形貌如图3所示。

对套圈进行线切割取样,尺寸为15mm×15mm×15mm,采用直读光谱仪对套圈进行化学成分分析(见表1)。符合GB/T 3077—1999要求。

制取套圈裂纹横向截面金相试样,使用奥林巴斯显微镜观察裂纹形貌。金相显微形貌如图4所示,可见该裂纹与表面呈一定角度,整体深约3.6mm,呈撕裂状,两侧耦合,尾部较细,裂纹两侧有氧化,局部有氧化皮分布。裂纹头部及尾部均未发现材料夹杂等其他异常情况。用4%(体积分数)的硝酸酒精溶液腐蚀裂纹截面处后在显微镜下观察,裂纹处金相显微形貌如图5所示,可见裂纹两侧局部有贫碳现象。
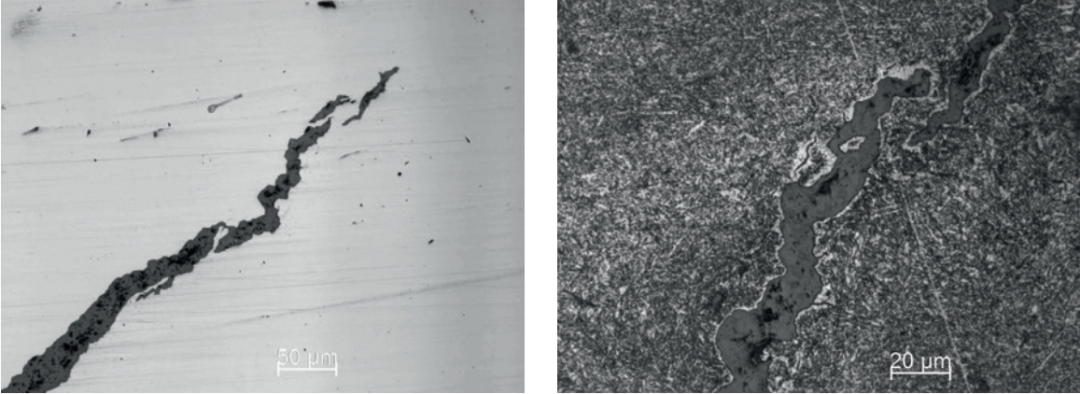
图4 裂纹尾部截面形貌 图5 裂纹两侧局部贫碳
另经检查,裂纹处无贫碳区域与套圈基体的显微组织形貌分别如图6、图7所示,裂纹处、套圈基体显微组织无明显差异,均为回火索氏体+铁素体。由两处的显微组织对比可以看出,裂纹处的显微组织并没有受到滚道感应淬火的影响。
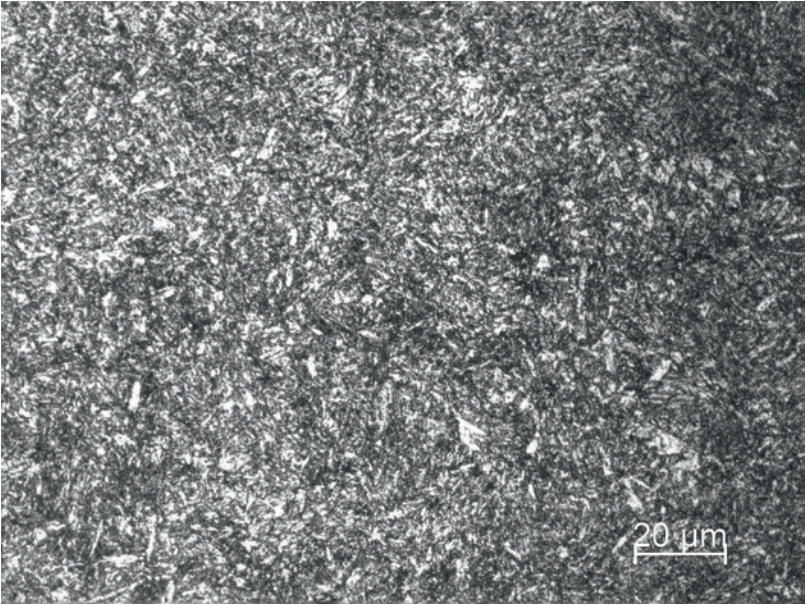
图6 裂纹处显微组织形貌
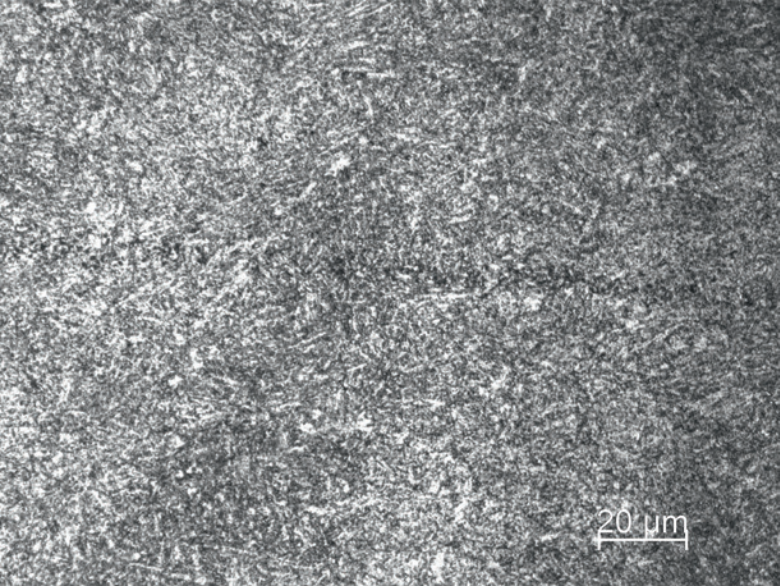
图7 套圈基体显微组织形貌
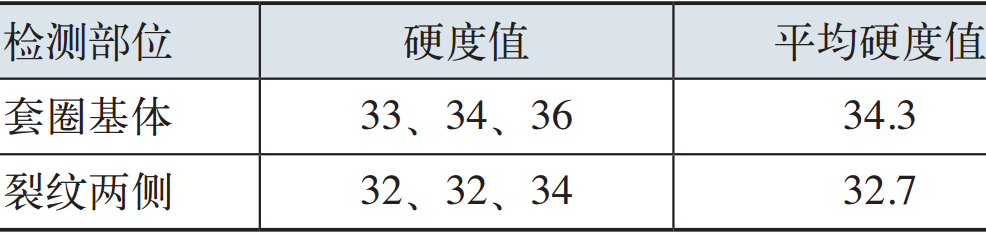
经洛氏硬度计检测,套圈基体、裂纹两侧位置硬度结果见表2。根据检测结果,裂纹部位硬度与基体硬度无明显差异。
表2 套圈基体及裂纹两侧硬度值 (HRC)
二、分析讨论
通过对该轴承套圈的宏观检验、化学成分分析、金相检验及硬度检测结果分析,可排除滚道感应淬火对裂纹的影响,确定该裂纹为调质淬火裂纹。由于加热保温时间充足,调质淬火裂纹产生的深度及宽度都比表面淬火裂纹略宽,且由于后续的高温回火加热,在无保护气氛下会出现明显氧化和氧化皮[1],裂纹尾部出现短而粗的撕裂状形貌。调质淬火裂纹延伸多沿圆周方向,靠近端面位置居多。表面感应淬火裂纹是由于加热时间短,热影响区仅限于淬硬层区域,产生的裂纹比较浅且细小,尾部非常尖细,分布和延伸方向也与调质裂纹不同,在淬硬区呈短弧线状分布的较多,并且淬火后的低温回火不足以在裂纹两侧产生明显氧化和贫碳[2]。经查,产生调质淬火裂纹的原因是淬火工艺不恰当造成的,由于淬火加热温度在850~900℃,温度相对过高,再通过水剂淬火冷却介质急剧冷却[3],在组织转变过程中,局部拉应力大于材料的断裂强度后产生的撕裂状裂纹,这是造成转盘轴承调质淬火裂纹的主要原因之一。
三、结论及建议
1)经过理化分析,出现调质淬火裂纹的轴承应予以报废处理。2)在调质中,选择合适的淬火工艺参数,可适当降低淬火温度,减少组织应力和热应力。3)调质后,可以增加磁粉检测工序,能够及时发现裂纹,避免不合格品进入下一道工序。
参考文献:
[1] 郝震宇,汪开忠,胡芳忠.淬火介质对不同规格42CrMo钢组织及性能的影响[J].安徽冶金,2016(4):15-19.
[2] 姜国清,林信智.淬火冷却条件不良造成的淬火裂纹[J].金属加工(热加工),2014(3):20-22.
[3] 郁俐,涂小龙,吴韬,等.PAG水基淬火液对42CrMo钢调质组织性能影响的研究[J].新技术新工艺,2017,4(2):6-11..
来源:热处理生态圈
作者:王婵,李贵方等
单位:洛阳LYC轴承有限公司、航空精密轴承国家重点实验室
来源:《金属加工(热加工)》杂志2020年第6期68-69页
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

