易孚迪感应加热设备(上海)有限公司自行研发设计针对风力发电行业转盘轴承感应淬火机床并已经大量在用户现场使用。为保障设备高精度和稳定性,设备系统硬件采用840D SL 数控系统,NCU720.3 PN(V3.2)版本。该设备可以针对重达10t、最大工件外径6m的转盘轴承进行热处理。老式的转盘轴承感应加热设备一般通过人工手动找加热位置,且在加热过程中无有效的跟踪方式,导致工件变形严重,极大地影响了产品质量和使用寿命。我公司针对老式设备的缺点,采用西门子840D SL系统自带的探头功能来处理全自动精确找加热起始位置,且在整个加热过程中通过系统快速模拟量功能来实时跟踪加热感应器与工件的距离,然后通过NC程序高精度动态响应进行伺服轴补偿的原理,以保证整个加热过程中感应器与工件之间的间隙保持一致,从而保证整个工件热处理工艺的稳定性。
一、设计原理
探头采用雷尼绍MI8-4型号探头,该探头机械通过十字架形式连接,以保证任意角度测量,可针对不同类型的工件更换不同长度的探针和方向。采用Probe方式连接探头后,需要通过系统参数MD13200来设置Probe的高电平(上升沿)还是低电平(下降沿)有效。硬件连接好后通过NC程序测试该功能。
N430 GUD[190]=0;
N440 MEAS=1 G1 G91 F=25 Y1=-GUD[295],Y1轴负方向找位置;
N450 STOPRE;
N460 GUD[190]=$AC_MEA[1] ,
读取探头状态;
N470 IF GUD[190]==0 ,探头如果没有碰到工件,状态位0,跳转报警;
N480 GOTOF FEHLER_
WERKST;
N490 ENDIF;
N500 STOPRE;
N510 GUD[291]=$AA_IW[Y1],读取当前Y1轴位置;
N520 G1 G90 F=500 Y1=POS_Y1[3],读Y1轴移动到安全位置;
N530 STOPRE;
N540 GUD[190]=0;
N550 MEAS=1 G1 G91 F=25 Y1=GUD[295],Y1轴正方向找位置;
N560 STOPRE;
N570 GUD[190]=$AC_MEA[1];
N580 IF GUD[190]==0,探头如果没有碰到工件,状态位0,跳转报警;
N590 GOTOF FEHLER_WERKST;
N600 ENDIF;
N610 STOPRE;
N630 POS_Y1[10]=(GUD[291]+GUD[292])/2,计算Y1轴与工件之间的位置值;
N640 G1 G90 F=500 Y1=POS_Y1[10] ,Y1走到实际加热位置。
通过以上NC实例程序可以看到,系统通过探头测量功能可以对辊道Y轴方向进行二次测量记录测量后的实际位置,然后通过计算中间值,找到实际要求加热位置,来保证感应器在工件之间位置。在探头功能测试过程中可以通过系统地址DB10.DBX107.0查看探头是否有翻转信号。根据以上原理可以针对不同工件类型,测试目标工件不同的部位,不管测试面是平面还是沟道等不同形状的工件,需要测试多点时,利用NC程序可以快速实现。对于盘轴承感应淬火设备,因为工件最大直径达6m,要保证整个工件表面热处理稳定性和变形量,必须在加热过程中实时监控工件加热变形量,通过测量得到的变形量来进行伺服轴位置补偿,保证感应器和工件之间的间隙始终一致。而高精度和快速响应是测量和补偿的先决条件。840DSL 数控系统用快速ET200模块替代老式840D PL DMP模块来实现模拟快速输入、输出功能。在硬件组态时设备ET200与系统同步,PROFIBUS通信速率设置为12Mbps,以保证模拟量检测模块最快的响应速度。
6ES7151-1BA02-0AB0,PROFIBUS通信模块;
6ES7138-4CA01-0AA0,24V电源模块;
6ES7193-4CC20-0AA0,终端电阻;
6ES7134-4LB02-0AB0,两通道输入模拟量模块;
6ES7193-4CB20-0AA0,端子连接块;
为使系统模拟量测试功能有效,连接硬件后还需要配置以下系统参数:
MD10300 $MN_FASTIO_ANA_NUM_INPUTS=2;
MD10320[0] $MN_FASTIO_ANA_INPUT_WEIGHT;
MD10320[1] $MN_FASTIO_ANA_INPUT_WEIGHT;
MD10362[0] $MN_HW_ASSIGN_ANA_FASTIN[0]=’H5000202;
MD10362[1] $MN_HW_ASSIGN_ANA_FASTIN[1]=’H5000204。
通过系统参数设置和PLC硬件组态(见图1)配置后,快速模拟量输入信号功能正常。
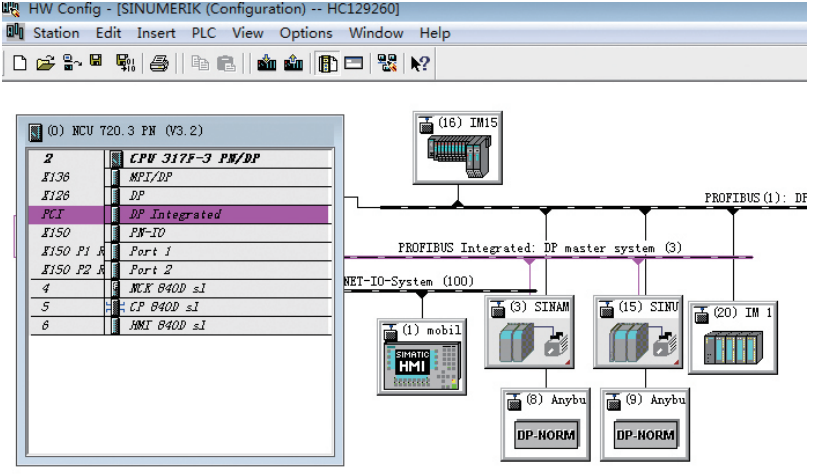
图1 硬件组态
执行元件测量位移传感器选择KEYENCE GT2-71MCP接触式位移传感器,如图2所示。

图2 位移传感器
图2中黑色模块为控制器本体。控制器上带LED显示屏,其数值为传感器测量头的实际位置,按钮则可调整控制器输出功能。连接传感器的电缆由模块进线端接入,模块输出端连接电缆连接到ET200S模拟量检测模块。通过PLC可以读取系统模拟量数值传送至HMI显示设置标准值和实际值,方便操作者观察实际偏差距离与设置的是否一致,如图3所示。
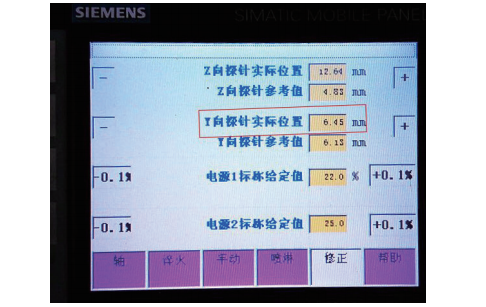
图3 位移传感器调整值
测量与补偿跟踪程序通过NC程序执行,通过NC系统参数直接读取模拟量实时值后与设置标准值进行比较,二者的偏差值通过程序迅速对伺服轴位置补偿,这样可以保证位置变化的快速响应。
N340 GUD[130]=R371,读取设定标准值;
N370 GUD[136]=$A_INA[1],读取模拟量实时值;
N420 GUD[145]=(GUD[130]-GUD[136]) ,计算标准值和实际值偏差;
N440 IF COUNTER==5,系统扫描5次后进行补偿;
N450 G0 G91 Z1=GUD[145],Z1伺服轴位置补偿偏差值;
N460 COUNTER=0;
N470 ENDIF;
N480 COUNTER=COUNTER+1。
以上NC实例程序显示一个探头的测量补偿程序,测量探头2与之原理相同。对于转盘轴承工件,加热过程中需要对工件端面和侧面同时进行测量跟踪和补偿。
二、加工产品及工艺结果
产品:外圈沟道FLHSN3035FT1,材质为42CrMo4+QT-EN10083,沟道淬火硬度58~62HRC,硬化层深度≥7.5mm(52.5HRC处)。实物如图4所示,图样工艺要求如图5所示,硬化层切割试块如图6所示,检测结果见附表,金相组织如图7所示。
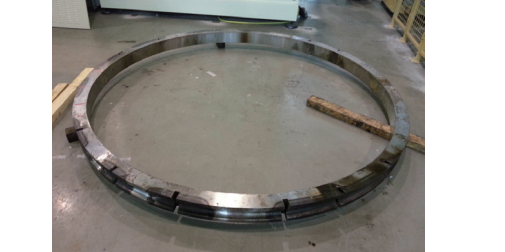
图4 产品实物
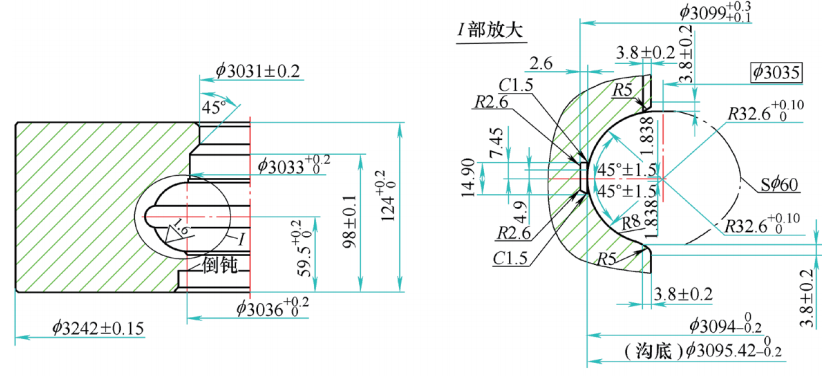
图5 图样工艺要求
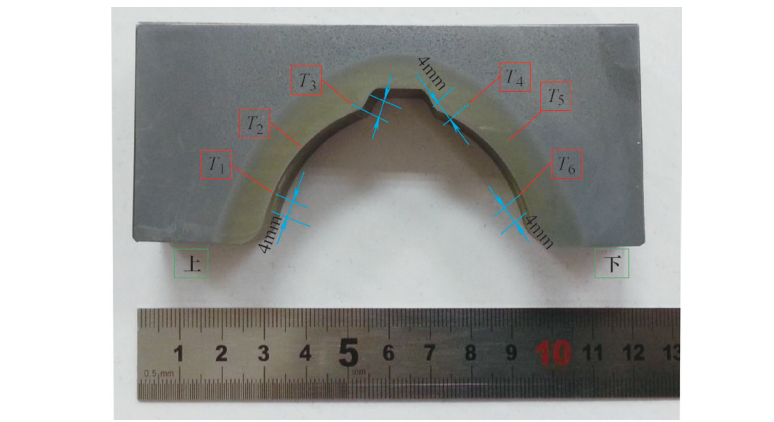
图6 硬度层硬度检测位置
硬化层硬度检测结果 (HV1)
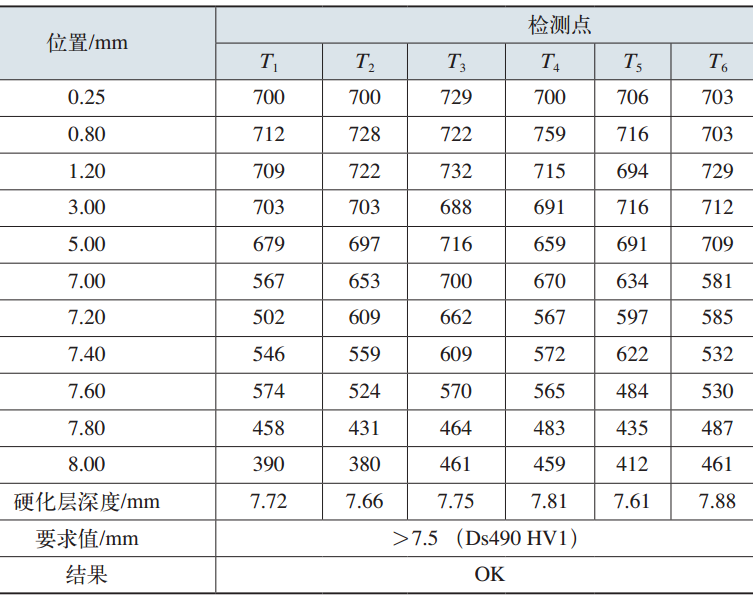
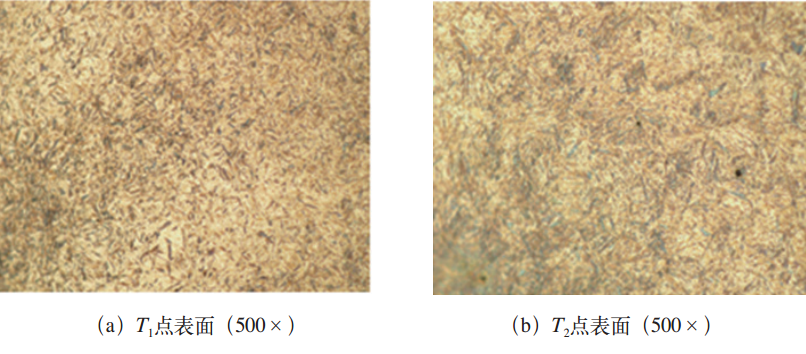
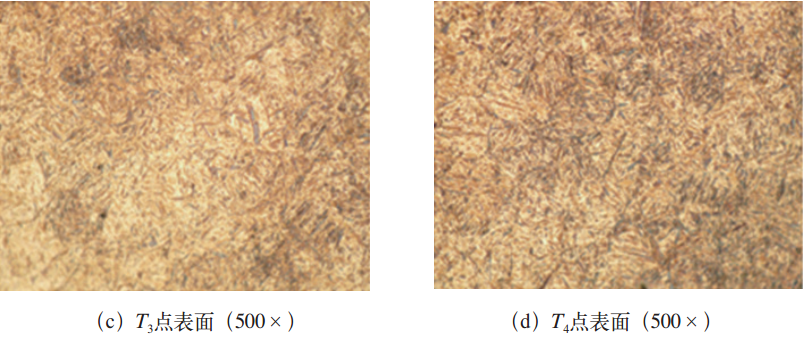
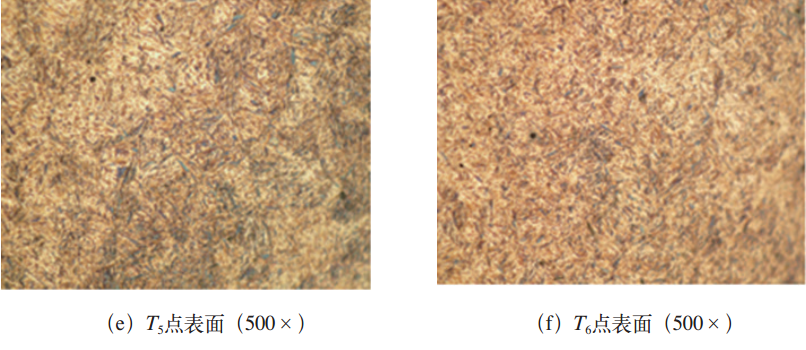
图7 金相组织
三、结束语
应用西门子840D SL系统自带的Probe探头功能完全取代老式人工找位置方式,尤其是风力发电转盘轴承行业,工件尺寸大,以人工找位置方式可能造成很大误差,而通过探头测试可以实现精准、重复度很高的测量,对批量的一致性有很高的保障。系统模拟量处理程序,系统读取模拟量,通过NC程序比较模拟量时间值和标准值的偏差来补偿伺服轴,以实现快速响应,避免了以往通过PLC处理类似功能的大量扫描时间,从而大幅缩短了跟踪补偿的响应时间,使最终工艺结果保证在0.1mm误差范围之内。
作者:董振海,邹锦卫,郝丰林
来源:《金属加工(热加工)》杂志
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

