
Investigation of the effect of Ti onclogging of feeding systems and its prevention for continuous slab casting
钛对连铸坯塞棒水口堵塞的影响及预防-附件C
c . 数值调查
C.1 宏观尺度上数值模型的发展
凝聚模型
对于宏观尺度的模拟,BFI关注的是整体流动中夹杂物和气泡的动态行为和他们输送因为,除适当进行处理气相外,还考虑了夹杂物的团聚现象,这里应用了一个凝聚模型,总体上看,它是采用了一种基于欧拉-拉格朗日方法的粒子跟踪方法,计算每个计算步骤的粒子轨迹,然后从流单元中所有粒子的粒子特性和速度的平均值生成一个可能的碰撞伙伴。
碰撞概率Pc取决于碰撞频率fc和时间步长∆t。它可以用跟踪粒子(t)和碰撞伙伴(p)的性质来表示,这些性质是粒子的直径dp,t和dp,c以及速度 和
和 。式(4)中,np为单位体积粒子数。
。式(4)中,np为单位体积粒子数。
 (4)
(4)
然后将确定的碰撞概率与区间[0,1]内均匀分布的随机数进行比较,如果碰撞概率大于这个随机数,就发生碰撞。该凝聚模型的基本原理如图89所示。通常情况下,较小的粒子粘附在较大的所谓收集粒子上。粒子被一层因粒子运动而形成的流体所包围,这一层必须穿透。当一个粒子在与收集粒子的距离很小范围内移动时,碰撞概率是相当高的。在紊流中,由于粒子的不稳定的运动,即使与收集粒子的距离更大,也比层流满足碰撞条件。当随机建模粒子间碰撞时,必须确定碰撞位置,而不是跟踪每个粒子,而是从控制计算的体积中粒子的平均值定义一个碰撞伙伴。因此,坐标系统随着碰撞伙伴的运动而调整。碰撞柱与那个坐标系对齐,并按两个随机数对两个垂直于质点运动的角,碰撞点是固定的。如果粒子不团聚,则通过根据库仑摩擦定律求解动量方程得到反弹后的速度分量。
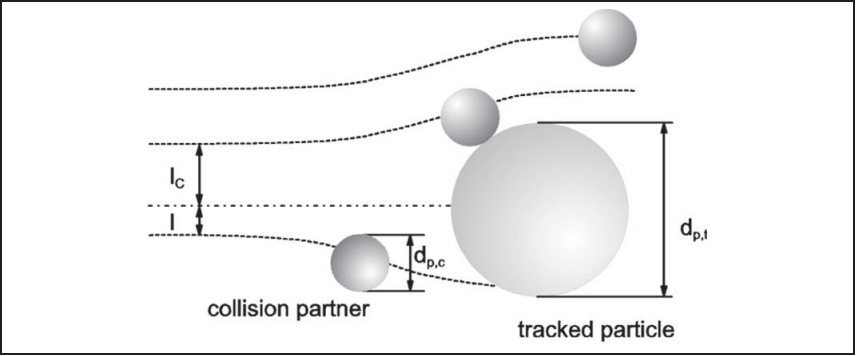
图89 凝聚模型原理(BFI)边界条件示意图
钢水的质量流通量基本上是由中间包中塞棒的位置控制的,数值模型的目的是尽可能好地表这种行为。因此,定义为内部钢水固定质量流量或固定速度分布的边界条件被认为是不够的,因为在这种配置中,钢水流量是固定的,这是一个原则问题,它不依赖于塞棒的位置。使理想行为成为可能的边界条件是钢水入口和出口的压力定义。此外,中间包内的钢水静压随中间包液面高度加大而增加,这意味着中间包底部的钢水静压力取决于中间包的钢水液面的高度。图90显示了在固定的塞棒提升20 mm和不同的中间包钢水液面高度下,中间包内的静压分布,图示表示塞杆提升(S)和中间包钢水液面高度(L),单位为mm,中间包的底部用纵坐标的值0表示,随着中间包钢水液面的增加,中间包底部和塞棒入口处的钢水静压也随之增加。因此,基于该方法,中间包钢水液面高度对钢水质量通量的影响达到了预期效果。
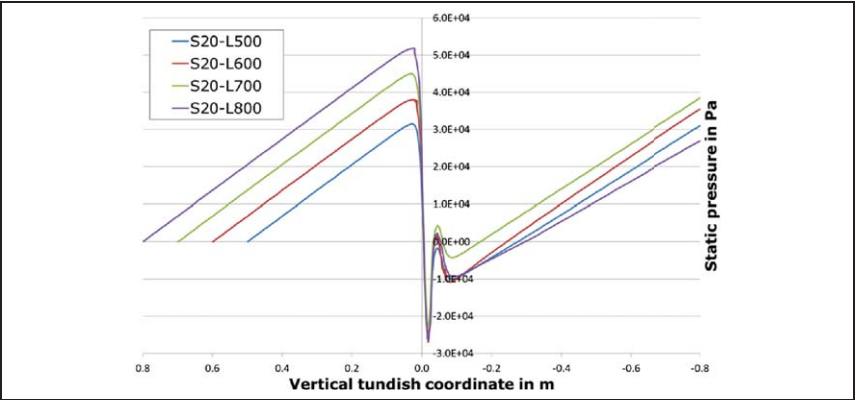
图90 中间包钢水液面高度的静压分布(BFI)
在塞棒和水口SEN壁之间的较小的间隙内,钢水的流通速度显著提高,这个区域的静压是非常低,即一个低于周围压力的静压导致相对于周围的负压。图90中的压力过程显示了这种行为,静压值降低到零以下。所建立的数值模型的这一特性与参考文献17中的结果很好地吻合。
宏观数值模拟过程中变化的主要参数是塞棒标尺和中间包钢水液面高度,由于入口的钢水静压在物理上是固定的,因此可以调整钢水流通量的唯一参数是SEN出口的压力。该参数是根据SALZF钢厂提供的信息设置的,塞棒升高设定为20 mm,钢水流通量的目标值设置为61 kg/s,在这些参数的组合下,钢水的压力不断变化,直到达到目标的流通量。
热边界条件取自文献[18]。本文系统地研究和总结了中间包研究的模型设置。对于中间包壁和界面钢水/渣,选择如下值:

选择合适的湍流模型
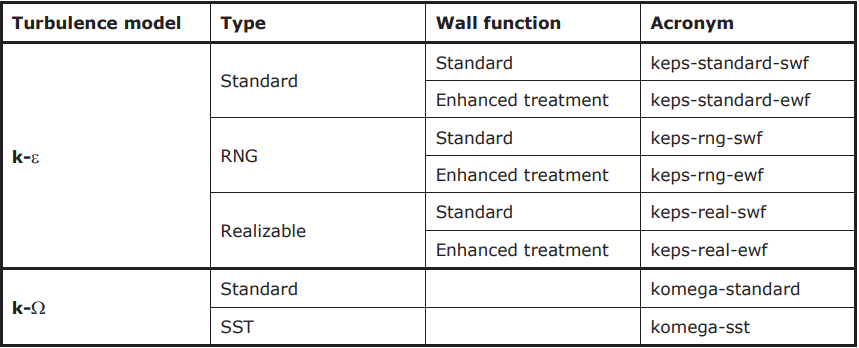
在塞棒和和水口之间的压降和钢水的流动对钢水流通量有重要的影响,由于塞棒和水口之间的间隙中的钢水加速造成剧烈的紊流。因此,研究了不同的两方程湍流模型(k-ε和k-Ω:)对湍流特性的影响。表18显示了考虑的湍流模型及其缩写。
表18 考虑湍流模型(BFI)
为了在宏观尺度上调整/发展数值模型,即选择合适的湍流模型和实施塞棒吹氩,采用中间包的简化表示,这个数字化的3D视图如图91所示。
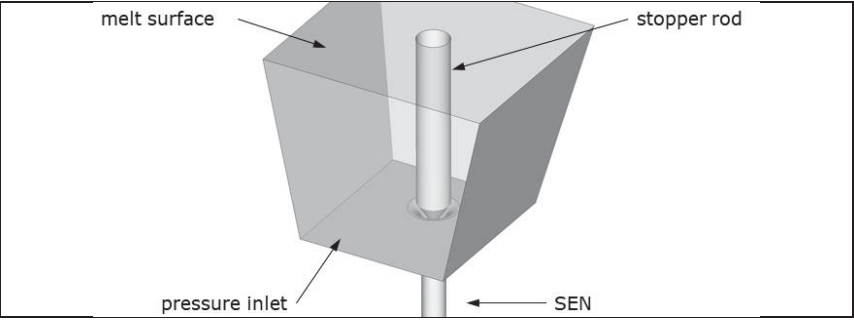
图91 数字化三维视图(BFI)
图92显示了研究的湍流模型的钢水流通量,包括所有选择模型的平均值。除湍流模型外,塞棒的抬升高度也不同,即塞棒与水口之间的间隙大小不同。必须注意的是,墙体处理对结果的影响不大。此外,所有类型的湍流模型在钢水流通量方面都显示出相似的结果。基于这些结果选择合适的湍流模型是困难的,甚至无法消除单一的湍流模型。为此,我们进行了文献调查。总结了中间包宏观数值模拟中不同湍流模型的主要特点和优缺点: [18]
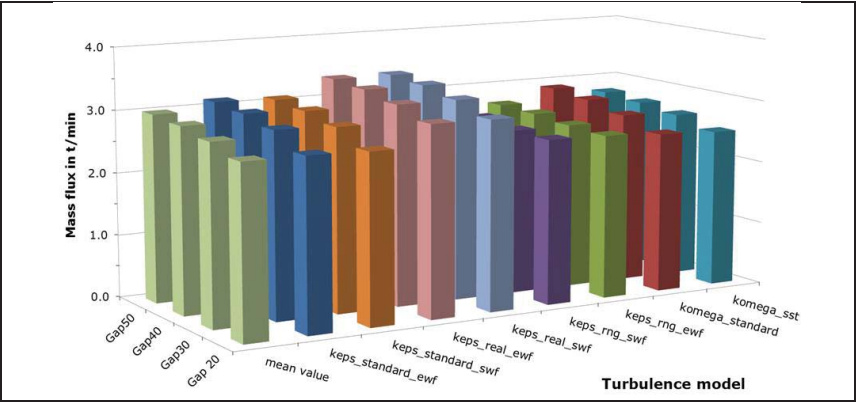
图92 数值域三维视图(BFI)
与标准模型相比,RNG k-ε模型具有以下优点:改善了应变流动,考虑了低雷诺数影响到粘性亚层,改进了传热评估。
k-Ω-model在靠近壁面处表现出较大优势,但在芯部钢水流动方面表现薄弱,它很好地适应了NMI析出沉淀所引起的内壁生长的微观模型。
宏观尺度的数值模型选择RNG k- h模型
氩气泡考虑
宏观尺度上的数值模型考虑了塞棒尖端的气泡现象,在这个模型中,Ar的密度是根据理想气体定律计算的:
 (5)
(5)
公式里有气体密度ρ,静压p,温度T,单个和通用气体常数Ri, R和分子重量M,对于氩气单个气体阐述由下式给定:
在参考文献18中,16吨中间包的温度下降值估计为∆t = 4,63K,对于宏观模型,假设离开塞棒尖端的氩气在塞棒杆内腔加热,近似的认为等于钢的熔点温度,因此,估算出Ar气体温度降的最大值∆Ar,max=5K。由此得到Ar密度为:

在假定的温度范围内密度的增加约为0. 3%,由此产生的Ar气泡半径的减小可以近似估计为0.1%。图93为简化模型中间包中Ar气泡的分布,氩气的体积流量设定为工业生产数值为 。
。
图93(a)所示的是浸入式水口温降,明显低于整个中间包,即∆TSEN <0.5 K,根据这个结果,图93 (b)增加了密度,以及由此产生氩气泡半径的减少,小于上述粗略的估计。没有考虑Ar气泡的聚集。
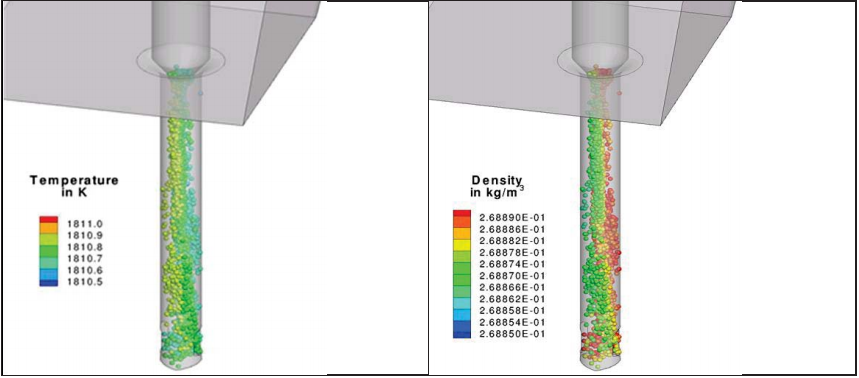
图93 模型中浸入式水口中Ar气泡的分布着色表达,(a)温度,(b)密度
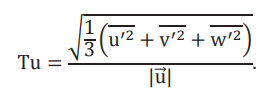
在浸入式水口中的氩气泡的运动产生了额外的动能,从而影响了湍流的波动。图94显示了氩气泡和没有氩气泡时的湍流强度,湍流强度表示湍流波动的大小,它是无量纲的,定义为:
 (6)
(6)
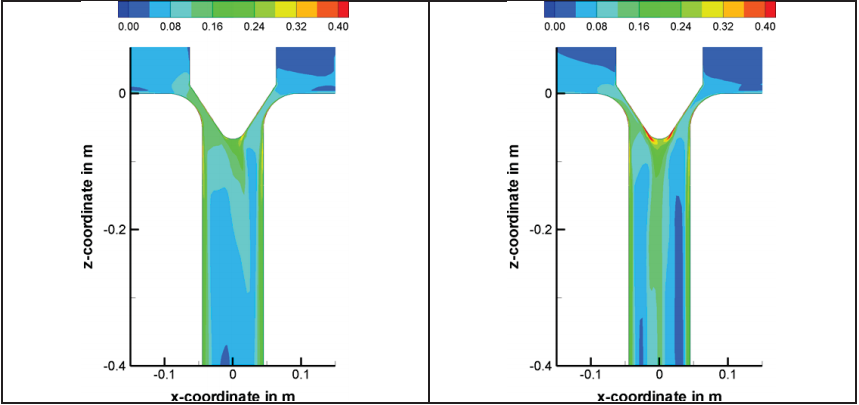
图94 在塞棒区域和SEN(BFI)的湍流强度,(a)没有氩气泡,(b)有氩气泡
在图94 (a)中没有氩气泡的非对称分布明显,在图94 (b)中有氩气泡有轻微均匀分布现象。由于氩气泡和钢液的相互作用,SEN中心的湍流强度增加。此外,在塞棒尖端附近的湍流强度也有所增加。
团聚影响因素
图95显示了非金属夹杂物NMI浓度对粒子团聚的影响,最初的直径分布是黄色的,有一个细的黑色框架包围。低的非金属夹杂物NMI浓度也降低了夹杂物粒子碰撞的概率,即对直径分布的影响很小。图95中的红色条形图表示夹杂物浓度降低,实际上与初始直径分布只有轻微的差别。绿条表示的浓度增加导致了直径分布的显著差异——正如预期的那样,这是由于NMI碰撞的概率大大增加所致。直径为1μm的夹杂物完全消失,其平均值由3 μm转变为13 μm。这与工业生产上得到的试样检验不一致,但表明夹杂物团聚模型是基本正确的。预设夹杂物NMI直径分布结果表明,1 μm的小直径的夹杂物仍然存在,但是明显减小,平均直径现在移到了5 μm。这是一个额外的指标,表明团聚可能的结果取决于初始夹杂物NMI的浓度。
图95 夹杂物NMI浓度对团聚(BFI)的影响
图96显示了不同湍流模型的夹杂物NMI分布。很明显,特别是k-H可实现湍流模型与增强水口型壁处理显示出强烈的差异,特别是在大直径的夹杂物出现的结果。在k-Ω标准模型中可以检测到类似但较弱的趋势,可以说明,对同一湍流模型实施不同的型壁处理会导致夹杂物NMI团聚方面的差异消失。标准型k-H湍流模型和RNG湍流模型的结果具有可比性。
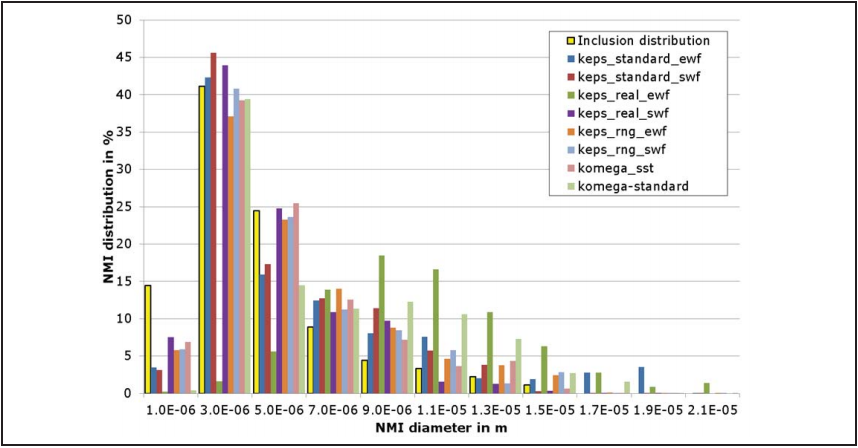
图96 湍流模型选择对夹杂物NMI团聚的影响
C.2 微观尺度数值模型的发展
建立了水口堵塞的瞬态模型,非金属夹杂物在浸入式水口SEN内壁上的沉积导致堵塞主要涉及四个阶段,如图97所示:
(a) 湍流流动和悬浮颗粒向水口内腔型壁面的输送。
(b) 流体-壁面相互作用及型壁面颗粒的粘附机理。
(c) 水口阻塞的形成和生长。
(d) 流体将堵塞物碎裂形成碎片。
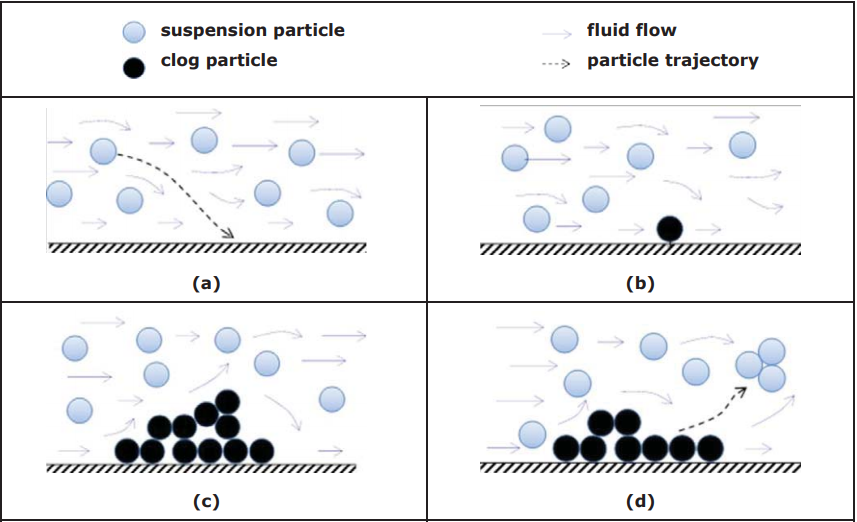
图97 堵塞/结垢现象示意图(UNILEOB-SMMP)
为模拟瞬态堵塞过程,建立了一个微观层面的模型,包括图97中的(a)-(c)步骤。在当前版本的微观尺度模型中,步骤(d)—忽略堵塞物团聚形成碎片的过程。Eulerian-Lagrangian方法是一种用于悬浮颗粒物以及特别关注的沿着型壁流体的方法[3]对应图97 (a)。一个简化处理实施模型,夹杂物粒子之间的相互作用和粗糙的水口内壁对应图97 (b),以及和一个新的采用算法跟踪图97 (c)所对应的堵塞增长情况。
在湍流边界层中,向型壁面或从型壁面运动的夹杂物粒子主要受粒子之间的相互作用和所谓的流动的“相干结构”控制。[19]因此,钢水流动中的夹杂物颗粒(y+≥100)使用随机游走模型处理,当粒子进入湍流边界层(y+ < 100)时,近壁随机模型控制粒子运动。
在阻塞初期,颗粒在水口内腔型壁面上的沉积改变了壁面的粗糙度,在阻塞的后期,假设非金属夹杂物NMI粒子在通过湍流边界层并到达边界层时,被水口SEN壁面机械捕获的概率为100%。[20,21]
浸入式水口SEN内腔型壁面粗糙度对壁面附近的流体流动起着至关重要的作用,从而影响夹杂物颗粒在壁面和壁面之间的运移。颗粒在壁面上的沉积改变了壁面的粗糙度。壁面粗糙度变化原理如图98所示。目前的模型考虑了夹杂物颗粒沉积对壁面粗糙度的影响。这被称为堵塞的早期阶段。实验测量给出的初始表面粗糙度轮廓转换为等效砂粒粗糙度。在图98 (a)中绘制任意粗糙度轮廓和粗糙度的平均高度,在控制体中等效高度为沙粒粗糙度如图98 (b)所示。为了实现由于夹杂物颗粒沉积造成的不稳定粗糙度变化,沉积材料的增加被简单地认为是在每个计算单元靠近水口内壁沙粒高度的增加,然后将沉积的粒子从计算域删除。在每个时间段上计算水口内壁墙上的沉积材料的厚度,如图98 (c)。当堵塞材料需要超过一半的单元大小、当前计算单元相邻墙面被视为多孔介质的黄色,见图98 (d)。假设在整个水口表面,它属于当前的计算单元,完全被沉积的粒子所覆盖。
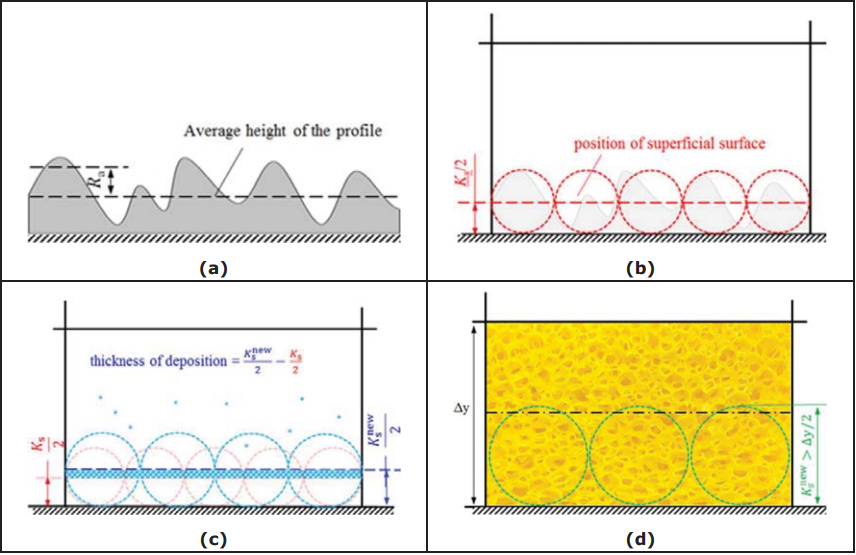
图98 非金属夹杂物颗粒沉积引起的粗糙度变化(UNILEOB-SMMP)(a)任意粗糙度轮廓,(b)等效沙粒粗糙度,(c)粗糙度高度的增加,(d)将单元转化为多孔介质
对堵塞材料的解剖分析表明,堵塞区域是由多孔网络构成的分支结构,并非均匀布置,存在一些直径为Dpor的大孔。用以下参数描述堵塞:氧化铝颗粒直径dp、堵塞的平均固体体积分数和多孔网络中开孔直径dpp,堵塞物的渗透性是由公式7计算:
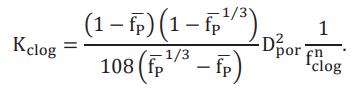 (7)
(7)
式中,n为插值修正指数,fclog为局部计算单元中阻塞所占用的体积。
为了描述堵塞生长的算法,定义并说明了以下单元标记物,如图99所示:
(a) 所有计算单元,包括靠近水口壁的边界单元,最初标记为“白色”单元,如图99 (a)所示
(b)当边界单元内的堵塞超过单元一半时,边界单元标记为“黄色”,如图99 (b)所示。在黄色单元内,随着非金属夹杂物NMI粒子在堵塞前端的沉积,堵塞不断增长和增加。
(c)当fclog达到1.0时,细胞标记变为“红色”,如图99 (c)所示,面结合的邻近单元标记为“黄色”,阻塞物继续在黄色细胞中生长。
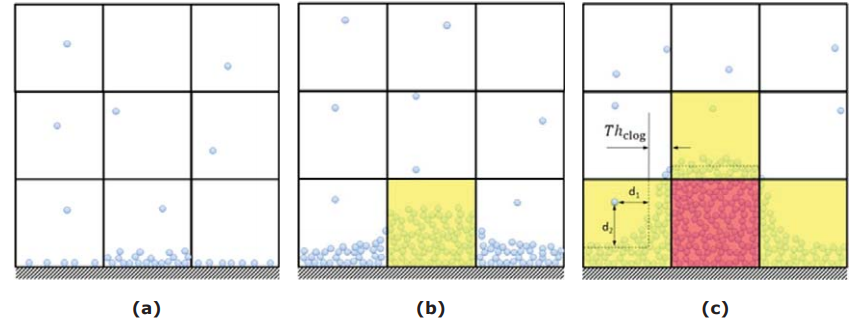
图99 阻塞的起源和生长(UNILEOB-SMMP),(a)阻塞生长的开始,(b)阻塞持续生长到单元区域,(c)将单元转化为多孔介质
为了对COMDIC装置的实验结果进行基准模拟,采用流体体积法(VOF)计算了钢水和空气的两相流动。在炉子的顶端,设置了空气的压力入口边界条件。在水口出口处,为钢水设置了压力出口。在两个边界上都施加了大气压力。所有内壁墙体均定义防滑边界条件。在试验开始前,将350kg的钢放入炉中。熔化后钢水高度为0.275 m,并考虑在熔体顶部有一层厚度为20mm的空气层。钢水在过程开始前被认为是静止不动的。由于重力作用,钢水通过台流出,形成的体积间隙不断地被来自入口的空气填满。水口壁面初始粗糙度高度为1.0 × 10-5 m,如前所述,随着夹杂物颗粒的沉积而增加。剪切应力输运(SST) k-ω模型适用于湍流模型,因为在近壁面区域设置了特殊的集中聚集。该湍流模型有效地将近壁区域k-ω模型的坚固精确公式与远场k-ε模型的自由流独立性联系起来,模拟中使用的物理性质和数值参数如表19所示。
表19 物理性质和数值参数(UNILEOB-SMMP)
图100显示了水口一半中的流动模式,图100 (a)为注入非金属夹杂物NMI粒子前的流线,即水口型壁面仍然是干净的。图100 (b)为清洁壁面的对称面,图100 (c)为NMI颗粒注入后堵塞壁面200秒的速度大小和湍流动能等高线。堵塞的水口中最大速度变化不明显,然而,湍流动能与清洁的水口条件相比,在堵塞面积上增加了约5个数量级。
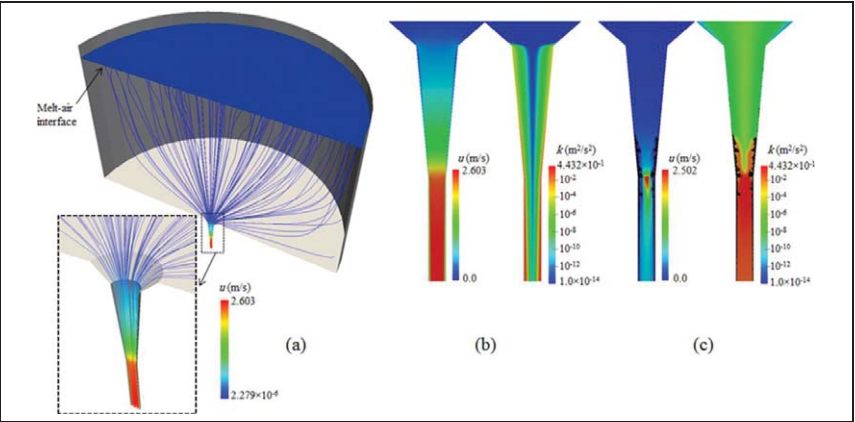
图100 流动特性:(UNILEOB-SMMP), (a)钢水流动流线,(b)速度大小和扰动,清洁水口中钢水的动能,(c)速度大小和湍流,堵塞水口中钢水在200秒后的动能,堵塞用黑色表示
进行了全三维计算,但这里只显示了一半区域内的流场图形,图101显示了堵塞的演变。堵塞前沿的快照和横截面图说明了图101 (a)中堵塞沉积的增长情况。50秒后,水口最窄部分和中部部分被夹杂物沉积颗粒覆盖了型壁,然后,在100秒和150秒后,粗糙型壁在随机位置形成。在200秒和250秒时的快照显示,有些凸起增长得更快,特别是在最窄部分的顶部。最后,堵塞沉积物不断增长,直到水口的横截面完全被堵塞。图101 (b)显示了非金属夹杂物NMI粒子注入后的200秒的流线阻塞的放大图,在阻塞形成后,不稳定的流动模式导致不规则的阻塞增长。
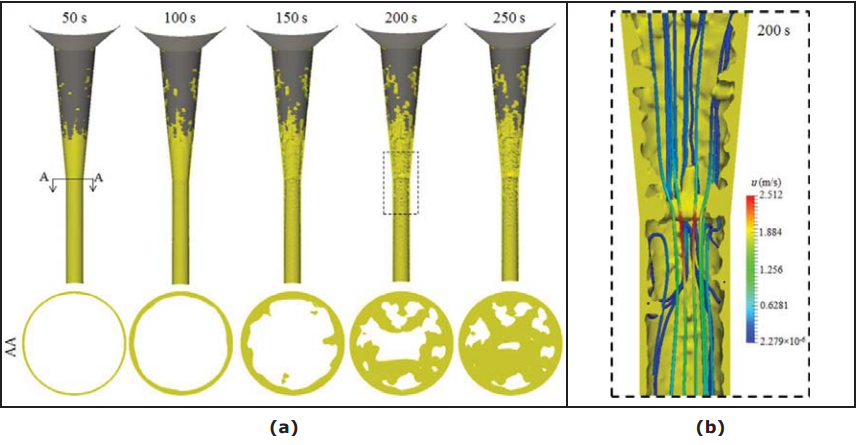
图101 (a)水口内堵塞的演变(UNILEOB-SMMP), (b)200秒后的在堵塞的水口内钢水流动
图102显示的数值结果与附录B.3.1和B.3.2中报告的堵塞计量试验台试验结果的比较,数值计算结果与实验结果吻合较好。然而,该模型普遍高估了堵塞流动程度,在堵塞计量试验台试验中,钢液提前就停止流动。
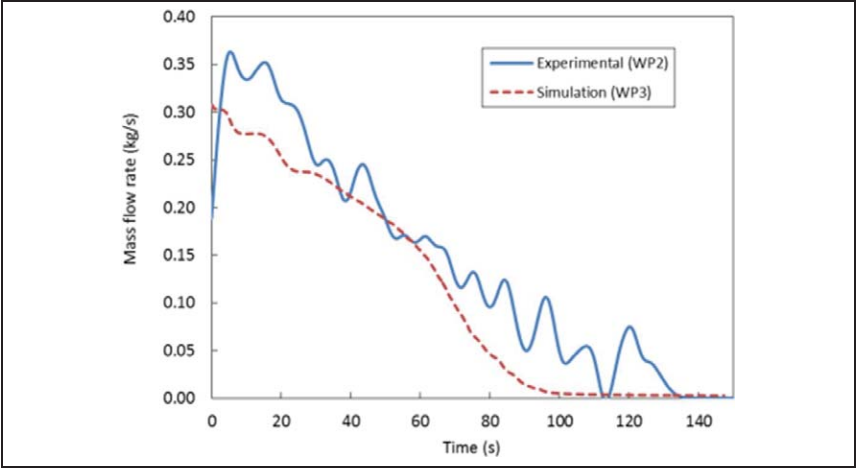
图102 在WP2堵塞计量试验台试验浇铸(WP3)与模拟浇注速率比较(UNILEOB-SMMP, COMDIC)
仿真结果表明,该模型能够再现堵塞现象:
重点计算了靠近水口型壁区域的非金属夹杂物粒子轨迹。
采用与非金属夹杂物颗粒沉积相关的动态型壁面粗糙度来处理阻塞早期壁面特性的变化。
堵塞形成以多孔材料的形式生长,能够“捕获”更多的夹杂物粒子。
考虑了堵塞现象对钢水流动的影响:(1)早期的堵塞是由于型壁粗糙度的变化引起的;(2)而后的阶段是堵塞生长长大。
数值计算得到的堵塞水口定性地与堵塞计量试验台试验得到的堵塞水口一致,如图103所示。

图103 WP2模拟堵塞喷嘴与(WP3)堵塞计量试验台试验的比较(UNILEOB-SMMP, COMDIC)
通过参数研究,进一步验证了模型的网格依赖性、拉格朗日时间尺度、体积平均插值函数和多孔介质处理等重要数值问题,并在[4]中提出。
C.3 钢水流动、夹杂运动和水口内壁粘附
对于中间包内流体流动的研究,与工业伙伴商定了钢水的目标质量流动(SALZF钢厂 61 kg/s – VASL钢厂 58 kg/s)。BFI和UNILEOB-SMMP选择了不同的数值方法应用到这些给定的条件。
在BFI中,我们假定对于一个“干净”中间包,塞棒举升为一个常数,保持钢水的目标质量流量。两个工业中间包塞棒都设置为20毫米。入口区域的压力是根据钢水静压来确定的,即中间包钢水液面高度增加将导致中间包底部钢水静压增加,从而导致钢水流量的增加。在这种方法中,定义钢水流通量定义的参数是水口区域的钢水静压,这个数值可以不断变化,直到达到目标质量流量为止。
图104显示了用宏观数值模型研究的工业上使用单流中间包的示意图,没有考虑详细的浇注区域,在入口区域—用绿色表示—确定钢水静压,塞棒和水口都是黄色的,塞棒上升引起的间隙是一个重要的参数。
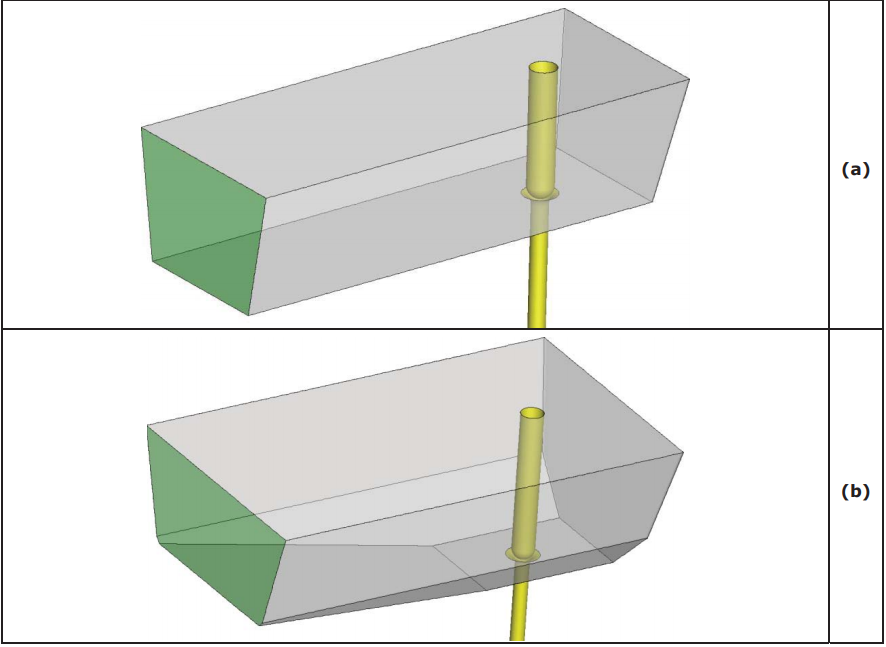
图104 中间包(BFI)示意图,(a) SALZF钢厂中间包,(b) VASL钢厂中间包
利用数值模型研究了中间包钢水液面高度和塞棒升高的宏观尺度变化,对于所提出的每一个参数组合以及每个不同的钢厂中间包,必须生成一个新的数值网格。六面体网格单元的数目是近似的,在350万~ 420万范围内变化,主要是受中间包钢水液面高度的影响。
SALZF钢厂和VASL钢厂的连铸机配有不同内径的浸入式水口, SALZF钢厂为φ80 mm, VASL钢厂为φ75 mm。图105显示了在中间包钢水液面高度决定塞棒升高量,从而保持钢水流通量。塞棒升高量在10mm到30mm之间,钢水流通量的的上升是一个渐近的过程,即对于塞棒上升到一定情况,钢水流通量似乎接近一个恒定值。显然,小间隙的流体机械阻力与所产生的钢水流通量之间是不成比例的关系。
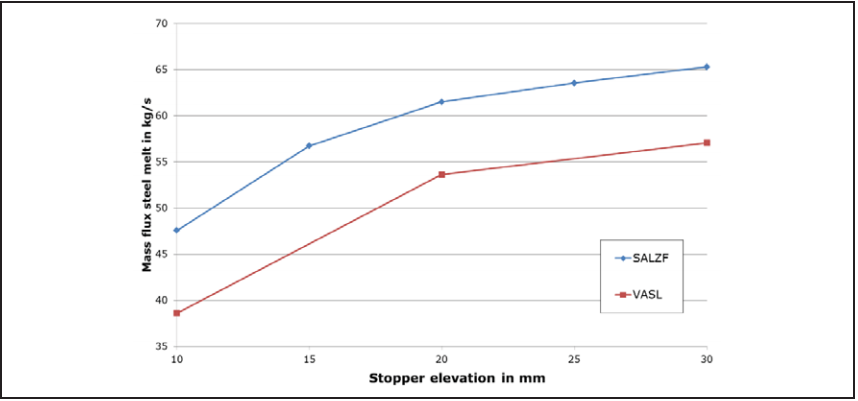
图105 改进塞棒增加钢水流通量。中间包钢水液面高度600毫米(BFI)
在边界条件相同的情况下,SALZF钢厂连铸机的钢水流通量明显大于VASL钢厂连铸机,造成这种现象的原因是不同的水口内径,这一结果与UNILEOB-SMMP的研究结果很好地一致。尽管选择了不同的方法规范边界条件,UNILEOB-SMMP的结论是SALZF钢厂连铸机需要更小的间隙尺寸来达到相同的钢水流通量。图105也实现了这个结论。UNILEOB-SMMP的调查将在本部分附录中解释。
图106显示了塞棒升高数值不变情况下,中间包液面高低对钢水流通量的影响,中间包钢水液面高度在600mm ~ 800mm之间变化。钢水流通量为中间包液面高度大约呈现线形关系。同样,很明显,假设相同的边界条件,VASL钢厂的连铸机较小的水口内径导致较低的钢水流通量,偏差是近似的在12%到16%之间。
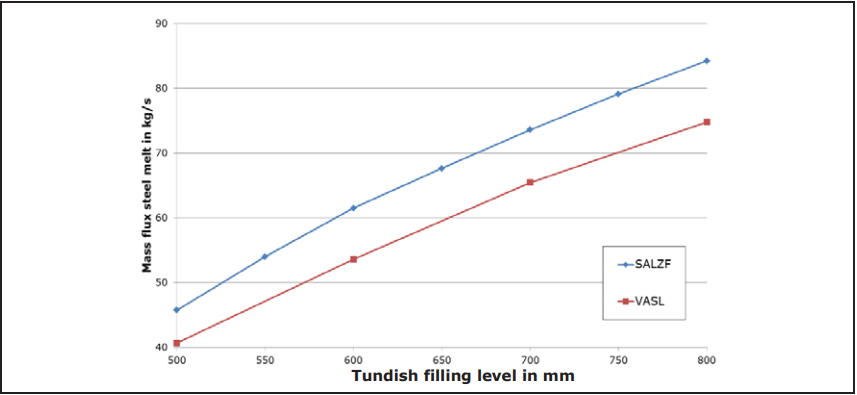
图106 改进塞棒钢水流通量,塞棒提升20mm(BFI)
预计猜想夹杂物的团聚行为主要受钢的速度和湍流波动的影响,图107显示了两个钢厂连铸机中间包钢水液面高度和塞棒升高的极值时钢液的速度大小。典型的所有速度结果是在塞棒和水口间隙的最大速度和在塞棒尖端以下的一个非常低的速度区域,SALZF钢厂与VASL钢厂的连铸机的流通量虽然差异达16%,但是其偏差值很小。一个有趣的观察是,一个10mm小的塞棒升高,导致一个明显效果,塞棒间隙流速达到最大值,即最大的速度出现在最小的间隙情况下。当塞棒升高为30 mm时,速度最大值一定出现在更大的区域,即最大的速度出现在间隙中以及塞棒尖端以下。
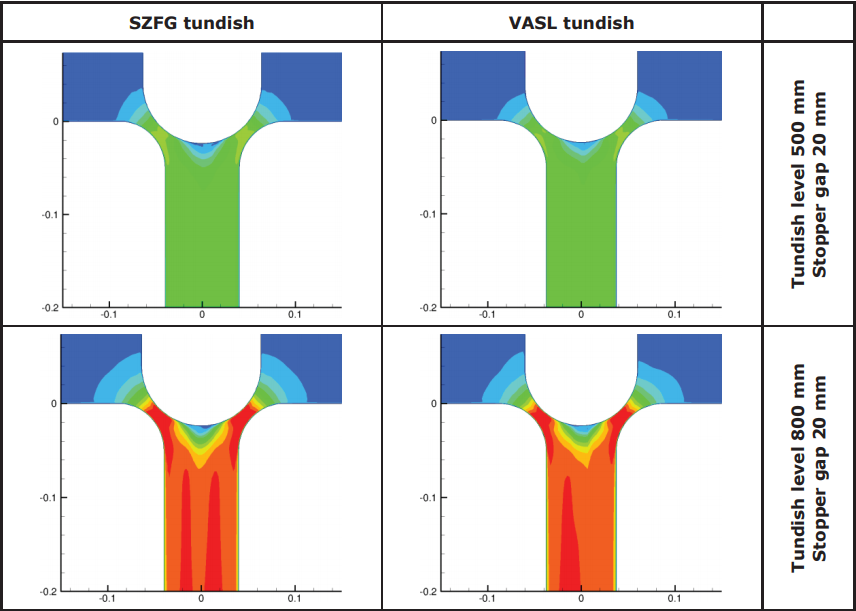
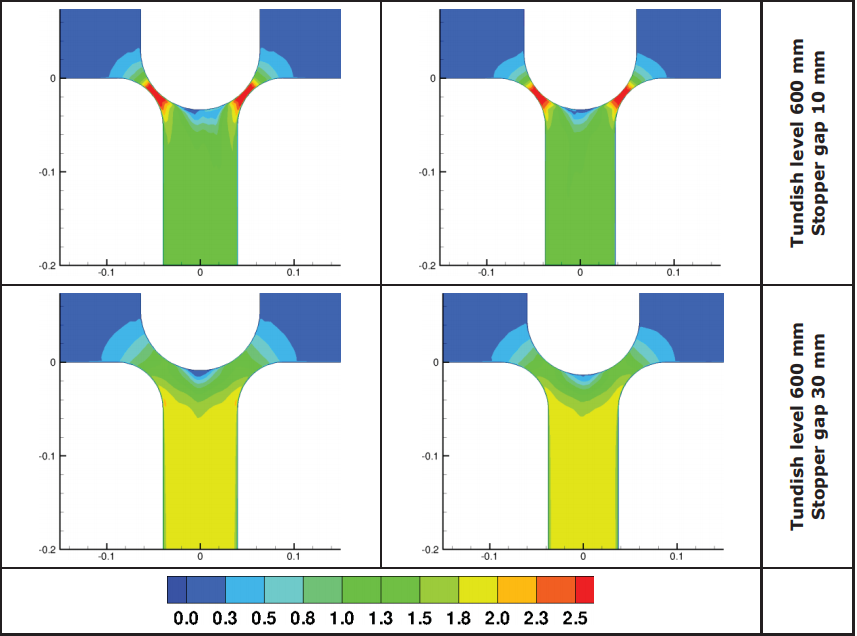
图107 不考虑氩气泡的对称平面速度大小(BFI)
湍流起伏用湍流强度来表示。这个量已经在公式6中引入。图108显示了湍流强度,其速度结果数据显示在图107中。两个钢厂的连铸机的结果没有显著差异。结果与整体速度水平没有直接联系,即湍流强度的最大值可以在整体速度最大的情况下观察到。这些是最大中间包液面高度800mm和最小的塞棒提升10mm情况,在水口下部的速度水平没有显示出对湍流强度最大值的影响,湍流强度最大值的位置在塞棒水口间隙中和以及塞棒尖端正下方。

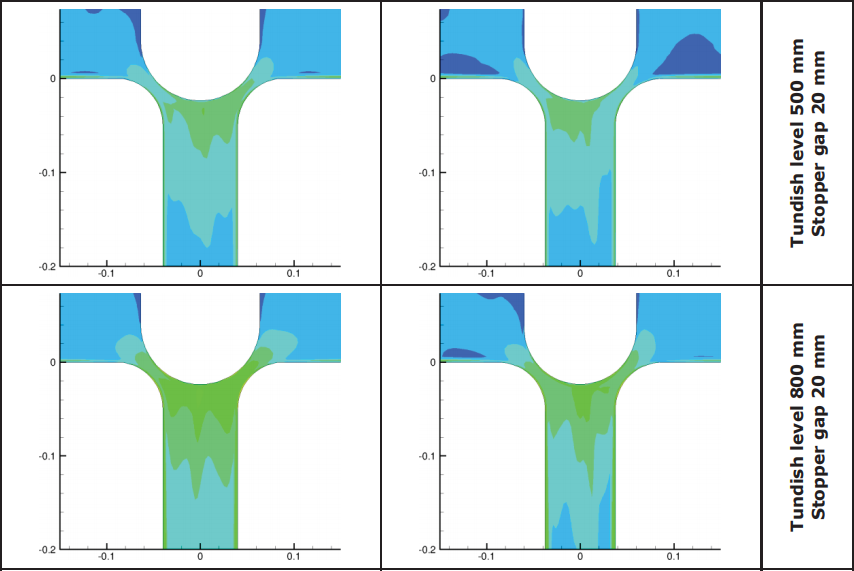
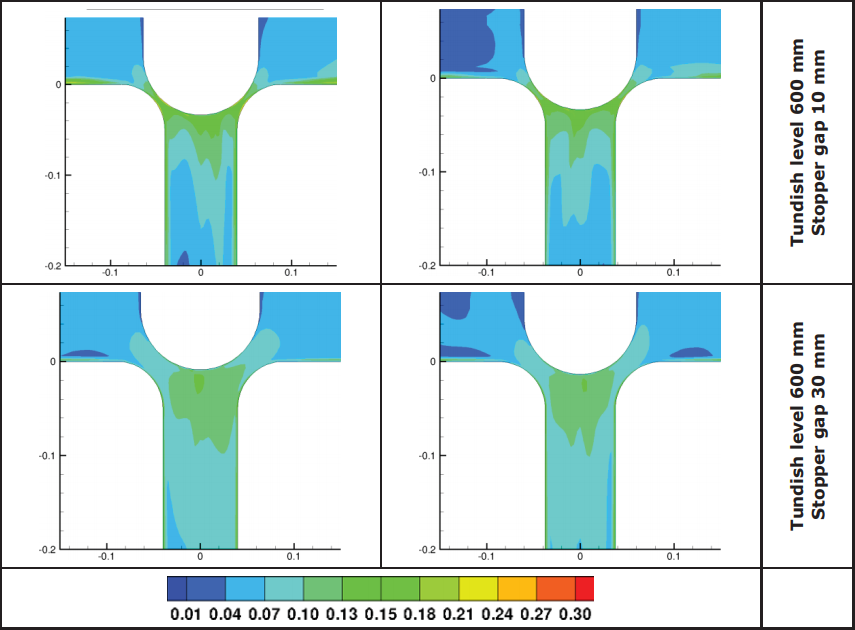
图108 不考虑氩气泡的对称平面湍流强度(BFI)
凝聚计算的初始夹杂物分布来自堵塞计量试验台的试验,如图79所示。在夹杂物团聚检测中跟踪的粒子数在大约在65000个和71000个之间,这取决于中间包的几何形状。图109显示了中间包钢水液面为600mm和在塞棒尖端以下15mm不同的塞棒升高下的两台工业连铸机的结块颗粒分布情况,SALZF钢厂结果为蓝色,VASL钢厂结果为橙色。当塞棒升高为30 mm时,即塞棒区域的速度水平较低时,峰值分别为3.0 μm和3.5 μm。当塞棒升高为10 mm时,即塞棒区速度较高时,峰值分别为4.5 μm和5.0 μm。第一个结论是,小的塞棒升高高度与较高的速度水平相关,导致夹杂物更强的团聚现象,形成更大直径的非金属夹杂物。基本上,与附录C.1中报告的结果相比,夹杂物初始分布的变化导致了夹杂物尺寸分布的变化,峰值直径总体上看较小。
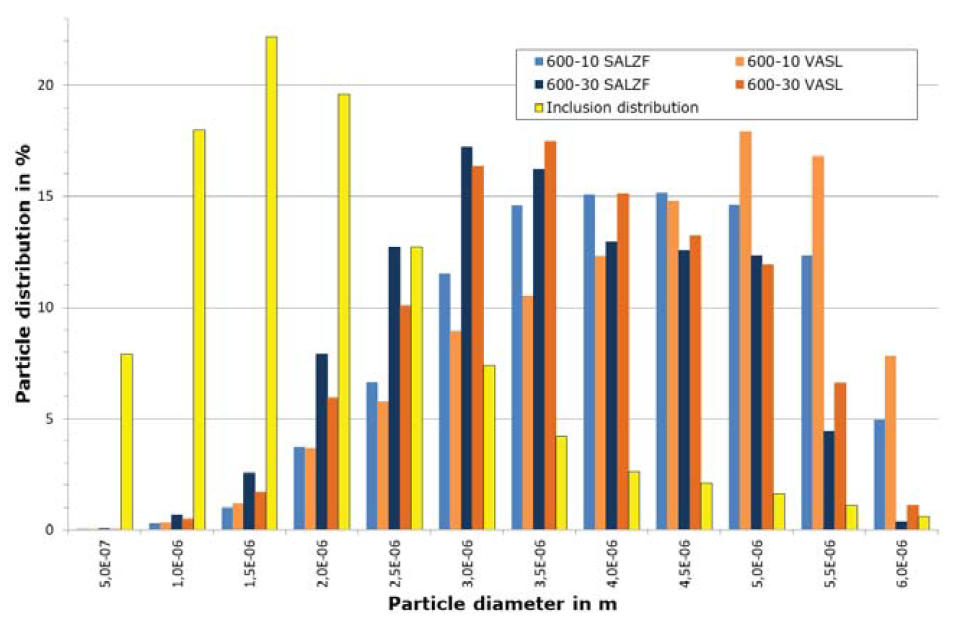
图109 钢水液面600mm情况下塞棒升高高度对夹杂物团聚的影响(BFI)
图110再次显示了两个钢厂连铸机在不同中间包钢水液面下的相应结果,结果表明,SALZF钢厂连铸机在2.5 ~ 5.0 μm范围内的结果差异不大,只有一个异常值,但速度和湍流度有明显差异。对VASL钢厂连铸机的团聚计算结果表明,在800 mm中间包液面高度下,夹杂物团聚峰值为3.0 μm;在500 mm液面高度时,夹杂物团聚峰值为5.0 μm。这意味着中间包充液面较低,随着充液面较低,非金属夹杂物尺寸越大。中间包液面高度对VASL钢厂的连铸机结果很敏感。在SALZF钢厂500-20(中间包钢水液面高度500mm,塞棒提升20mm)情况下,直径φ2.0 μm的夹杂物消失了,这里不能进行详细的解释,并被判定为异常值。
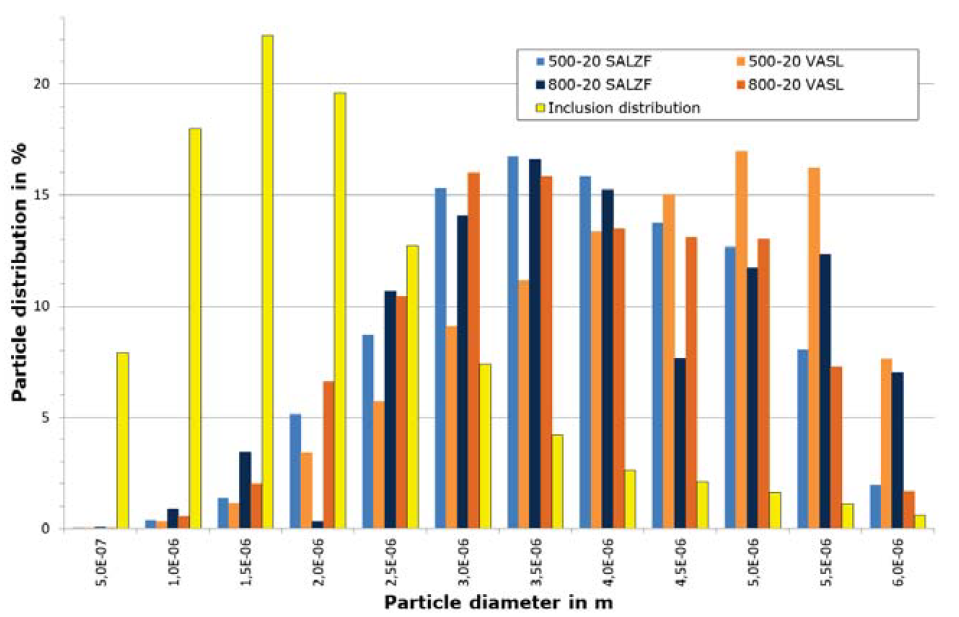
图110 中间包钢水液面高度对夹杂物团聚的影响
在UNILEOB-SMMP中,过程模拟分两个步骤进行,计算域的几何形状和边界条件如图111所示。步骤1考虑具有水口SEN上部的中间包,如图111 (a)所示,目的是为了找到堵塞模拟所需的塞棒位置和合适的流动边界条件,如图111 (b)所示,即在简化的计算域内的步骤2,塞棒间隙不断变化,直到达到钢水的目标流通量。对于第一步的计算,考虑了钢液和空气的两相流动,利用获得的基于目标钢水流通量的间隙尺寸信息,设计了用于第二步堵塞模拟靠近塞棒区域的几何形状。
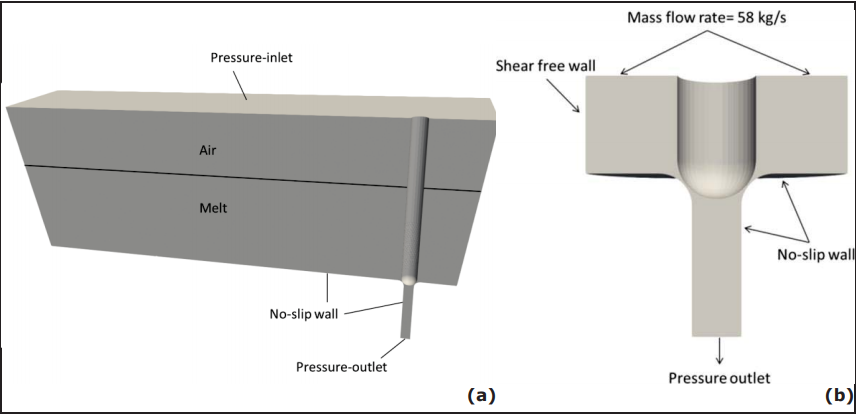
图111 几何尺寸和边界条件(UNILEOB-SMMP),(a)步骤1:全局流动计算,(b)步骤2:阻塞模拟
为了描述流体流动和阻塞增长之间双向耦合的重要性,进行了一个附加的数值模拟,忽略了阻塞增长的步骤。这是通过在撞击壁面后去除非金属夹杂粒子来实现的。不同时间浸入式水口SEN壁上颗粒沉积质量分布如图112所示。两种情况下的所有模拟设置是相同的。只有一种情况(左列)忽略了堵塞增长步长,即左列为单向耦合结果,右列为流体流动与堵塞增长的双向耦合结果。考虑到阻塞的生长,将计算单元的夹杂物沉积凸出水口内腔壁面上,可以比较两种情况(考虑和不考虑阻塞生长步骤)的沉积质量结果。两种模拟的粒子注入速率均为1.21 x 10-4 kg/s。结果表明,两种情况下颗粒沉积的临界区域即堵塞是不同的,在无阻塞生长的情况下,临界区在塞棒和水口的间隙区以下。考虑到堵塞的增长显示了额外的夹杂物沉积,即间隙似乎也是堵塞的关键因素,因此,忽略阻塞生长对颗粒沉积的影响可能会导致模拟结果的错误。
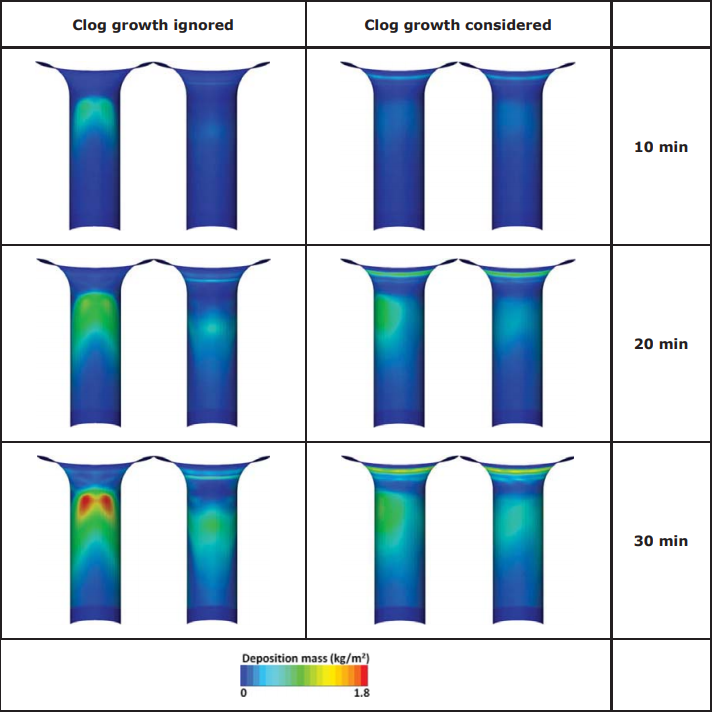
图112 水口内壁上颗粒沉积质量分布
研究了中间包钢水液面高度作为影响堵塞的工艺参数,采用了两种中间包钢水液面高度(0.5 m和0.8 m)。塞棒与水口间隙尺寸进行调整,以达到相同的钢水流通量,所有其他仿真参数保持不变。沿水口SEN内壁的粒子沉积如图113所示。虽然工业经验表明中间包钢水液面高度影响堵塞[5],但在考虑的情况之间没有发现显著差异,中间包液面高度可能会改变进入浸入式水口夹杂物的大小和数量,这在微观尺度模型中是不能考虑的,这可以解释中间包钢水液面高度对颗粒沉积的影响可以忽略不计。
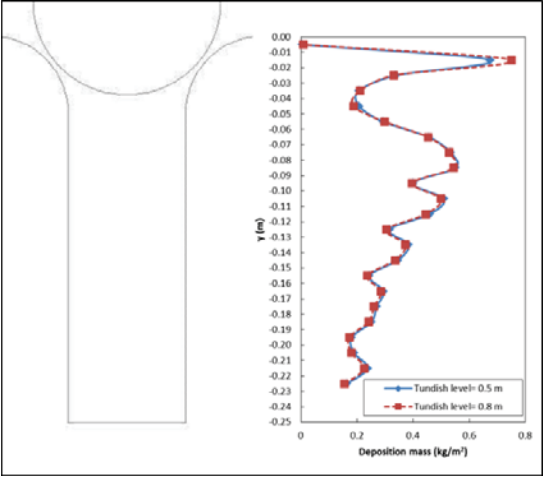
图113 两个中间包钢水液面高度夹杂物颗粒沉积质量(UNILEOB-SMMP)
SALZF钢厂和VASL钢厂的连铸机的塞棒和水口对堵塞的影响进行了研究,两种连铸机靠近塞棒区域的几何形状相似,仅仅是水口内径不同,即VASL钢厂为φ75mm, SALZF钢厂为φ80mm。因此,建立了两个不同水口直径和不同间隙尺寸的数值域,以保持两种情况下钢水流通量恒定。两种水口直径下的夹杂物颗粒沉积质量结果如图114所示,结果表明,SEN直径越小,颗粒堵塞量越小,夹杂物颗粒沿水口内壁沉积越均匀。
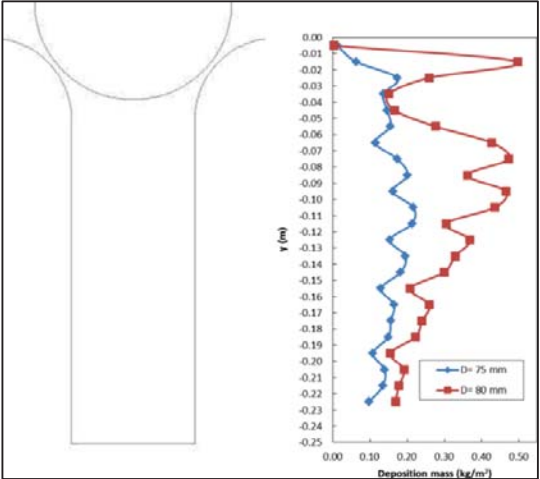
图114 两种水口直径的夹杂物粒子沉积质量(UNILEOB-SMMP)
可以从两个不同水口流动模型发现可能的原因,较大直径的水口需要较小的塞棒间隙尺寸,以保持钢水流通量恒定,因此,如图115和图116所示,相对于较小水口,较大水口内的钢水速度和湍流动能都较大。在这里,速度和湍流动能用三次不同的时间段说明。
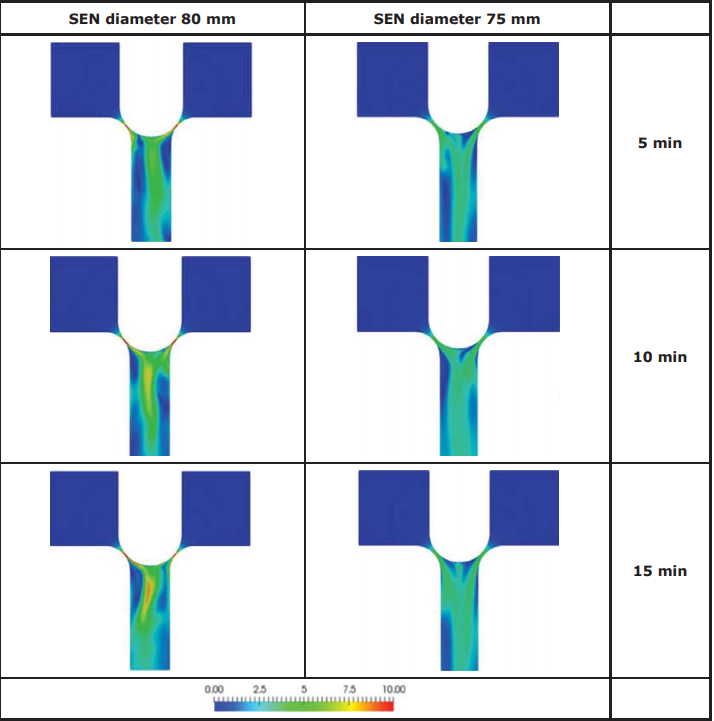
图115 对称平面的速度大小(UNILEOB-SMMP)
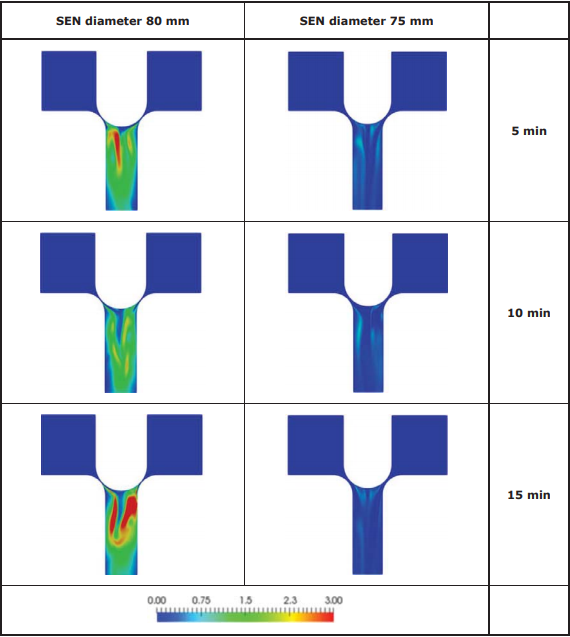
图116 对称面湍流动能(UNILEOB-SMMP)
氩气吹扫是连铸浇铸过程中防止堵塞的常用方法,然而,在当前版本的微观模型中,没有考虑非金属夹杂物粒子和Ar气泡之间的相互作用,在微观尺度下寻找湍流边界层中主要成分(气泡、颗粒、壁面)之间的准确相互作用需要更深入的研究,这超出了本项目的范围。提供一个关于Ar清除对水口堵塞影响的精确陈述是困难的。一方面,氩泡可以收集夹杂物。当含颗粒的气泡靠近壁面时,接近壁面的概率小于类似位置的“自由”非金属夹杂物粒子。氧化铝颗粒比气泡更容易通过靠近壁面的薄层流层。因此,通过吹扫可以减少夹杂物颗粒在水口壁上的沉积。但是另一方面,吹Ar气泡增加了水口的湍流波动,从而增加了夹杂物粒子的沉积。
C.4 改进塞棒和钢水流动方法验证
在以前的RFCS研究项目中,推导出了一种新的塞棒几何形状[5],该设计的目的是修改钢水流动条件,导致流向平行于水口内壁墙。其基本思想是避免流动再循环,加速钢水靠近水口,以防止堵塞沉积。考虑的结果是设计一个漏斗形的水口,应使钢水流方向向下,平行于水口内壁,避免在水口内壁墙处形成回流区。然而,这种设计的应用将在塞棒下方形成另一个回流区,假定在这个位置,回流区不会引起堵塞问题。此外,惰性气体通过塞棒头部喷射也会对其产生影响。漏斗形塞棒设计进行了三种修改:一种是和原来相近的平头,两种是椭圆头,目的是避免塞杆下方的回流区,不同的椭圆形修改是一个20毫米的扩展。这些修改如图117所示,其中塞棒为白色,钢水为灰色。考虑了两个塞棒升高(10mm和25mm)的参数,以及两个中间包钢水液面高度(500mm和800mm)。这些方法在SALZF钢厂连铸机中进行了数值试验。
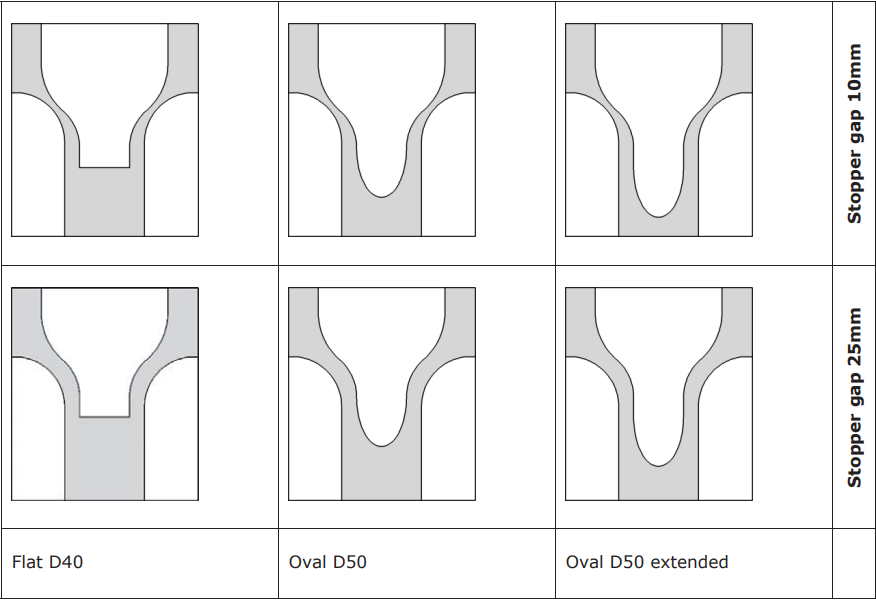
图117 改进的塞棒形状钢水流动原理图(BFI)
图118显示了不同塞棒升高高度、两种修改以及原始塞杆设计下钢水的流通量。可以观察到两个主要影响因素:钢水流通量水平降低,即两种修改都造成流体机械阻力的增加。此外,与原始设计相比,渐进过程似乎更清晰,两种效应结合在一起被认为是合理的。
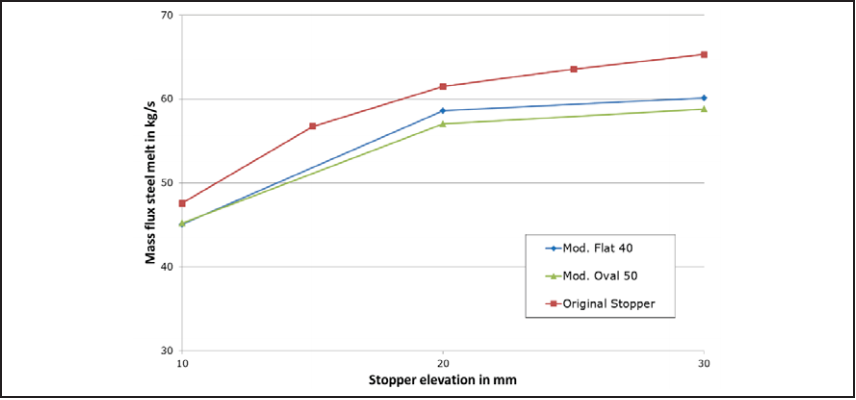
图118 改良塞棒钢水流通量,中间包液面高度600mm(BFI)
图119显示了中间包钢水液面高度和塞棒提升高度最大值时塞棒调整的速度,塞棒头部的平面修改和椭圆修改显示了预期的速度场,钢水沿垂直方向的延伸速度的最大值沿水口内壁方向流动。此外,塞棒下方的回流区域是可见的,对于塞棒头部的平面设计,回流区域较大;而对于塞棒头部椭圆形设计,回流区域较小。然而,椭圆的结构显示了水口内不对称流场的趋势,一个可能的解释从中间包流入的钢水是不均匀的。中间包的入口在图的左边,中间包钢水液面高度和塞棒提升高度的影响基本上与附录C.3中报道的原始塞棒相当。
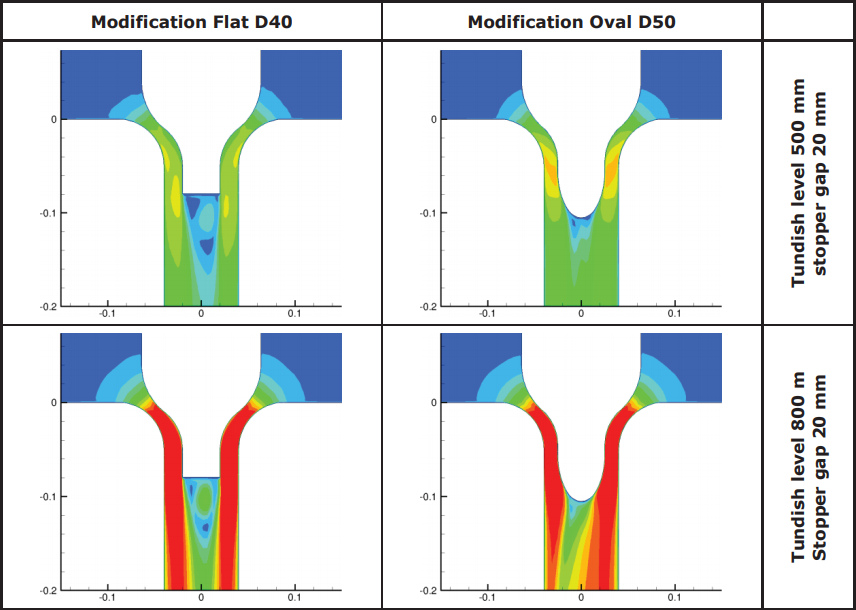
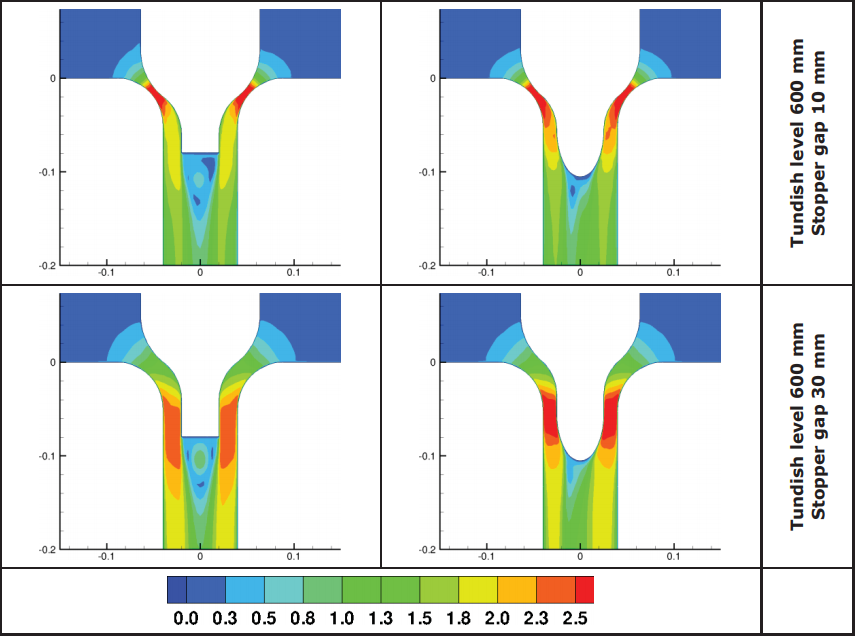
图119 对称平面内的速度(BFI)
图120为湍流度对应的结果,局部极值的位置如预期的那样在塞棒下方。在这种结构中,湍流强度的总体最大值是在观察到局部速度时确定的,即中间包液面最大值和塞棒提升的最大值。局部极大值的位置不在塞棒间隙内,而是在塞棒的下方。与图108中最初的塞棒设计相比,湍流强度水平更高。同样,对于塞棒头部椭圆修改,可以观察到一个向水口左边方向的非对称分布。然而,对于塞棒头部的平面设计,湍流强度显示出一个轻微的趋势,向水口的右方,特别是在20mm的塞棒提升高度时候。
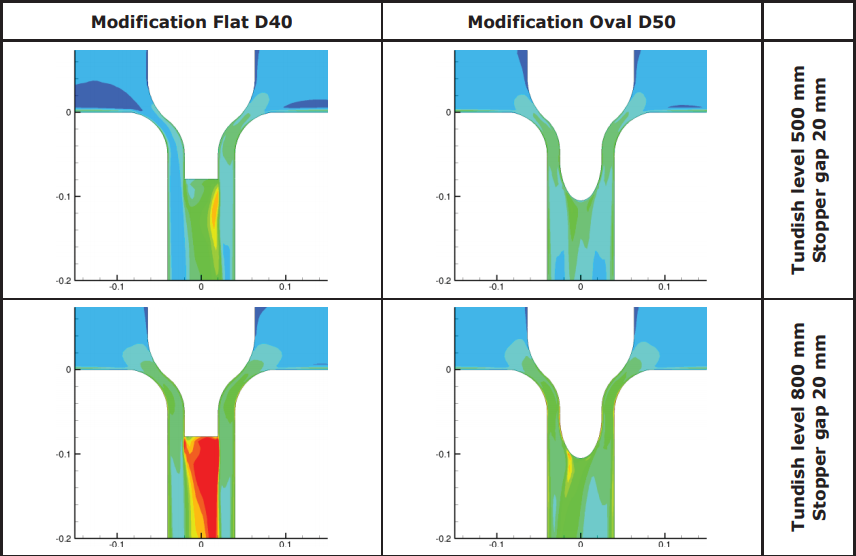
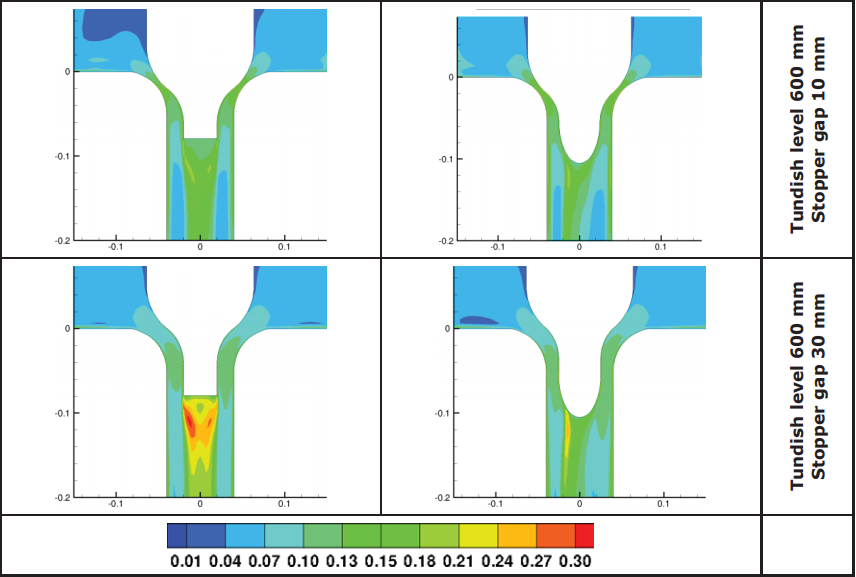
图120 改进塞棒头部形状的对称平面湍流强度(BFI)
图121显示了根据中间包钢水液面高度对塞棒进行扁平和椭圆形修改后的夹杂物团聚结果。附录C.3中报告的主要结果得到了证实,即塞棒提升高度越小,非金属夹杂物的直径越大。虽然塞棒间隙内的速度发生了明显的变化,但塞棒几何形状的改变对非金属夹杂物的团聚影响很小。
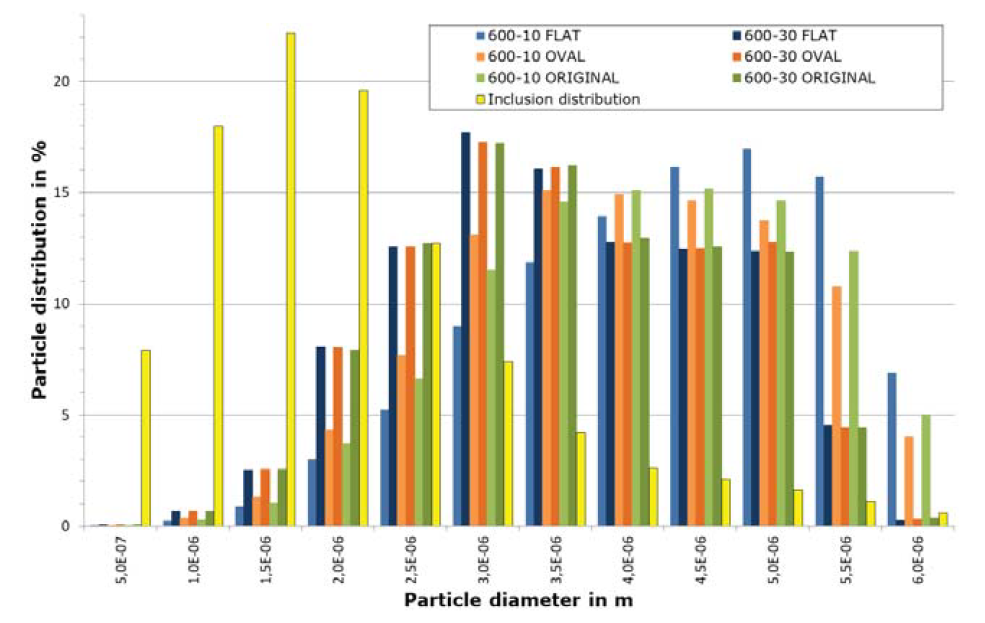
图121 改进塞棒头部后提升高度对团聚的影响(BFI)
图122显示了改进的塞棒头部几何形状和中间包钢水液面高度对夹杂物团聚的影响。可以得出两种不同方向的观察结果,与原来的塞棒头部几何形状相比,椭圆形的修改大致讲是增加了非金属夹杂物的直径。只有最大中间包高度800mm和最大水口直径两个因素的影响不能确认。对于塞棒头部平面的修改,可以发现夹杂物朝向更小直径的轻微趋势,但必须指出的是,这一发现确实只是微弱的。
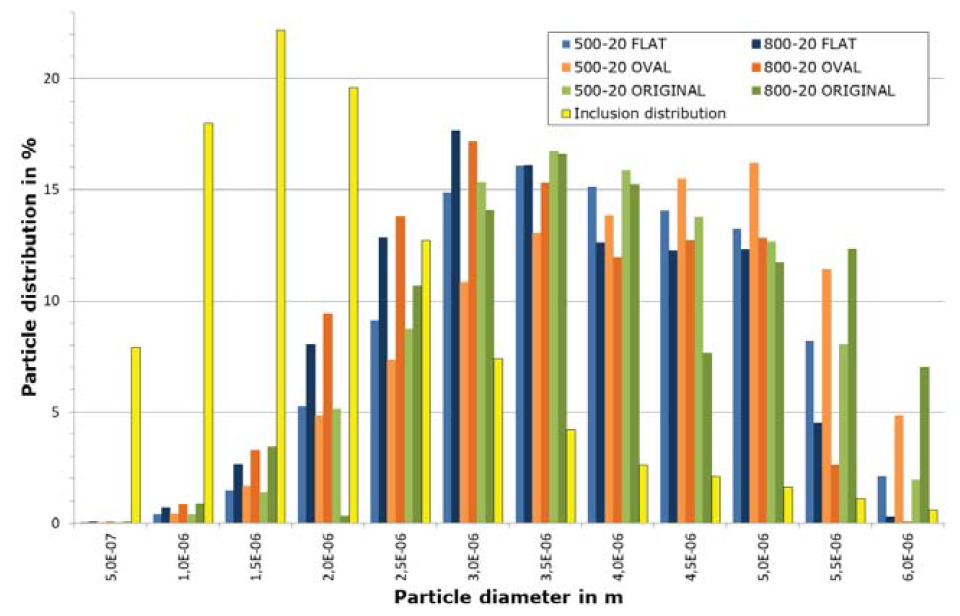
图122 改性塞料充液量对中间包团聚的影响
使用Ti作为稳定元素的ULC钢种连铸过程中对水口的堵塞是非常敏感的,对加Ti的ULC钢种引起的的堵塞现象仍然缺乏完整全面的理解。
在WP1中对可能引起的堵塞理解进行了阐述,使用扫描电镜对用后堵塞的水口进行解剖分析检验,在VASL钢厂使用新的方法来确定水口沉淀物的组织、尺寸和成分。
在WP2工作中,由工业合作伙伴给定水口堵塞促进参数,实验室规模的试验和文献进行了阐述整理,并对钢与非金属夹杂物的润湿行为进行了调查研究,钢的成分、二次氧化形成的粒子和连铸参数对水口堵塞率在实验室的堵塞检验试验台进行实际实验和检验。
在WP3工作中,两个钢厂的工业生产连铸机形状和参数用来进行数值模拟非金属夹杂物的团聚和水口内壁上的沉淀,并对塞棒端部的形状进行修改设计,改变钢水流动使得钢水进入水口后沿着内腔壁平行向下平行流动,对此进行了调研。
在WP4工作中,在VASL钢厂完成试验,为了评估非金属夹杂物在RH脱气过程中的演变,有用的参数是非金属夹杂物的数量以及它们的类型。在SALZF钢厂项目执行过程中使用RH脱气装置进行试验,这些试验能够对VD和RH脱气工艺进行直接的对比。
研究结果已经做了概述和建议指导。
唐杰民2021年5~6月在安徽黄山市屯溪翻译完成,感谢黄生龙提供英语资料,水平有限,翻译不准和错误之处,请各位看官给予指正。
(全文完!感谢各位看官的辛苦阅读!)
