
非稳态连铸轴承钢铸坯中夹杂物的空间组成分布预测
Prediction ofSpatial Composition Distribution of Inclusions in the Continuous Casting Bloomof a Bearing Steel under Unsteady Casting
通过工业试验和理论计算,研究了中间包连铸开浇起步轴承钢大方坯头坯中的非金属夹杂物的转变。采用传热、热力学、动力学和工业参数相结合的综合模型,预测了连铸大方坯中夹杂物的空间成分分布,研究了冷却速率对夹杂物成分转变的影响,连铸中间包头坯的总氧含量从12 ppm开始逐渐减少到10米长度时候的7 ppm,总氧含量的减少导致夹杂物中的氧化铝含量从开始头坯时候的70%不断下降,当连铸坯达到10米长度时候降低到50% 。连铸过程中夹杂物的转变优先发生在铸坯厚度的四分之一处,然后这个夹杂物转变区逐渐从铸坯的亚表面向中心移动。建立夹杂物的等温相变图和连续冷却相变图,表征了夹杂物的相变动力学。在连铸坯实际冷却过程中,铸坯亚表面的夹杂物在结晶器一冷过程发生转变,铸坯中心夹杂物在空冷区发生转变。连铸坯中夹杂物的转变率主要由冷却速率决定,温度决定夹杂物的转变率。
关键词:预测;成分分布;夹杂物;轴承钢;连铸大方坯;动力学;热力学;总氧含量
1. 引言
轴承钢的超高性能的日益增长的需求要求严格控制钢中的非金属夹杂物。[1~6]对轴承钢中夹杂物在炼钢初炼[7]、精炼[8,9]、钙处理[10]、连铸[11]和电渣重熔[12,13]过程中的演变和转变进行了大量的研究,以及少量在钢的冷却和凝固过程中夹杂物成分转变的研究。[14,15]最近一些年来,钢中夹杂物的瞬态演化调研吸引了大量关注,使用动力学模型来预测了在精炼过程中钢水夹杂物成分上的变化,[16~27] ,以及在在铸坯加热过程中的变化。[26~32]使用流体流动,热传递和凝固,钢中夹杂物的碰撞和运动,对连铸坯横截面上的夹杂物的空间分布和尺寸大小进行预报,[31,33~35] 作者预报了在重轨钢铸坯中夹杂物在空间上的分布,[36]然而,估计轴承钢的夹杂物成分的空间分布少有报道,这恰恰是对铸坯产品的夹杂物的精确控制非常重要。
本文通过工业试验和热力学计算,研究了在轴承钢连铸坯中非金属夹杂物的变化规律。讨论了连铸坯浇注开始时夹杂物成分的转变,并利用综合模型预测了连铸坯整个横截面夹杂物成分的空间分布,研究了连铸坯冷却速率对夹杂物相变的影响,绘制并讨论了夹杂物成分中相变比率的时间-温度-相变(TTT)图和连续冷却相变(CCT)图。
2. 工业试验与分析
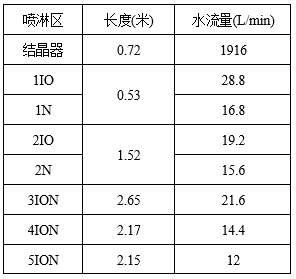
目前轴承钢的生产工艺路线是碱性氧气转炉(BOF)→钢包精炼炉(LF)→真空脱气(VD)→连铸CC→轧制。在转炉的出钢期间,添加铝合金到钢水包中沉淀脱氧,添加SiFe合金到渣面上进行扩散脱氧,以此来降低钢中的溶解氧到ppm的水平上来,最终在稳态连铸条件下的钢水中的全氧含量约为5 ppm。铸坯的断面几何尺寸为310 mm × 480 mm,拉速为0.51 m/min,中间包钢水温度为1 753 K,此钢种的液相线为1728 K,固相线为1602 K。连铸机冷却段有5个二冷控制区和一段空冷区,如图1所示。足辊区为水喷嘴冷却,由两段水路控制,其余四个区采用气水雾化喷嘴冷却,然后是空冷,各冷却区长度和水流量见表1。
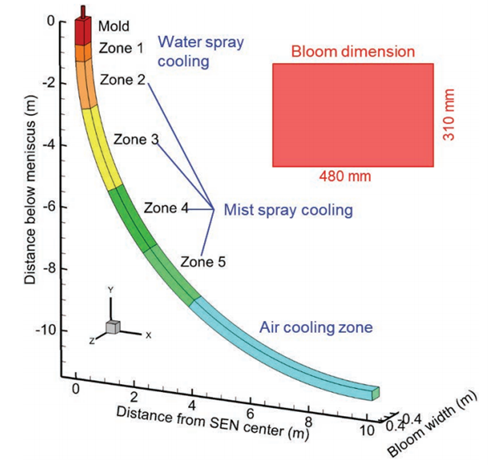
图1 连铸二冷布置
表1 冷却区参数
如图2所示,在头坯区域的同一角部截取了5个圆形试样和5个立方形试样,在每个立方体试样的阴影面使用自动扫描电镜/EDS分析夹杂物,轴承钢的化学成分见表2中,使用电感耦合等离子体发射光谱法(ICP)分析了钢中的全铝含量(T.Al),全镁(T.Mg)含量和总钙(T.Ca)量,用Leco氧氮仪对全氧(T.O)进行了分析,使用工业电火花OES分析了其他化学成分。
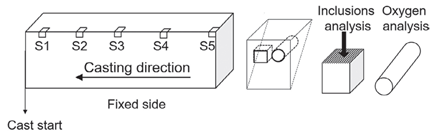
图2 取样地点在头坯角部位置
表2 轴承钢的化学成分

3. 全氧和铸坯中的夹杂物
图3显示了头坯试样的T.O,连铸开浇时,连铸开浇起步的时候,由于钢水的二次氧化造成全氧含量高达12ppm,然后随着铸坯长度的增加,钢中的T.O含量逐渐降低,当铸坯长度为10 m时,T.O含量约为7ppm。起步开浇时候的高全氧含量是非稳态浇铸导致的,反映在钢液的二次氧化。由于连铸机中间包和结晶器在浇注前都充满了空气,所以在浇注开始阶段,钢水与空气充分结合,导致严重的二次氧化。随着铸坯长度的增加,浇铸过程变得越来越稳定,反映在全氧含量上的减少,如图3所示。铸坯长度为10 m之后,全氧含量仍然在降低过程中,表明连铸过程仍处于非稳态。
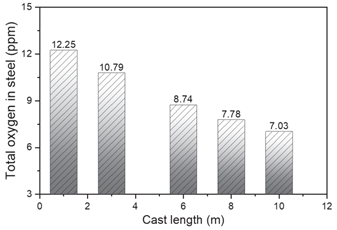
图3 铸坯开浇后头坯沿着长度方向的全氧含量
铸坯中的夹杂物大多近乎球形,图4为典型夹杂物的三维形态,该夹杂物是用无水溶液电解提取的,夹杂物直径约为8 μm,由两相交错组成,灰色为多面体状MgO·Al2O3尖晶石相,白色为光滑状CaS相。
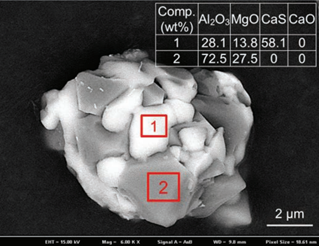
图4 铸坯中典型夹杂物的三维形态和成分
沿着头坯长度方向的夹杂物平均直径和平均成分如图5所示,夹杂物沿铸坯长度方向逐渐增大,平均约为1.5 μm。夹杂物成分为CaO –MgO - Al2O3 - CaS,随铸坯长度的增加,夹杂物中Al2O3含量急剧下降,CaO和CaS含量略有增加。从图3和图5可以看出,随着钢中T.O的降低,夹杂物中的Al2O3降低,CaO和CaS增加。
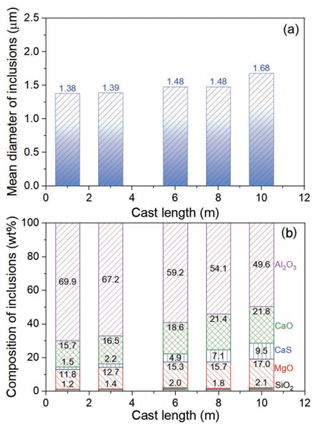
图5 沿着头坯长度方向夹杂物特征:(a)夹杂物平均直径,(b)夹杂物成分
4. 连铸坯中夹杂物成分的预测模型
实时预测连铸坯冷却过程中夹杂物的组成,综合考虑传热、热力学、动力学和现场实际参数,建立了综合模型,如图6所示。采用传热和凝固模型对弯月面以下不同距离的连铸坯温度进行了模拟,结合连铸拉速等现场实际参数,得到了某一时刻连铸坯完整横断面的温度分布。利用FactSage7.1[37]热力学软件,结合FactPS、FToxide和FSstel数据库,计算了不同温度下夹杂物的平衡组成,通过溶解元素在固相钢基体中的扩散来考虑动力学阻力。
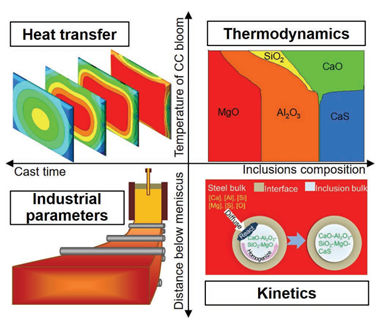
图6 预测连铸产品中夹杂物成分的综合模型示意图
4.1. 连铸坯的传热与凝固
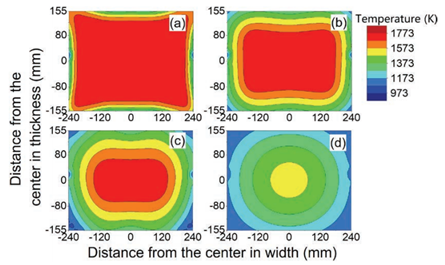
作者使用传统传热与凝固模型模拟铸坯的热履历,[35, 38,39]图7显示铸坯横截面温度示意图,铸坯在铸机位置分别为区域1(距离弯月面1.25米的长度,即足辊区),区域3(距离弯月面5.42米),区域5(距离弯月面9.74米),和空冷区(距离弯月面21.25米长度)。铸坯温度随着与弯月面的距离增加而降低,铸坯中心温度降低幅度明显小于铸坯表面温度降低幅度,在弯月面下21.25米位置处,铸坯完全凝固。在铸坯截面不同位置的冷却履历不同,导致每个位置夹杂物的转变过程不同,夹杂物的成分也不同。
4.2. 夹杂物随温度变化的热力学模型
计算了轴承钢在凝固和冷却过程中不同全氧含量下的夹杂物的相和成分转变,图8为夹杂物从1873 K到1073 K的温度阶段上的演化过程,高温下夹杂物均为液态氧化物,主要的液态组成为Al2O3、CaO、MgO和SiO2。随着温度的降低,MgO·Al2O3含量逐渐增加,液态夹杂物逐渐消失,固态CaS和CaO·Al2O3析出。随着温度的进一步降低,CaO·Al2O3转化为CaO·2Al2O3,随后CaO·2Al2O3逐渐被CaO·2MgO·8Al2O3所取代。当温度进一步下降时,析出液态硫化物和大量纯的MnS析出,温度低于1473 K时,氧化物含量变化不大。
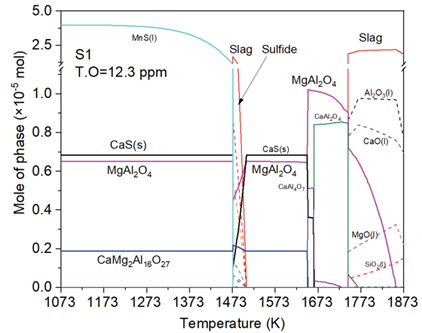
图8 计算铸坯凝固和冷却过程中夹杂物的相变过程
转变夹杂物相进入到简单的化合物,图9给出了夹杂物中Al2O3、MgO、CaO、SiO2和CaS的平衡含量,随着温度从1 873 K降低到1673 K,夹杂物中CaO和SiO2的平均含量显著降低,同时,Al2O3、MgO、CaS含量上升,夹杂物由CaO-Al2O3-SiO2-MgO变为CaS - Al2O3 - MgO。然而,随着全氧含量的降低,随着温度的降低,夹杂物中Al2O3含量显著降低,而MgO和CaS含量显著升高。在高温条件下,CaO含量随全氧增加而降低,在低温条件下,CaO含量随全氧增加而略有增加。SiO2仅在高温条件下稳定,在低温条件下几乎没有SiO2,这与工业实验结果一致。
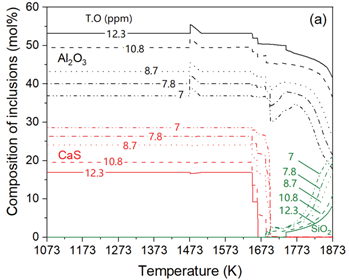
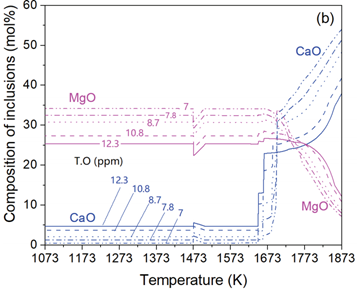
图9 冷却过程中夹杂物的平均成分(a) Al2O3,SiO2, CaS;(b) MgO,CaO
4.3. 夹杂物成分随时间和连铸长度变化的动力学模型
根据元素在钢中的扩散建立动力学模型,动力学机理如图10所示。该相变过程分为三个步骤:(1)夹杂物周围温度随连铸坯冷却而变化;(2)新的热力学平衡取代了原来的热力学平衡,导致界面与钢基体之间存在浓度梯度;(3) Ca、Al、Si、Mg、S、O等元素在钢的肌体与钢-夹杂界面之间的扩散速率由式(1)计算。
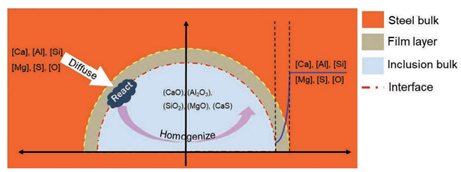
图10 动力学模型示意图

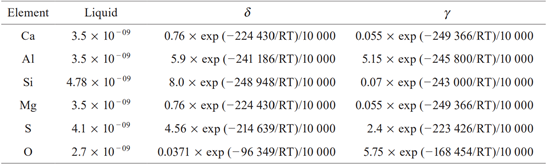
这里的ni为元素i (Al, Si, Mg, Ca, S, O)在钢基体中的摩尔量;Ninc是夹杂物的数量;Di为元素i的扩散系数,m2/s,如表3所示;[38-40] r为夹杂物半径,m;ρ钢为钢的密度,kg/m3;wsteel是钢的重量,kg;Ainc为界面面积,m2;dt为时间间隔,s。上标体表示钢基体,界面表示钢-夹杂物界面。
表3 Ca、Al、Si、Mg、S和O在液相、δ相和γ相中的扩散系数(m2/ S) [38 –40]
在现有的动力学模型中,元素在钢基体和夹杂之间的扩散被认为是速率控制步骤,化学反应在夹杂物-钢界面始终处于平衡状态。假定夹杂物为球形,直径为1.5 μm,即图5(a)中所测得的夹杂物平均直径,简单地假定钢基体和夹杂物基体的组成是均匀的。
4.4. 夹杂物成分沿铸坯长度的变化
测量和预测的头坯夹杂物的组成如图11所示,动力学模型较好地再现了实验数据,但与热力学平衡计算存在较大偏差,因此,热力学计算无法准确预测连铸坯中夹杂物的组成。由于元素在固态钢中的扩散,这种转变的动力学特征决定了它的转变比纯热力学计算结果要低。
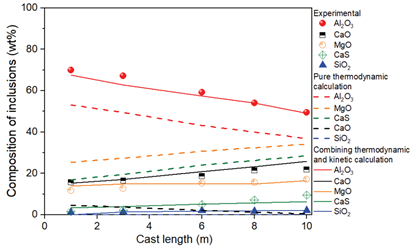
图11 头坯中夹杂物的测定值与预测值的比较
4.5. 铸坯整个横截面夹杂物成分的变化
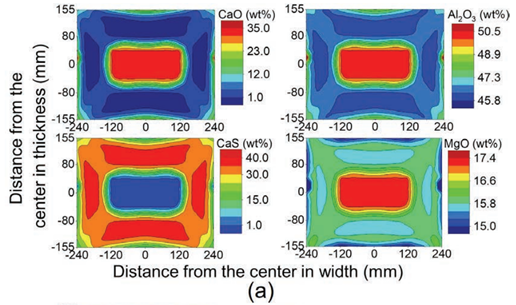
铸坯不同部位的热履历差异较大,这不可避免地导致了铸坯横截面上成分分布的差异。因此,为了解头坯整个横截面上夹杂物的成分演变,模拟了不同时间,即不同铸坯长度下横截面上夹杂物成分的变化,如图12所示。模拟中没有考虑微观偏析和宏观偏析的影响,偏析元素C和S对夹杂物的转变影响不大。当主要的反应是CaO向CaS转变,碳没有在转变中析出。由于轴承钢中硫的含量远高于钙,所以硫对相变的影响不大。因此,即使有一些硫偏析,其影响可能是微不足道的,也就是说,准确预测中心偏析或微观偏析的模型相当复杂。为了简化现有模型,本研究未考虑中心偏析或微观偏析。随着钢的凝固,夹杂物中CaS含量明显增加,而CaO含量有降低的趋势。转变的反应区逐渐从铸坯表面到中心,和转变的反应倾向于优先发生在铸坯厚度方向四分之一处,这是由于快速冷却的结果,在铸坯的亚表面溶质元素几乎没有扩散。同时,由于铸坯中心温度过高,很难发生热力学转变。只有四分之一厚度的区域温度适中,保证了相变反应的热力学条件和动力学条件。在铸坯的末端,铸坯内部夹杂物的组成趋于均匀。
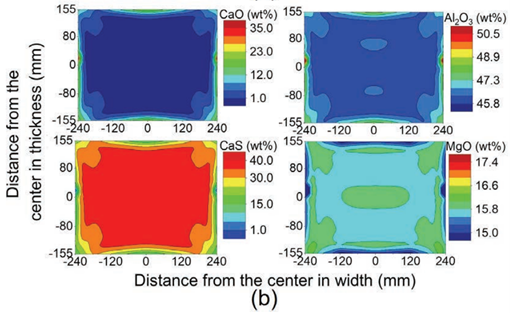
钢的T.O含量对夹杂物成分转变的影响如图13所示,这里的T.O为10.8 ppm。夹杂物的成分转变过程与全氧量为7ppm的铸坯的夹杂物成分转变过程相似,不同之处在于铸坯末端中夹杂物的成分含量不同。钢中T.O含量越高,铸坯末端中的Al2O3含量越高,夹杂物中CaS含量越低。在浇铸头坯为7 ppm T.O时,整个截面夹杂物中Al2O3和CaS含量分别约为46%和35%,而在头坯全氧含量为10.8 ppm时,整个横截面夹杂物中Al2O3和CaS含量分别为61%和20%。因此,钢中低的全氧含量有利于降低连铸坯中夹杂物中Al2O3和CaO的含量。
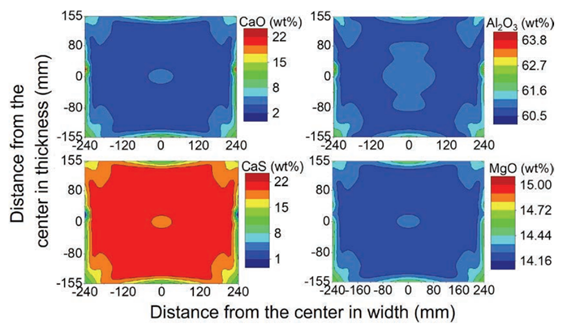
图13 计算铸坯末端全氧含量为10.8ppm时候铸坯横截面夹杂物的成分分布
5. 连铸坯中夹杂物成分的等温转变和连续冷却转变
人们普遍认为冷却速率对连铸坯的微观组织起着至关重要的作用,TTT和CCT曲线对这一现象进行了描述。在本研究中,利用TTT和CCT曲线来研究钢冷却过程中夹杂物成分的转变。对于当前设计钢种,在钢冷却过程中发生的主要反应是CaO向CaS的转化,该反应的转化率定义如下:

式中(CaS)t为t时夹杂物中CaS的含量;(CaS)equ是利用FactSage计算的夹杂物中CaS的平衡含量。
在本节中,研究了直径为3 μm的夹杂物在钢种全氧含量为7ppm时候,其它元素见表2的情况下夹杂物的成分变化。计算中夹杂物的初始成分设定为1753 K时夹杂物的热力学平衡成分,即连铸浇注温度,夹杂物初始质量分数为33.64%Al2O3-24.56%MgO-0.05%CaS-38.71%CaO-3.04%SiO2。
5.1. 等温转变(时间,温度,转变,TTT)
图14为1203 K - 1623 K时10个非连续区间钢中夹杂物的转变比例,在较高的温度下,钢中夹杂物达到固定的相变比所需的时间较短,在1623 K时,完全转换的时间接近5000秒,而在1223 K时,完全转换的时间接近100万秒。因此,温度是转变的决定性因素。
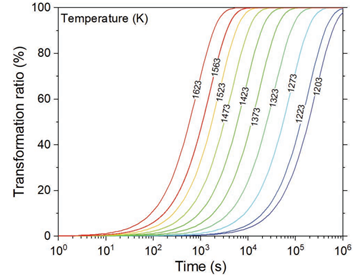
图14 计算钢中夹杂物成分随时间的等温变化
利用TTT图轮廓定量评价转变比例,如图15所示。当温度高于1700 K时,夹杂物的成分没有发生转变,这与热力学分析一致。当温度低于1700k时,相变率随反应时间的增加而增加,且较低温度下的相变明显滞后于较高温度下的相变。图15可以用来精确地控制在恒温加热和保温过程中铸坯中夹杂物的组成。例如,一旦给出了夹杂物中CaS的目标含量,就可以得到在一定温度下铸坯的保温时间。如果1%的转换比率被定义为转换的开始和完成一个转化率为97%,整个区域被划分为5个典型的子区域,称为“非转变区”,“不完全转变区”,和“完全转变区”,如图16所示。非转变的1区和不完全转变的3区受热力学约束,第2区和第4区主要受动力学约束。
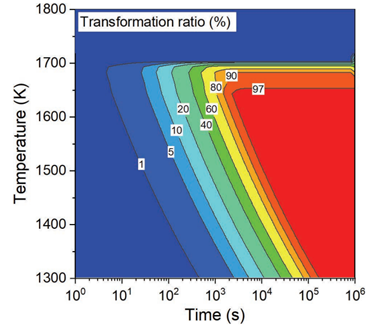
图15 钢中夹杂物成分转变的TTT图
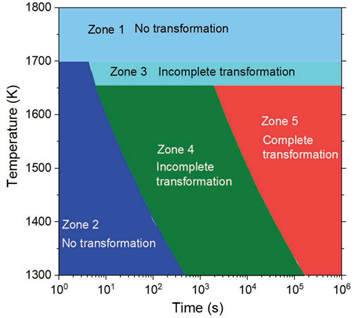
图16 钢中夹杂物成分转变的等温分区图
5.2. 固定冷却速率的连续冷却转变(CCT)
连铸坯的冷却速率随浇注时间和整个横截面位置的不同而变化,为了清楚地说明冷却速率对钢中夹杂物转变的影响,简单地假设在钢的冷却过程中有一个固定的冷却速率,并计算了简单冷却条件下钢中夹杂物组成的CCT。起始温度设定为1753 K,这意味着当前钢水的过热度为25 K。采用表4所列的13种冷却速率来研究冷却钢中夹杂物的最终成分与冷却速率的关系。从图17可以看出,夹杂物中CaO和CaS的含量主要受冷却速率的影响,而当冷却速率大于1 K/s时,夹杂物中Al2O3、MgO和SiO2的含量对冷却速率的影响较小。因此,夹杂物中Al2O3、MgO和SiO2组分在钢冷却过程中几乎没有参与相变反应。当冷却速率较高时,由于没有足够的时间进行反应物的转移,相变发生较少。当冷却速率低于约2 K/s时,夹杂物中CaS的含量随着冷却速率的降低而急剧增加。当冷却速率低于0.05 K/s时,转变反应即可完成。2 K/s的冷却速率可以定义为一个转折点。当冷却速率大于2 K/s时,在冷却过程中夹杂物的成分变化不大,这与连铸坯内弧边和外弧固定边的情况相似。当冷却速率低于临界点时,CaO向CaS转移,且转变率随着冷却速率的降低而增加,这与铸坯内部的情况相一致。
表4 不同冷却速率的情况

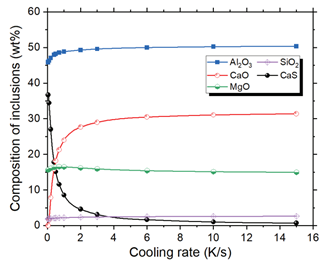
图17 不同冷却速率下连铸坯中夹杂物的组成
当夹杂物中Al2O3,MgO和SiO2在钢的冷却过程中根本不参与转变反应,公式(2)中的α用于估算相变程度。图18表明公式(3)中相变率与冷却速率之间的回归关系

式中α为相变比,%;CR为冷却速率,K/s。
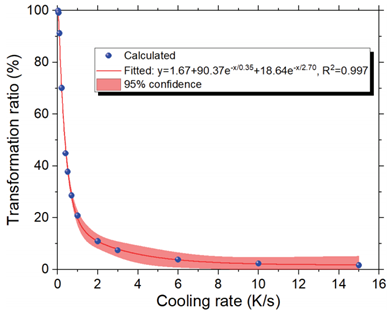
图18 研究连铸坯中夹杂物成分的转化率与冷却速率的关系
与TTT图一样,计算CCT图的轮廓,将转变过程可视化,如图19所示。突变发生在高温区域,说明高温保温时间对突变起关键作用。相变有两个临界冷却速率。一个是开始转变,另一个是完全转变。当冷却速率大于24.7 K/s时,夹杂物的组成随时间变化不大。当冷却速率低于0.067 K/s时,相变基本完成。图19可用于为夹杂物的目标成分设计铸坯的冷却方案。例如,根据图19,如果钢中不需要含有CaO夹杂物,则冷却速率需要低于0.0067 K/s。
根据图19,整个区域也被划分为5个区域,如图20所示。各区域的定义如图16所示。图20是图19的简化版,一旦给定冷却速率,可以用来快速判断相变是否发生或完成。
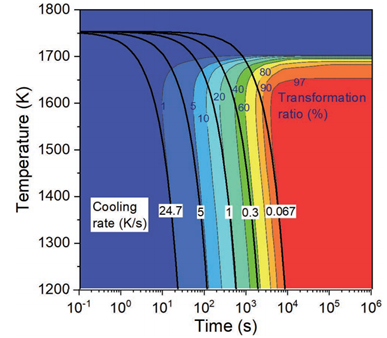
图19 钢中夹杂物成分变化的CCT图
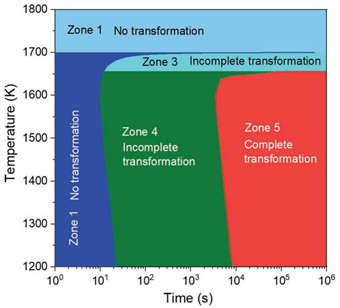
图20 钢中夹杂物成分变化的CCT分区图
5.3. 实际冷却转变(ACT)
选取了5个距连铸坯中心和内弧距离相同的位置,对连铸坯实际冷却过程中夹杂物成分的变化进行了评价。根据图7计算冷却速率为温度负时间导数,如图21所示,P1点的最大冷却速率高达10 K/s,比其他点都要高。P1的主要冷却区域是连铸结晶器区,位于内弧附近,P2的主要冷却区域是2区和3区气水雾化二冷区域,P4和P5的冷却主要发生在空冷过程中。
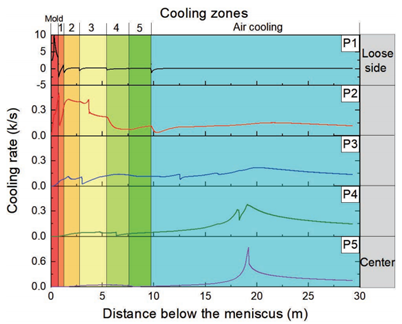
图21 计算冷却速度在5个位置与间隔距离从内弧一边到铸坯的中心
利用这5个位置的热履历,用公式(4)计算夹杂物的成分转变比和转变速率,分别如图22和图23所示。在冷却过程中,夹杂物在铸坯四分之一厚度的P3位置的转变率最高,而在P1位置的成分转变较小。夹杂物的最大相变速率随空间位置的变化而变化,并逐渐从结晶器区向空冷区移动。内弧夹杂物的成分只在结晶器一冷过程发生变化,而靠近铸坯中心的夹杂物的成分只在空冷区发生变化。P3位置夹杂物的成分转变是从3区二冷冷却区开始的,这是夹杂物转变的最佳条件。
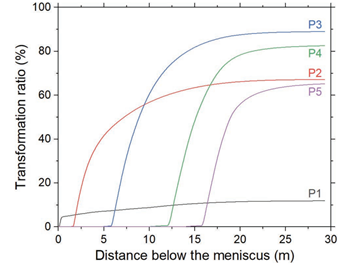
图22 计算的夹杂物在5个位置的转变比从内弧一侧到铸坯的中心
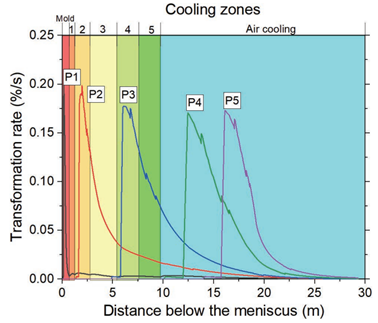
图23 计算的夹杂物变换率在5个位置从铸坯的内弧一侧到中心
式中,TR为转变速率,%/s。
对比图21、22和23,可以发现相变速率与冷却速率的相关性并不明显,最大TR出现在相同温度下约1700 K,这是CaO向CaS的初始相变温度。Tr与温度有很强的相关性。图24显示了从内弧一侧到铸坯中心的5个位置的TR,从弯月面对应的三个铸坯长度,TR值随温度升高而增大,说明在低于CaS初始转变温度的条件下,钢中温度较高部位夹杂物的转变速度较快。如果要求夹杂物的相变比大,则在CaS初始相变温度以下的高温停留时间越长越好。因此,相变比例由冷却速率决定,相变速率由温度决定。
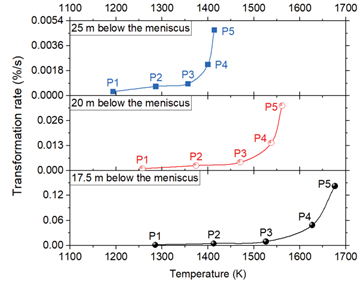
图24 弯月面以下17.5 m、20 m和25 m处5个部位夹杂物成分的变化率
6. 结论
在轴承钢中间包浇铸的头坯中的夹杂物成分分布进行研究,综合模型耦合现场实际工艺参数、铸坯的传热过程,热力学,动力学建立了预测整个连铸坯完整截面的的夹杂物的成分分布,得出了以下结论。
(1) 轴承钢试样中T.O的含量从浇铸起步开始时的12ppm逐渐降低到头坯长度为10m时的7ppm,这种变化导致了沿连铸坯铸造长度的夹杂物组成的变化,铸件长度10 m时,夹杂物中Al2O3含量由开始起步连铸时的70%下降到50%,CaO和CaS含量略有增加。
(2) 在连铸过程中,在热力学和动力学的适当条件下,转变反应优先发生在连铸坯四分之一厚处。
(3) 除亚表面区域外,最后的铸坯中夹杂物的组成在横截面上基本均匀,在7 ppm T.O的尾坯中,整个横截面的夹杂物中Al2O3和CaS含量分别约为46%和35%,而在10.8 ppm T.O的尾坯末端,Al2O3和CaS含量分别为61%和20%。
(4) 冷却速率对夹杂物的转变有显著影响,2 K/s的冷却速率是夹杂物成分发生显著转变的转折点,相变率随冷却速率呈指数函数关系:
 (5)
(5)
(5) 计算了夹杂物的TTT图和CCT图,可用于精确控制冷却过程中铸坯夹杂物的组成。
(6) 连铸坯亚表面夹杂物在结晶器冷却区发生转变,在空冷区中铸坯中心夹杂物发生转变。最大相变速率与CaS的初始相变温度有关,与位置无关。
(7) 连铸坯中夹杂物的转变率由冷却速率决定,转变速率由温度决定。低于CaS初始相变温度的高温冷却速率大致反映了整个相变过程。
致谢
作者感谢国家自然科学基金(批准号: U1860206, No. 51725402, No. 51874032)的支持;中央高校基本科研基金(GrantNo. FRF-TP-17-001C2 and No. FRF-TP-19-037A2Z)。燕山大学,北京高品质钢材料先进与智能制造国际中心(ICSM)、北京科技大学高品质钢联盟(HQSC)等。
参考文献
1) L. Zhang:Non-metallic Inclusions in Steels: Fundamentals, Metallurgical Industry Press,Beijing, (2019), 3 (in Chinese).
2) L. Zhang:Non-metallic Inclusions in Steels: Industrial Practice, Metallurgical IndustryPress, Beijing, (2019), 77 (in Chinese).
3) T. Bruce, H.Long and R. S. Dwyer-Joyce: Tribol. Lett., 66 (2018), Article No. 111. https://doi.org/10.1007/s11249-018-1068-0
4) C. Gu, Y.Bao, P. Gan, M. Wang and J. He: Int. J. Miner. Metall. Mater., 25 (2018), 623. https://doi.org/10.1007/s12613-018-1609-4
5) A. N. Morozand A. A. Glotka: Met. Sci. Heat Treat., 59 (2018), 575. https://doi.org/10.1007/s11041-018-0192-7
6) N. Oguma, H.Harada and T. Sakai: J. Soc. Mater. Sci., Jpn., 52(2003), 1292 (in Japanese). https://doi.org/10.2472/jsms.52.1292
7) Y. Chi, Z.Deng and M. Zhu: Metall. Mater. Trans. B, 49 (2018), 440. https://doi.org/10.1007/s11663-017-1150-2
8) V. L.Pilyushenko, B. P. Krikunov, Y. M. Nerovnyi, A. F. Kablukovskii, E. F. Mazurovand G. B. Kublanovskaya: Metallurgist, 28 (1984), 311. https://doi.org/10.1007/BF00737920
9) C. P.Church, T. M. Krebs and J. P. Rowe: JOM, 18 (1966), 62. https://doi.org/10.1007/BF03378404
10) H. Zheng,S. Guo, M. Qiao, L. Qin, X. Zou and Z. Ren: Adv. Manuf., 7 (2019), 438. https://doi.org/10.1007/s40436-019-00266-1
11) G. Cheng,L. Zhang and Y. Ren: Ironmaking Steelmaking, 47 (2020), 1217. https://doi.org/10.1080/03019233.2020.1719315
12) L. Yang andG. Cheng: Int. J. Miner. Metall. Mater., 24 (2017), 869. https://doi.org/10.1007/s12613-017-1472-8
13) S. Li, G.Cheng, Z. Miao, L. Chen and X. Jiang: Int. J. Miner. Metall. Mater., 26 (2019),291. https://doi.org/10.1007/s12613-019-1737-5
14) L. Yang, B.A. Webler and G. Cheng: J. Iron Steel Res. Int., 24(2017), 685. https://doi.org/10.1016/S1006-706X(17)30103-6
15) Q. Tian, G.Wang, Y. Zhao, J. Li and Q. Wang: Metall. Mater. Trans. B, 49 (2018), 1149. https://doi.org/10.1007/s11663-018-1230-y
16) Y. Liu, L.Zhang, Y. Zhang, H. Duan, Y. Ren and W. Yang: Metall. Mater. Trans. B, 49(2018), 610. https://doi.org/10.1007/s11663-018-1179-x
17) L. Zhang,Y. Liu, Y. Zhang, W. Yang and W. Chen: Metall. Mater. Trans. B, 49 (2018),1841. https://doi.org/10.1007/s11663-018-1289-5
18) N. Verma,P. C. Pistorius, R. J. Fruehan, M. Potter, M. Lind and S. R. Story: Metall.Mater. Trans. B, 42 (2011), 720. https://doi.org/10.1007/s11663-011-9517-2
19) Y. Zhang,Y. Ren and L. Zhang: Metall. Res. Technol., 115 (2018), Article No. 415. https://doi.org/10.1051/metal/2018059
20) J. H. Shin,Y. Chung and J. H. Park: Metall. Mater. Trans. B, 48(2017), 46. https://doi.org/10.1007/s11663-016-0734-6
21) Y. Ren, Y.Zhang and L. Zhang: Ironmaking Steelmaking, 44 (2017), 497. https://doi.org/10.1080/03019233.2016.1216632
22) L. Zhang,Y. Ren, H. Duan, W. Yang and L. Sun: Metall. Mater. Trans. B, 46 (2015), 1809. https://doi.org/10.1007/s11663-015-0361-7
23) S.Kitamura: Celebrating the Megascale (TMS2014), (San Diego), Minerals, Metalsand Materials Society, Warrendale, PA, (2014), 317.
24) Y. Kang, M.Kim, S. Lee, J. Cho, M. Park and H. Lee: Metall. Mater. Trans. B, 44 (2013),309. https://doi.org/10.1007/s11663-012-9769-5
25) A. Harada,N. Maruoka, H. Shibata and S. Kitamura: ISIJ Int., 53(2013), 2110. https://doi.org/10.2355/isijinternational.53.2110
26) A. Harada,N. Maruoka, H. Shibata and S. Kitamura: ISIJ Int., 53(2013), 2118. https://doi.org/10.2355/isijinternational.53.2118
27) Y. Ren, L.Zhang and P. C. Pistorius: Metall. Mater. Trans. B, 48(2017), 2281. https://doi.org/10.1007/s11663-017-1007-8
28) Y. Chu, W.Li, Y. Ren and L. Zhang: Metall. Mater. Trans. B, 50(2019), 2047. https://doi.org/10.1007/s11663-019-01593-1
29) Q. Wang, X.Zou, H. Matsuura and C. Wang: Metall. Mater. Trans. B, 49 (2018), 18. https://doi.org/10.1007/s11663-017-1133-3
30) H. Shibata,K. Kimura, T. Tanaka and S. Kitamura: ISIJ Int., 51(2011), 1944. https://doi.org/10.2355/isijinternational.51.1944
31) H. Shibata,T. Tanaka, K. Kimura and S. Kitamura: Ironmaking Steelmaking, 37 (2010), 522. https://doi.org/10.1179/030192310X12700328925903
32) J. Wang, W.Li, Y. Ren and L. Zhang: Steel Res. Int., 90 (2019), 1800600. https://doi.org/10.1002/srin.201800600
33) L. Zhangand Y. Wang: JOM, 64 (2012), 1063. https://doi.org/10.1007/s11837-012-0421-2
34) W. Chen, Y.Ren and L. Zhang: JOM, 70 (2018), 2968. https://doi.org/10.1007/s11837-018-3118-3
35) Q. Wang andL. Zhang: JOM, 68 (2016), 2170. https://doi.org/10.1007/s11837-016-1882-5
36) Q. Ren, Y.Zhang, L. Zhang, J. Wang, Y. Chu, Y. Wang and Y. Ren: J. Mater. Res. Technol.,9 (2020), 5648. https://doi.org/10.1016/j.jmrt.2020.03.090
37) C. W. Bale,E. Bélisle, P. Chartrand, S. A. Decterov, G. Eriksson, K. Hack, I. H. Jung, Y.B. Kang, J. Melançon, A. D. Pelton, C. Robelin and S. Petersen: Calphad, 33(2009), 295. https://doi.org/10.1016/j.calphad.2008.09.009
38) Y. Ren, L.Zhang and S. Li: ISIJ Int., 54 (2014), 2772. https://doi.org/10.2355/isijinternational.54.2772
39) L. Zhang,X. Yang, S. Li, M. Li and W. Ma: JOM, 66 (2014), 1711. https://doi.org/10.1007/s11837-014-1112-y
40) Y. Won andB. G. Thomas: Metall. Mater. Trans. A, 32 (2001), 1755.https://doi.org/10.1007/s11661-001-0152-4
作者
Jujin WANG,1)Lifeng ZHANG,2)* Yuexin ZHANG,1) Gong CHENG,1) Yadong WANG,1) Ying REN1) andWen YANG1)
1) School ofMetallurgical and Ecological Engineering at University of Science andTechnology Beijing (USTB), Beijing, 100083 China.
2) State KeyLaboratory of Metastable Materials Science and Technology, School of MechanicalEngineering, Yanshan University (YSU), Qinhuangdao, 066004 China.
(Received onAugust 3, 2020; accepted on November 25, 2020)
* Correspondingauthor: E-mail: zhanglifeng@ysu.edu.cn
唐杰民2021年4月16日于安徽黄山市屯溪区完成翻译,文章自日本<ISIJ International>2021年期,感谢张立峰老师允许本人翻译供大家参考学习。
