
热处理对非常规加工重铸层厚度的影响
| 作者:Alex Pohoata – F&B制造有限责任公司;美国亚利桑那州凤凰城 |
非常规加工需要采用高温或化学方法去除材料。利用材料的快速熔化进行加工的最常见工艺是电火花加工(EDM)和激光束加工(LBM)。
激光束加工通过利用单色连续激光束照射需要加工的部件产生的热效应来去除材料。当激光束接触到工件表面时,材料熔化并“溅射到”切口周围(如果是激光束打孔则是孔的周围)。与传统的机加工不同,用激光去除的材料不会有碎屑残留。图1展示了用激光打出的孔周围溅射的熔化材料。
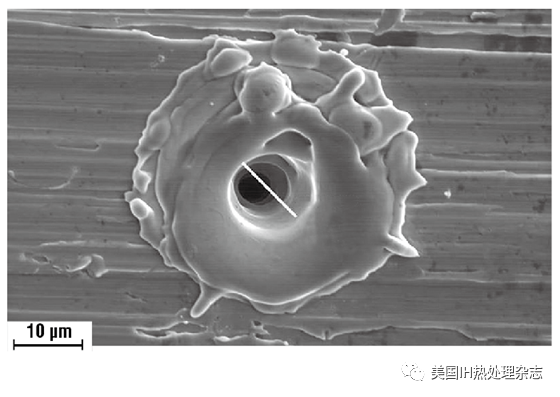
图1. 用激光打出的孔(1,500倍)
当熔化的材料凝固后,将在切口或打出的孔周围形成一个所谓的“重铸层”。重铸层的厚度同工件材质、激光类型、激光束参数和切口厚度有关。图2展示了激光束加工产生的重铸层。
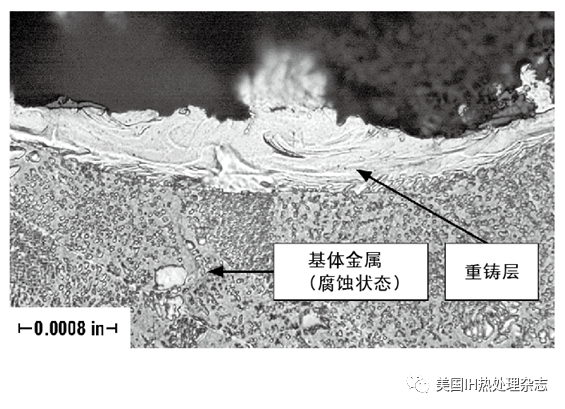
图2. 激光束加工产生的重铸层(1,000倍)
这个重铸层对部件不利。它在部件表面产生拉应力,可能引起裂纹;如果基体材料本身已经存在裂纹,它会使裂纹进一步扩展。较厚、连续且较均匀的重铸层会增大工件表面的应力,对部件寿命造成不利影响。
重铸层的典型处理方法是,或者通过机械手段(比如修磨、去毛刺)将其去除,或者根据部件用途对其规定一个最大允许厚度。不过,在某些情况下,由于部件形状复杂,重铸层难以采用机械方法完全去除。
因此,可能需要其他一些去除重铸层或者使其厚度减小到允许值的方法。本文研究了激光切割后进行的热处理对重铸层厚度的影响。
实验步骤
本实验中使用了3种合金:6061铝,321不锈钢,Incoloy 931。用一台光纤激光器从每种合金上切下样品(图3、6、9),在腐蚀状态下测量重铸层。
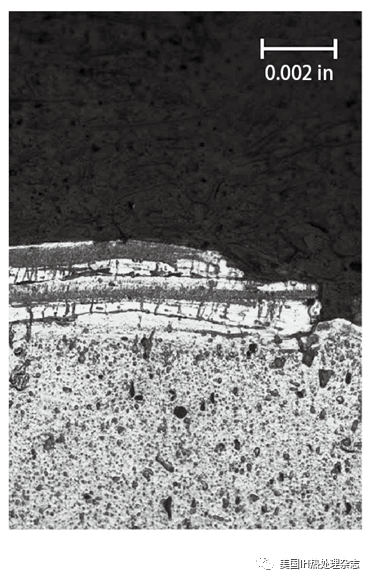
图3. 激光切割状态下的6061铝合金(200倍)
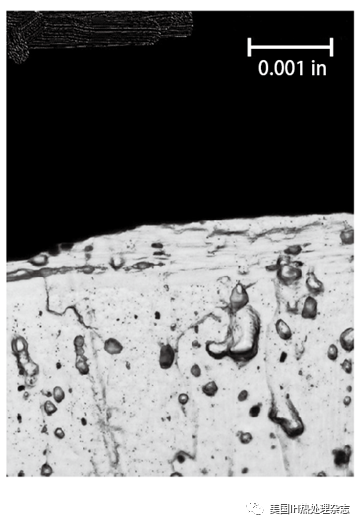
图6. 激光切割后的CRES 321(500倍)
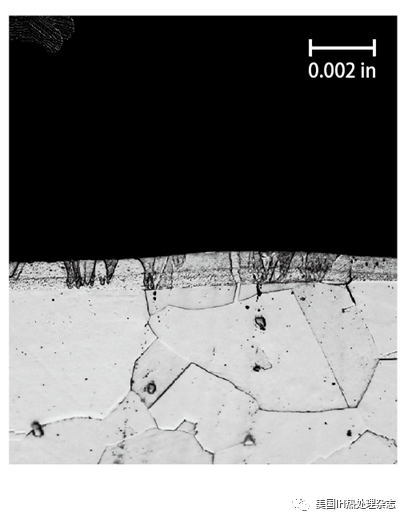
图9. 激光切割后的Incoloy903(200倍)
对于厚0.063英寸的6061铝合金(AMS 4025),样品在985°F下固溶热处理1小时,用水冷却,然后自然时效到T4状态。使用Kellers腐蚀剂对样品进行腐蚀(图4和5)。
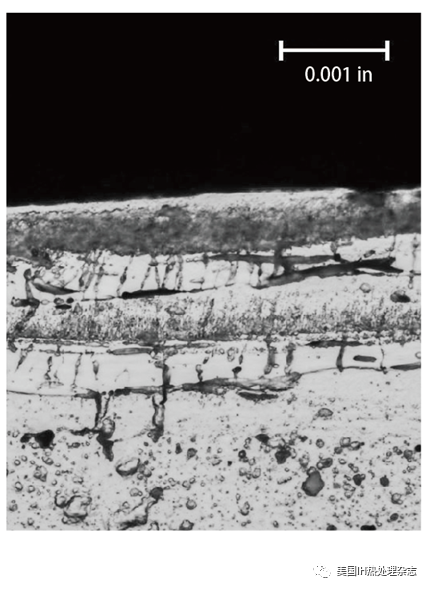
图4. 激光切割后热处理到T4状态的6061铝合金(500倍)
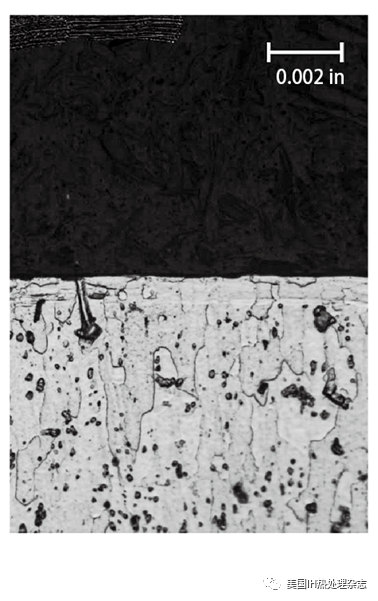
图5. 激光切割后热处理到T4状态的6061铝合金(200倍)
对于厚0.023英寸的CRES 321不锈钢(AMS 5510),样品在最大压力为1微米汞柱的真空炉内1,800°F下退火20分钟,然后用风机吹送氩气冷却到175°F。样品用Fry试剂腐蚀,表面未观察到氧化现象(图7和8)。
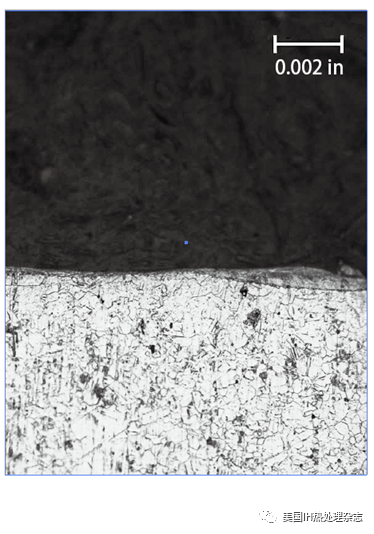
图7. 激光切割后经过退火处理的CRES321(200倍)
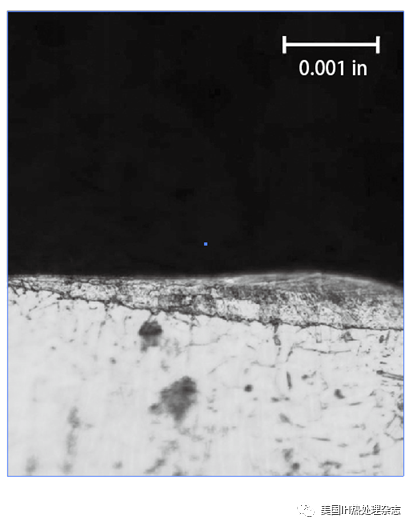
图8. 激光切割后经过退火处理的CRES321(500倍)
对于厚0.082英寸的Incoloy903(UNS N19903),样品经过固溶热处理和沉淀硬化后用改进的Kalling腐蚀剂腐蚀(图10)。
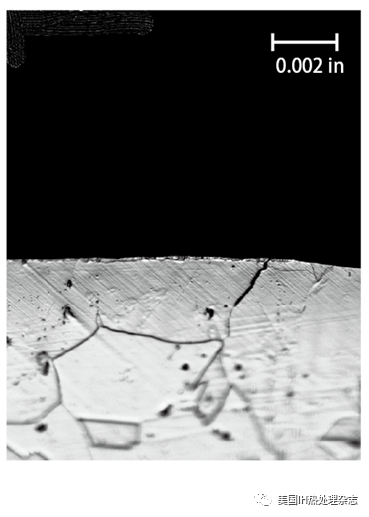
图10. 激光切割和热处理后的Incoloy903(200倍)
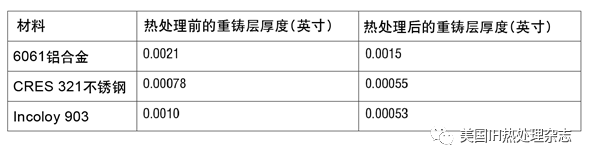
在(最差条件下的)热处理之前和之后都测量了激光切割产生的重铸层,结果列于表中。
经过热处理后,这些材料的重铸层厚度都明显减小。另外,从重铸层到基体材料的过渡也变得不再那么明显,表明重铸层和基体金属之间结合牢固。
结论
热处理能够改善采用非常规方法加工的部件表面质量,可以用在一些难以采用机械方法去除或减少重铸层的特殊情况下。
文章来源:本文刊登于《IndustrialHeating》中文版杂志2020年6月刊
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)