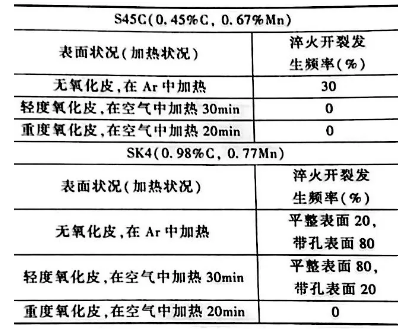
对钢在不同冷却介质中冷却速率影响最大的因素为工件表面状况、工件的质量和横截面尺寸、淬火冷却介质的搅拌情况(介质流速)。以上三项都是普通淬火工艺必须精确掌握的参数,以下做详细叙述。
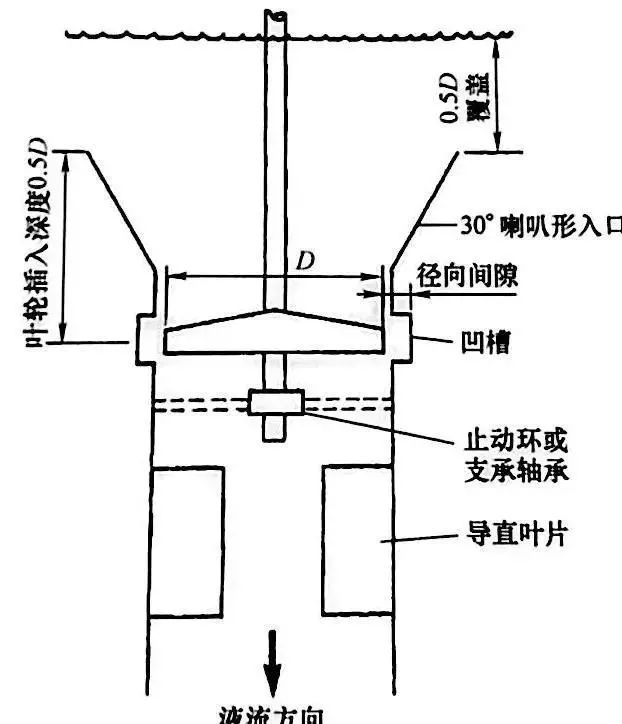
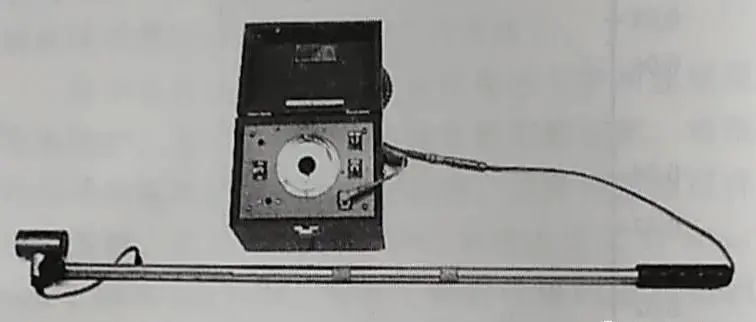
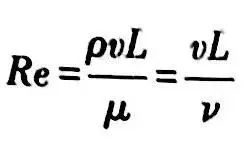
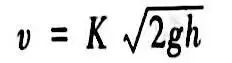
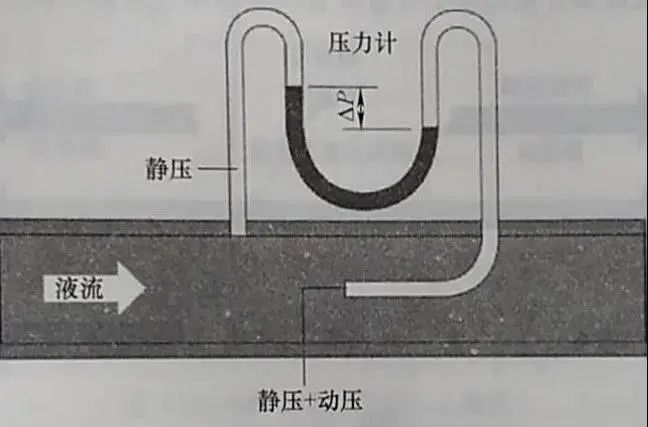
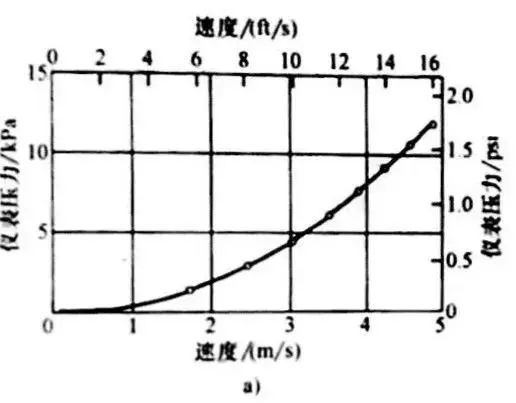
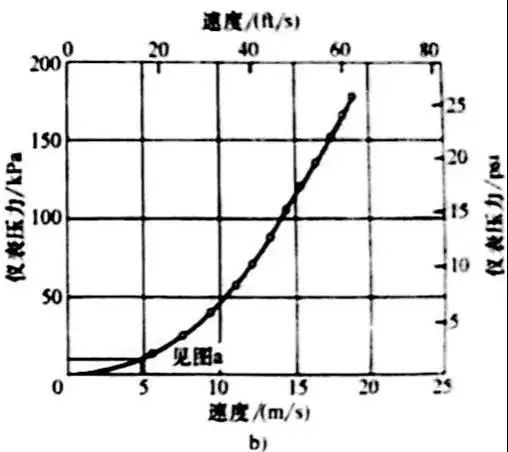
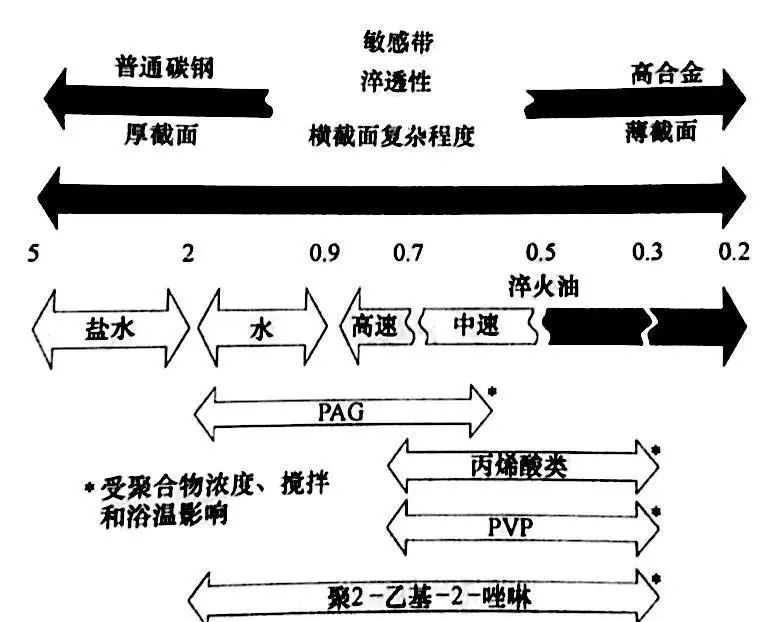
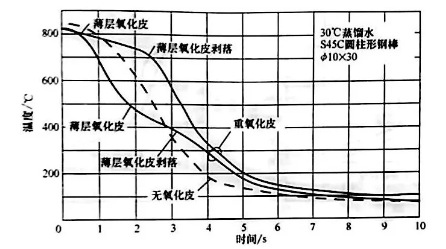
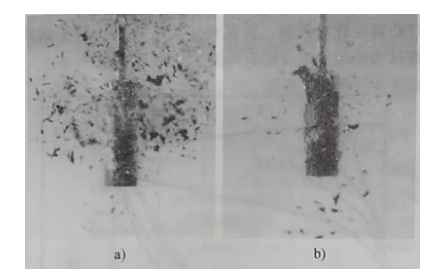
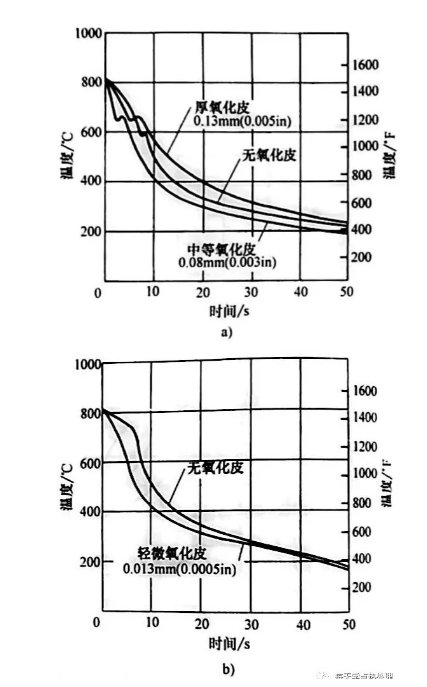
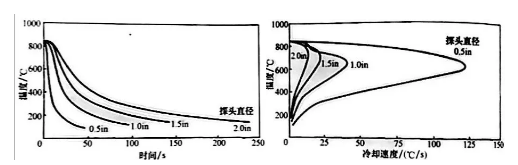
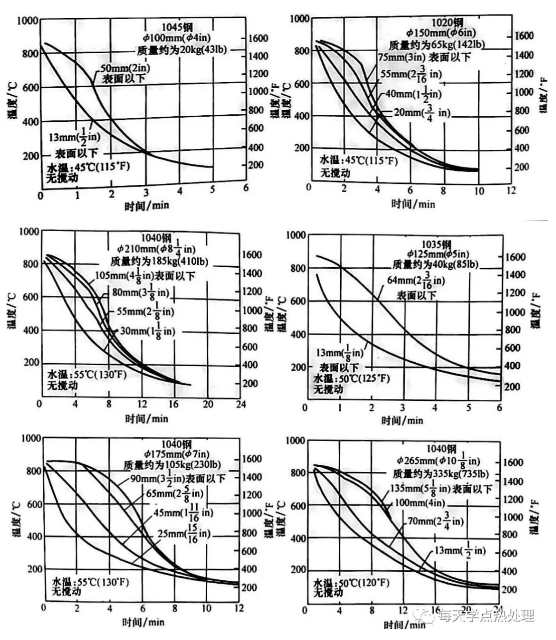
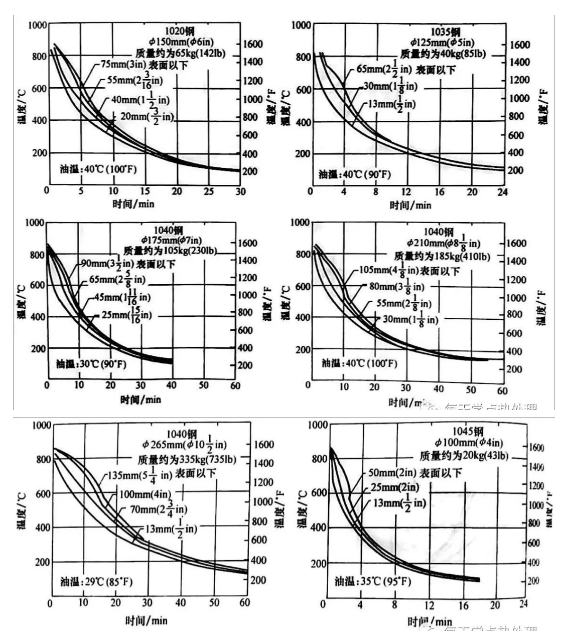
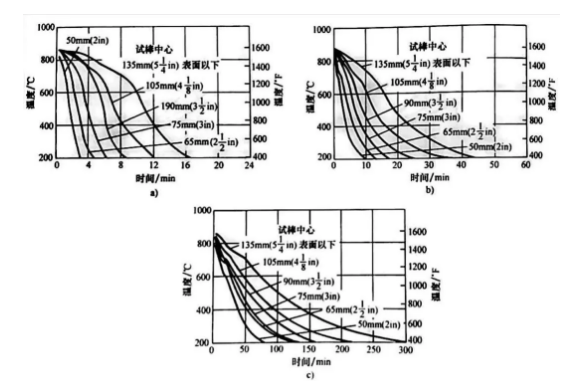
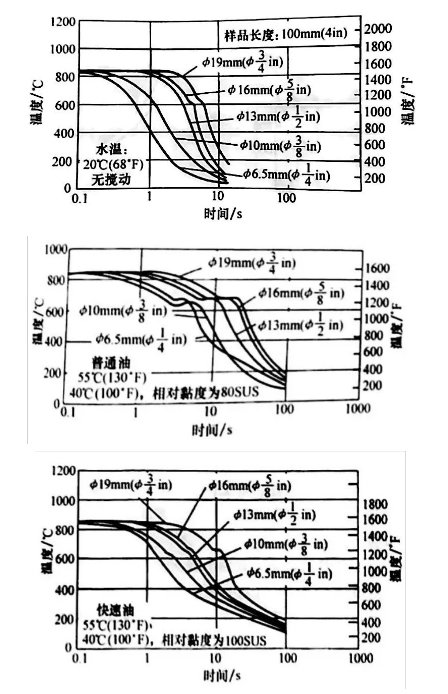
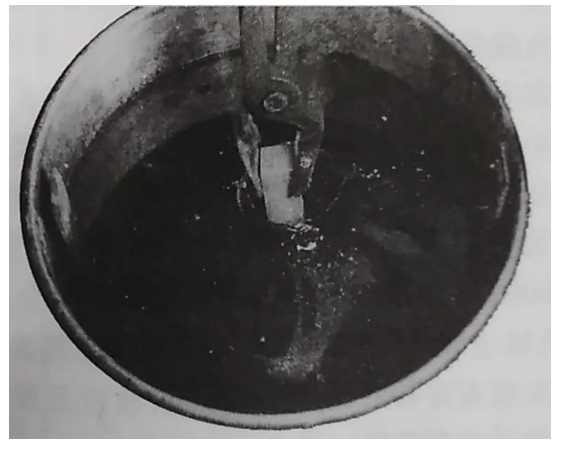
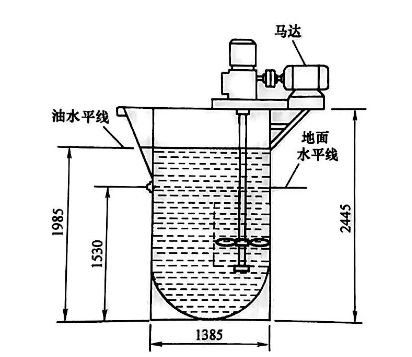
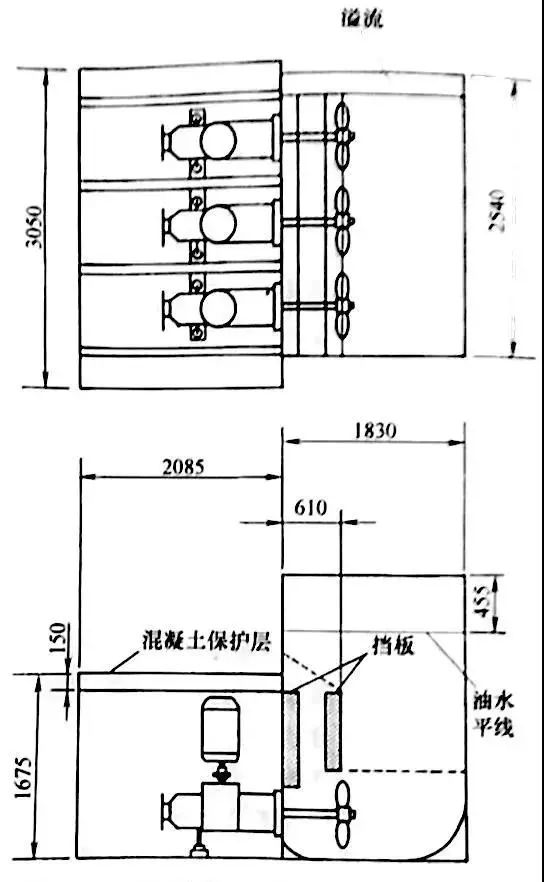
01 工件表面状况的影响 表面氧化、纹路、表面粗糙度对淬火过程有很大影响,因此也就有可能对残余应力和变形有较大的影响。这甚至对耐热和耐蚀材料也是一个潜在的问题,例如用于冷却曲线分析的探头所用的材料。这些因素对下列情况下的淬火开裂也是很重要的。 1)如果表面粗糙度值(不整齐表面的最大高度)大于1um,将会增加钢淬火后的开裂倾向。 2)与磨削或金刚砂抛光相比,打磨的表面纹路更容易导致淬火开裂发生。这种现象主要是由钢件表面的应力集中引起的。表面的几何形态,如抛光、打磨、磨削痕、刀具切削痕迹、微小缺口等,均会造成应力集中,从而诱发了淬火开裂。 3)探头的表面纹路对冷却过程中蒸汽膜阶段(全膜沸腾)的冷却特性没有影响。 4)但是,表面粗糙度值的增大会提高莱登弗罗斯特温度(膜沸腾的温度下限)。 下图中图1和图2所示为表面氧化对银、Inconel合金、不锈钢及纯铁在室温静水中淬火时冷却过程的影响。这些图表明,表面氧化对蒸汽膜阶段(全膜沸腾)的冷却特性没有影响。但是,表面氧化提高了莱登弗罗斯特温度,并且随着淬火水温的降低,这种影响将更显著。这是由于氧化皮存在多孔表面,其热导率较小,并增加了表面粗糙度值。如图1所示,为表面氧化皮厚度对传热系数的影响。如图2所示,表面氧化会导致冷却不稳定。穆拉塔(Murata) 和西尾(Nishio) 报道,冷却性能的变化归因于在冷却时氧化的钢表面同时存在膜沸腾和沸腾转变过程。膜沸腾开始的不稳定性取决于钢表面的孔洞(表面粗糙度),空气可能会在孔洞处被捕获。这种不稳定性也可能是由空腔壁的几何形状及润湿性引起的。表面存在氧化的情况下引起蒸汽膜不稳定的原因之一是淬火过程中氧化皮从表面剥落下来,如图3所示。氧化皮剥落的程度取决于次表层的性质,它也决定了蒸汽膜阶段和整个淬火过程的性质。 ▲图1 热钢板喷液冷却过程中表面氧化皮厚度对传热系数的影响 ▲图2 S45C碳钢在水中淬火时,不稳定冷却归因于表面氧化皮 注:水温30℃,试样为Φ10mm×30mm实心圆柱 ▲图3 S45C碳钢水淬时的薄层氧化皮 (由日本宇都宫市宇都宫大学的M.Narazaki提供) 注:水温为30℃(85F),试样Φ10mmx30mm实心圆柱。 图3中a) 图为860℃ (1580F) 下在空气中加热3min,氧化皮较轻;图b) 为860℃(1580F)下在空气中加热20min,氧化皮较重。这些图说明,一浸入水中,氧化皮就剥落成碎小片状,如a)所示。氧化皮剥落时,较厚较大的在冷却过程中剥落下来,一些薄层仍然留在金属表面。在这种状况下,金属表面和氧化薄层之间的蒸汽对冷却有抑制作用。在薄层掉落之后,冷却速度将增加。 但是,表面氧化皮较薄可以促进传热速率,而且可以得到更一致的传热效果。据报道,AISI 4140钢在850℃ (1560F) 下加热1h,氧化皮厚度大约为78um;加热4h,氧化皮厚度增加到104um,仍然小于临界隔热厚度200pm。在这种情况下,表面粗糙度值的增加有望使淬火初始阶段表面上形成的蒸汽膜稳定性降低而增加传热速率。表1所列为S45C和SK4在水中淬火时表面氧化对淬火开裂的影响。 表1 表面氧化对钢盘淬火开裂的影响 注:在30℃下的水中淬火;向上喷嘴 喷射搅拌,钢盘尺寸为Φ20mmx60mm 一项不同的研究验证了氧化皮的存在对淬火特性的影响。如图4所示为氧化皮对在静态快速淬火油中淬火得到的冷却曲线的影响。与无氧化皮的试样对比,厚度小于0.08mm (0. 003in) 的氧化皮增加了1095钢的冷却速率,但厚度为0.13mm(0.005in) 的氧化皮则减缓了冷却速率。对于18-8不锈钢,与无氧化皮的试样对比很薄的氧化皮,如厚度为0. 013mm (0. 0005in) ,也同样增加了冷却速率。在上文提到的 AISI 4140钢表面氧化的影响的研究中报道,需要达到大约200um的临界隔热厚度,才能观察到淬入矿物油时冷却速率下降了10%。如果这个临界隔热厚度低于 200um,由于氧化皮的形成增加了表面粗糙度值,将导致冷却速率增加。 ▲图4 氧化皮对1095钢和18-8不锈钢无搅拌快油中淬火冷却曲线的影响 a) 1095钢[油温为50℃] b)18-8不锈钢[油温为25℃] 注:试样Φ13mmx64mm实心圆柱 02 工件的质量和横截面尺寸的影响 横截面尺寸对冷却时间与温度和冷却速率的影响如图5所示,该图表明,淬火灵敏度随着横截面尺寸的减小而提高。这就是用相当小直径(Φ10~ 12.5mm) 的探头来研究淬火冷却介质和淬火过程的原因之一,但是没有采用更小的直径是因为从炉子移到淬火冷却介质中时温度控制较为困难。如图6和图7所示,分别为质量和横截面尺寸对碳钢淬入水中和油中的冷却曲线的影响,图8总结了各种不同直径试棒在静止空气中淬火时心部位置的数据。淬火冷却介质对小横截面试棒冷却的综合影响如图9所示。 ▲图5 典型加速淬火油的冷却曲线与探头尺寸的关系 注:探头材料304,中心嵌入K型热电偶浴温65.5℃,探头表面流速15m/min ▲图6 淬水时零件质量和截面尺寸对冷却曲线的影响 ▲图7 淬油时零件质量和截面尺寸对冷却曲线的影响 ▲图8 静止空气中淬火数据汇总 ▲图9 各种直径×100mm的带孔圆棒的冷却曲线 依次为水,普通油,快速油 03 搅拌的影响 热处理操作者可以采取多种影响淬冷烈度的方法,其中许多具有显著效果,但唯一能确定在热钢淬入淬火冷却介质中后可以有效改变淬冷烈度的因素就是搅拌。当淬入可蒸发淬火冷却介质,如水、盐水、石油及水溶性聚合物溶液中时,了解这些影响因素尤其重要。对于这些淬火冷却介质,钢件一经淬入,蒸汽膜就在热钢件表面形成了。这是很重要的,因为蒸汽膜的厚度过大及其不稳定性最常见的造成淬火不一致的因素之一,并将导致变形和开裂倾向增加(图10) 。但是,有效地增加流经热钢件液体的均匀性和流速,如将流速增加到50~60m/min,理论上可使蒸汽膜破裂,从而得到期望的更均匀的传热效果。本节将概述淬火过程中影响搅拌的因素。 ▲图10 将一根25mm (lin) 的奥氏体型钢方 棒淬入室温的水中,清楚地说明了蒸汽膜层立即形成。 这张照片拍摄于浸入后仅0. 0001s。 在所有带搅拌的淬火槽中,槽中各点的搅拌程度和特点都是有区别的。这些区别在喷液淬火中更加显著。虽然很难准确地描述和测量搅拌,但是控制搅拌的主要因素还是广为人知,包括液槽的大体外形、工件所处的位置、液流流向、搅拌器类型、液流速度及功率消耗等。在喷雾或喷射淬火中,还包括其他因素,如喷头的形状、排列及相对于工件的位置布局等;喷射的压力、速度及尺寸;单位时间内所用淬火冷却介质的总体积等。淬火(液流)速度主要取决于搅拌模式,对于不超过0.9m/s的低速,在重力作用下浸入就能达到。而要达到1.1~1.8mm/s的速度,则需要用手工上下循环操作,或者按“8”字形运动,行程要超过510mm (20in) 。 “套圈”喷雾淬火的速度通常为4.6~30m/s,有些特殊的应用要求速度达到150m/s。 淬火槽中的剧烈搅拌会产生大量的涡流。这种情况通常伴随着由螺旋浆或搅拌喷嘴的位置及液槽的形状造成的系统性的大幅度运动。对于那些由于外形原因而无法得到细流或缓流完全覆盖的零件来说,剧烈搅拌能很好地满足均匀冷却的需要。大量的湖流涡流能够给不规则形状的工件全部表面带来均匀一致的充足液流,从而使工件得到充分的淬火。 04 搅拌设备 实现淬火冷却介质的搅拌有几种途径。在常见的淬火槽中,淬火冷却介质的循环通常通过用泵或机械螺旋桨,工件在淬火冷却介质中运动(依靠重力落入),靠人工或机械使工件运动。 选择哪种搅拌方式,取决于液槽的设计、淬火冷却介质的类型和体积、零件设计以及淬火需要的烈度。 4.1 泵 泵是很常用的设备,因为它提供了引导淬火冷却介质的可控方法。而且,淬火冷却介质液流也很容易在槽里循环,而不是固定在一个位置。将油作为淬火冷却介质而且采用冷却系统时,泵用来使油在冷却系统中循环,同时也用于搅拌。对于喷射淬火这种能快速带走工件内腔中热量的方式来说,循环泵是首选。 热工件依靠重力落入淬火冷却介质的方案,经常用在重量轻,比表面积大的零件的淬火中。如果使用泵或者机械搅拌,则工件很可能在淬火槽中发生漂移,用常规的传送带将很难把零件从淬火槽中带出。 4.2 工件的运动 在钢的淬火过程中,通常希望工件在大约540℃ (1000F) 以上的温度时得到最快速的冷却。在这个温度范围内,工件通常被蒸汽膜所包围,冷却速度最慢。为了加速此温度区间内的冷却过程,并去掉外面的“壳”,零件在淬火冷却介质中迅速地相对运动是必要的。对于小型零件且产量较低的情况,可以通过用人工使工件、料筐或者托盘在淬火冷却介质中以8字形移动来实现。工件也可以相对于淬火冷却介质做(单纯的)机械运动。例如,有时候使轴在淬火冷却介质中旋转以达到搅拌的效果。 4.3 螺旋桨 当需要淬火的零件的形状和尺寸多种多样时,用螺旋桨搅拌是最令人满意的方法,因为它能产生剧烈的运动。除了可以提供有效的搅拌,螺旋桨作为一种独立的机械式搅拌器,其结构紧凑,不需要管道系统,拆卸和维护也很容易。螺旋桨必须被合适地安装在淬火槽中,以保证其有效运行。 螺旋桨通常安装在靠近淬火液槽底部的地方,以产生最理想的搅拌效果。被螺旋桨加速的液体将做螺旋运动,方向与螺旋桨叶片的旋转方向一致。高速液流从螺旋桨上离开后,在液槽底部流过并四散铺开,一碰到对面的壁上,液流便改道向上并保持与螺旋桨的旋转方向一致。这造成了在液体的总体旋转中,有一部分被循环回螺旋桨的液体所打断。因此,槽中淬火冷却介质的总体运动包括一个漩涡样的旋转运动和一个上下运动。螺旋桨搅拌器可以是顶入式或侧入式的,如图11和图12所示。侧入式螺旋浆搅拌器一般安装在地面以下,减少占地面积;顶入式螺旋桨搅拌器需要更大的占低地积,但安装时少了一些挖地工程。对整体淬火炉来说,这里讨论一种用密歇根船用螺旋桨(P/D=1) 多定流经负载的淬火油流速的替代方法。 许多老式油淬系统,包括整体淬火炉和连续推盘式渗碳炉,为了搅拌油,都装有船用螺旋浆,用围栏引导油流从底部向上通过工件,以得到强烈搅拌淬火系统。已证明通过工件的油的流速达到60m/min (200ft/min) 时,有利于得到理想的金相组织(通过机械地破坏热钢件一浸入就覆盖在其表面的蒸汽膜,实现表面和心部硬度的一致性以及预期的零件变形和尺寸变化的一致性)。 ▲图11 带有4个顶入式螺旋搅拌器的淬火油槽 ▲图12 容积10m³带有3个侧入式螺旋桨搅拌器的淬火槽 图13所示的计算图表能用来测量现有系统的流速,以及要达到期望的流速应对系统所做的调整。下面以一个实例介绍这个计算图表的使用方法。 测量油的流速时需要知道以下参数: 1) 搅拌系统 需要知道船用螺旋桨搅拌器(一般为1~2个)的转速(r/min) 。这可以用转速表在螺旋桨轴上进行测量,或者用驱动电动机的额定转速乘以电动机带轮直径再除以螺旋桨带轮来计算。 ▲图13 标准方形工业螺旋桨(2~3叶片密歇根机器螺距式(M/P) 螺旋桨),当用于水中搅动时,近似液体运动的诺模图(Q) (详见诺模图) 注:图中解的范围比具体用到的更多。液 体运动(Q) 尤其如此,在实际中,它可 能用到全部刻度值的-30%~+20%(对 所指的SHP或N数据可能有用,也可能无 用)。然而,当仅限于用在单个容器内搅 拌或搅动时,它们的数据是这种螺旋桨的 动力和额定值的可靠指标(不包括异常状 态)。它不能扩大应用于经过管道、过滤 装置等定向运动的液体,或者要求一定压 力或压头的其他特定阻力状态下的定向运 动液体,经密歇根车轮公司许可使用。 通常可以在原始淬火槽图样上找到该尺寸;如果对系统进行过修改,则需要实测。 3) 油流动必经(一定覆盖、流过)区域的投影面积 一般比淬火装载区各方向上的尺寸大几厘米。例如,对于一个 76cm×122cm (30inx48in) 的固定托盘,油流动的投影面积可能是 91cmx137cm(36inx54in)。 4) 修正计算图表读数 如果是100SUS [通用赛波特(Saybolt) 粘度计秒数]的快速油淬,则需进行修正,否则可以直接使用计算图表中的数值。 12000gal/minx231in³/gal=2772000 in³/min, 流速为:2772000in/min1944in2=1426in/min 或119ft/min 4.4 导流筒 定向搅拌可以通过泵、螺旋桨及零件(甚至可以与水下敞口喷射组件一起)的机械运动实现。另一种常见的在淬火槽中有效实现定向流动的方法是使用导流筒式泵(用一个筒将螺旋桨围住),如图14所示。 ▲图14 导流筒式螺旋桨泵的特点注;设计这样的导流筒系统是为了统一控制液流的方向,例如从槽底部到顶部向上流经工件。 以下特点可使导流筒发挥其最大的作用: 1) 液槽底部有一个向下的泵流通道。 2) 30°的喇叭形人口可使水压头损失最小、兼在入口处形成等速水流分布。 3) 液体覆盖范围高出导流筒顶部的距离至少是筒直径的一半,以避免出现流量限制及对入口速度分布的破坏。 4)用防气穴或内置整流叶片放置液体产生旋涡。 5) 螺旋桨插人点定位恰当,根据入口速度分布的需要,进入导流筒的深度应至少等于导流筒直径的一半;直径处的配合应足够紧,以防止液体沿导流筒侧面流动。 6) 应具有抗挠曲能力,以抵抗偶然的高挠度。 05 流速测量 测量液体流速的方法有很多种。这里只讨论其中最常用的两种:米德(Mead) 涡轮测速仪法和皮托(Pitot) 管法。 5.1 米德涡轮测速仪法 米德涡轮测速仪是最简单也最直接的流速测量仪器之一,如图15所示。这种仪器是一种机械式的流量装置,有一个与手柄相连的涡轮叶片,将其简单地浸人待测点即可。涡轮(也称轴流式涡轮)流量计将涡轮在液体中的机械旋转运动转变成使用者可读的流量值(gal/min、L/min等)。如图所示,涡轮叶片位于手柄末端,被放置在待测液流将流经的路径上,液流撞击叶片,转动转子。当转子速度达到稳定时,记录下转速,这个转速与流速存在一定的比例关系。 ▲图15 米德涡轮测速仪 如果流体的黏度和密度是已知,那么可以很容易地计算出雷诺数,因为测量头的横截面积是已知的。线性流动速度可以从测量装置上直接得出。 雷诺(Re) 数是一个无量纲量,用来定量地表征不同的流动状态,如层流或紊流。层流发生在低雷诺数时(Re<2300) ,它是具有平稳、恒定特征的流体运动。紊流发生在高雷诺数时(Re>4000),其流动紊乱。雷诺数为2300~4000时被认为是过渡流动。雷诺数的计算公式如下: 式中: v——液体的平均流速(m/s) ; L——液体行程(m) ; μ——液体的动力黏度[Pa·s或N·s/m²或kg/ (m·s) ]; v——运动黏度(m²/s) ,(v=k/p); ρ——液体的密度(kg/m3) 。 5.2 皮托管法 皮托管虽然不适合测量涡流速度(因为它是多方向的),但其在测量单向速度时是有用的,如层状流或喷射流的速度。皮托管流速计的原理如图16 所示。制作这种管子时,可以将Φ6.5mm (Φ1/4in) 的玻璃管拔成内径大约为0.4mm(1/64in) ,然后将拔出端磨平并与管的轴线成直角。也可以用金属制作,只要保证开口如刀削一样平并与管的轴线成直角即可。将一个合适的布尔登压力计或流体测压计用橡胶或透明塑料软管连接到皮托管上。如果需要进行精密测量,则必须对任一淬火冷却介质超出皮托管上开口水平线的柱高做一下修正。皮托管的轴线必须与所测液流精确平行,而且要位于其中心线上。管与液流对正后,记录最高的压力读数。当液流冲击管子时,液体流速被转化为水压头(压力差),进而被压力计测得。按下式将水压头h (m) 转化为流速(m/s)。 式中, K——皮托管常数(通常取1.0,或接近1.0); g——重力加速度(9.8m/s²或32.2ft/s²) 。 ▲图16 皮托管流速计的原理 图17所示,为皮托管的校准图。 ▲图17 皮托管的校准图 a)低速区域 b)全区域 06 淬火系统 淬火系统有两个组成部分:淬火冷却介质和用来完成淬火操作的设备。在设备方面,不同淬火操作的要求可能区别很大。一个生产机械零件的小车间,每天可能只需要淬几个简单的碳钢零件,每个零件的质量大概只有几公斤。对于这样的用途,淬火系统包括一桶水、一根连接水源的管子,以及一根通往下水道的排水管。操作装备也简单,只需要一把钳子(夹具)。随着淬火工作量和工件复杂性的增加,淬火系统也就理所当然地需要其他各种设备了。 对于一个完整的淬火系统,通常需要配备和安装以下功能设备:淬火槽或机器、用于搬运完成淬火的零件的工具或设备、淬火冷却介质、搅拌设备、冷却器、加热器、泵和滤网或过滤器、淬火冷却介质供应槽(给水箱)、通风及安全防护设备、将槽内的水垢或沉淀物自动除去的设备。 6.1 淬火冷却介质的选择和淬冷烈度 淬火冷却介质的分类依据是冷却过程中将热量从钢件上带走的相对能力,这对于确定某种淬火冷却介质是否适用于特定的淬火场合是很关键的。多年来,用来表征淬火冷却介质散热效率的方法有很多种,包括末端淬火(端淬)试验、横截面硬度测量、冷却曲线分析、格罗斯曼淬冷烈度值(H) 等。在这些方法里,格罗斯曼H值仍旧是量化淬火冷却介质烈度的应用最广泛的方法之一。如图18所示,为不同淬火冷却介质特有的H值范围。 ▲图18 根据格罗斯曼H值对淬火冷却介质分类示意图 注:评估一种淬火冷却介质是否适用,不仅要看工件横截面尺寸的大小,还要看材料的淬透性 图18给出了一种按格罗斯曼H值选择淬火冷却介质的方法,也可以采用表格形式将各种淬火冷却介质的格罗斯曼 H值列举出来,见表2 。 ▼表2 典型淬火条件及其对应的格罗斯曼H值 表2中所列数据用处是有限的,因为并不知道“良好”“中等”“强力”“高速”搅拌的实际流速是多少。取而代之,测量得到的传热系数(见表3) 和热流密度则有定量意义。但是在大多数情况下,必须得到所研究的淬火冷却介质和淬火系统的具体数据,而这些数据经常是用户所特有的。一般来说,除了强烈淬火以外,淬冷烈度越大,由淬火冷却介质造成的工件变形和开裂倾向增加得就越多。这通常是热应力增大的结果,而不是相变应力所致。在各种国内、国际标准以及行业和公司标准中,都提出了选择淬火冷却介质的特定或有要求的方法。 ▼表3 各种淬火冷却介质的典型传热系数 其他关于淬火冷却介质选择的普遍观点包括:1) 大多数合金钢零件应采用油淬,以使变形最小。 2) 大多数小型零件,或者大一些的需要进行磨削加工的零件,可以采用自由淬火。较大的齿轮(一般是指大于205mm) , 需要采用压模淬火来控制变形。类似的齿轮以及衬套之类的零件在淬火时一般用塞子把花键处塞住,塞子通常用 AISI 8620 钢制造。 3) 虽然降低淬冷烈度能减小变形,但是也可能带来不期望得到的显微组织,如渗碳零件中形成上贝氏体(淬火珠光体)。4) 在热油中(150~205℃或者 300~400°F)淬火可以降低淬火速率;用热油淬渗碳钢件时,会形成性能与马氏体相近的下贝氏体。5) 一般来说,等温淬火可以获得较小的变形,方法是将零件淬入稍高于Ms点温度的淬火冷却介质中。残留奥氏体的形成是一个很显著的问题,尤其是在锰和镍作为主要合金成分的钢中。最适合采用等温淬火的钢是普通的碳铬钼合金钢。6) 水基聚合物淬火冷却介质经常用来代替矿物油,但是淬冷烈度仍然是需要首要考虑的问题。7) 气体或空气淬火变形最小,如果钢的淬透性足够,能得到理想的性能,则可以采用。8) 低淬透性钢一般淬入盐水或强力搅拌的油。但是,即使是如此激烈的淬火,仍然会形成不良的显微组织,如铁素体、珠光体或贝氏体等。 6.2 淬火装置的维护保养 因为淬火槽在设计、外形、尺寸及操作方式上千差万别,所以无法指定维护保养的标准流程。大型淬火设施维护保养的典型流程如下所述。 6.2.1 油淬 1) 每天:检查淬火槽油位;检查油温;检查油过滤器压力;检查油泵和油液流量;在每个油淬系统中,用测针检查确认淬火效果。 2) 每周:检查生产系统中油的淬火速度;如果系统中不含油过滤器,则检查油中的沉淀物;检查油温控制仪和控制设定。 3) 每月:抽空淬火槽,除去沉淀物(污泥)(如果底部沉淀物抽样检测结果显示有必要)。 4) 每半年:检查热交换器管、管道和泵;必要时更换油过滤器。检查过滤器前面的滤网;检查储油槽中的沉淀物、渗水情况;校准油温表。至少每半年检查一次黏度[以下实例可说明这一点很关键:快速淬火油在38℃ (100°F)下的粘度由 95SUS变成 110SUS,导致螺旋齿轮渗碳后淬火工艺不受控制,最后只好换新油。] ;检查油的污染情况。 6.2.2 水淬 1) 每天:检查水温;检查水压;检查水循环。 2) 每周:抽干水槽,清理污泥;如果水是再循环使用的,则应采取必要的化学措施,以防止钙化合物在管道内积聚。 6.2.3 盐水淬火 1) 每天:检查盐水温度;检查盐水浓度,需要时调整。 2) 每周:抽干盐水槽,清理污泥;检查泵和水槽情况;检查淬火装置有无恶化的迹象。 来源:新材道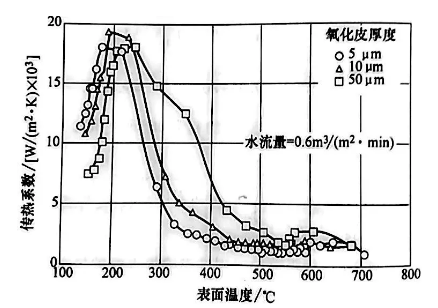
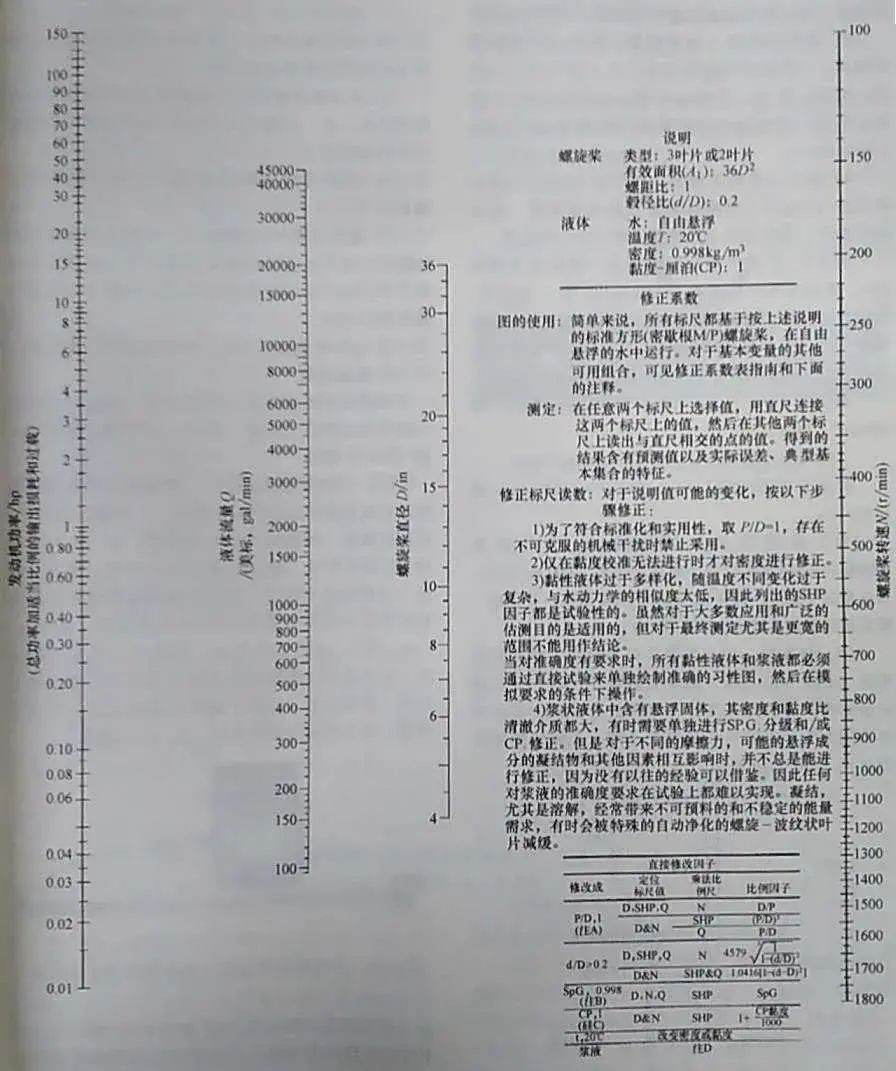
2) 螺旋桨直径
例:有两个螺旋桨搅拌器,螺旋桨直径为20in。螺旋浆轴的转速都是390r/min。作一条直线,连接右边转速为390r/min的点和螺旋桨直径为20in 的点,可得液体流量约为6000gal/min,发动机功率约为5hp (每个螺旋桨),一共12000gal/min。假设有231in³/gal,投影面积是36in×54in,即1944in,则:
为了将流速增加到 200ft/min,大约需要20000gal/min的流量(每个螺旋桨需要10000gal/min) 。要达到这个流速,需要使用15hp的发动机,并且每个螺旋桨应重新设置驱动转速为600r/min。