薄规格钢卷的重退技术
1)问题的提出
在连退机组生产过程中经常会出现由于平整机故障未平整、规格过渡性能不合格或炉内锈蚀等原因,从生产线下线的产品必须进行重新退火才可放行,否则由于表面质量或性能不符合要求而改判。
但是,不是所有规格的产品都能够重新退火的,由于薄规格钢卷退火难度大,基本不能进行重新退火处理。连退机组能够进行重退火钢卷的规格,根据钢种的不同,允许的范围也不同。在原有技术条件下,某机组就规定对于CQ料而言,将厚度小于0.5mm或厚度为0.5mm而宽度大于1120mm的带钢列为重退的“禁区”。但在实际生产过程中却往往有为数可观的在“禁区”范围内需要重退的不良产品出现,因此研究波规格产品的重退技术很有必要。
薄规格的涂油板难以穿带、易于出现瓢曲缺陷、易于出现机械性能不合格等原因
2)穿带困难问题的对策
厚度小于0.5mm或厚度0.5mm、宽度大于1120mm的薄(宽)规格的下线钢卷,由于带钢表面涂有防锈油加上材质变软,在重退上卷时会出现打滑、穿行困难等问题。为了解决这一问题,车间规定有可能要重新退火的钢卷,在下线前带头尾100米以内不涂油,以方便重新退火时穿带作业。
3)重退时带钢温度的确定
对于厚度小于0.5mm或厚度0.5mm、宽度大于1120mm的薄(宽)规格的下线钢卷,进行重新退火时,根据不同的情况设定不同的退火温度。a)对于未平整的钢卷,如果第一次退火的温度已经达到或超过了生产计划单中规定的工艺要求时,重新退火温度应该小于等于生产计划单中的工艺温度;如果第一次退火的温度低于生产计划单中工艺要求的下限时,重新退火温度应该按照生产计划单中的工艺温度执行。b)对于因炉内氧化重退的钢卷,重退是为了将带钢表面的锈蚀还原,如果重退温度偏高,必将造成晶粒的异常长大,带钢屈服强度的降低,性能不符合用户要求。为此,对典型牌号0.5*1268BLC-JD3的下线卷进行了实验,结果如下。
此牌号的屈服强度要求为200~260Mpa,从表1数据可以看出,随着重新退火温度的提高,带钢的屈服强度逐渐下降。当重退温度为665℃时,屈服强度接近标准要求的下限;当超过690℃时,带钢的屈服强度仅为196Mpa,不符合标准要求。因此,对于因炉内氧化重退的钢卷的退火温度规定小于等于670℃。
4)重退时速度的确定
由于薄板易于在炉内出现热瓢曲,一旦出现热瓢曲问题,影响很大,因此选择速度时必须首先保障不出现热瓢曲,再此前提下,考虑其他因素。生产线速度决定了带钢在炉时间,而时间与温度是互补的,可根据需要灵活掌握。a)对于机械性能偏低的重退卷,重点考虑机械性能问题。在一般采取与一次退火差不多的速度和温度;b)对于因炉内氧化重退的钢卷,重点考虑还原问题,必须保证足够的还原时间,必要时采取低温度、慢速度来达到充分还原的效果;c)对于未平整的重退卷,重点是考虑平整问题,为了防止意外发生,一般采用较低的温度,适当快的速度。
5)重退时张力的确定
给带钢施加张力的目的是为了防止带钢走偏,张力带来的最大影响是产生热瓢曲问题。对于重退卷而言,由于经过了第一次退火,屈服强度很低,产生热瓢曲的危险性加大,不过屈服强度低也会改善带钢与辊子接触的均匀性,加上板形比轧硬板好多了,走偏的危险减小。所以,可以采取比第一次退火更小的张力,一般为第一次退火时规定的80%~90%。
高强钢卷的重退技术
1)问题的提出
在连退线生产高强钢时,经常在生产过程中出现带钢在炉内氧化或平整机故障未平整等问题,必须进行重退才可以放行。由于高强钢的材质特性以及高的性能要求,对机组工艺参数控制要求较高,而重退技术更是难上加难,必须解决一系列技术难题。
2)氧化色重卷退技术
a)重退的原因与难题
高强钢退火板主要用于车体内侧板,厚度范围通常为0.5-1.6mm,通常在低碳钢中添加了P、Mn等元素形成强化机制,而P、Mn等元素属于易氧化元素,和氧的结合力很强,在实际生产过程中容易产生氧化色,必须经过重退消除氧化色后才可以放行。高强钢重退必须解决焊接工艺、炉内气氛的控制和重退速度选择等难题。
b)焊接工艺的调整
带钢焊接必须要求带钢表面没有氧化,才能保证焊接牢固,但因氧化重退的带钢表面不可避免地存在氧化物,因此焊接很为困难,必须通过工艺参数的调整了解决这一难题。经过大量试验结果表明,采取适当增加焊接电流,可以增加焊缝的强度,减少焊接缺陷。同时,为了防止虚焊,还必须加强焊缝质量的检查。为了防止氧化物黏附在焊轮上影响焊缝质量,每次焊接完后必须进行焊轮修磨。
c)炉内气氛的控制
为了保证高强钢的氧化色在重退时得以还原,必须先控制好炉内气氛,保证炉气的还原性,氢气含量和炉压保持上限,氧气含量和露点保持下限。
d)生产线速度的控制
氧化色重退时生产线速度必须合理选择。若速度过快,可能会因为带钢在炉内时间太短,表面氧化色得不到还原;若速度过低,则带钢组织发生变化,高强钢性能达不到应有的要求。经过试验表明,生产线速度控制在正常工艺速度的90%为宜。
3)未平整重退技术
a)带钢经水冷辊冷却后的板形特点
该连退线退火炉的快冷段采用了水冷辊技术,由于带钢在宽度方向上与水冷辊接触的紧密度是不一样的,所以冷却以后的温度也不一样,根据多次观察测量曲线发现,带钢温度曲线呈“W”形,两边和中心部位温度高,两端1/4处温度最低。因此,带钢在边部有明显的边浪。
b)未平整卷重退的难题
正常生产时,带钢经过平整作用,可以消除边浪,但是未平整的带钢就仍然有边浪问题。这样,在重新退火时,由于水冷辊作用造成的边浪问题就是两次叠加,板形更差,边浪更加严重,在过时效段极易走偏,这是一大难题。
c)重退时影响带钢边浪的因素
为了寻找解决问题的原因,进行了退火温度、张力和速度对边浪影响的试验,结果发现这三个因素对边浪都有显著的影响,特别是张力。
d)重退时生产工艺的调整
由于退火温度和生产线速度时根据产品的性能决定的,因此对带钢在快冷段的张力进行了调整,适当降低了张力设定值。经过长期运行,基本满足了产品质量的需要。
薄板在缓冷段稳定运行技术
1)问题的提出
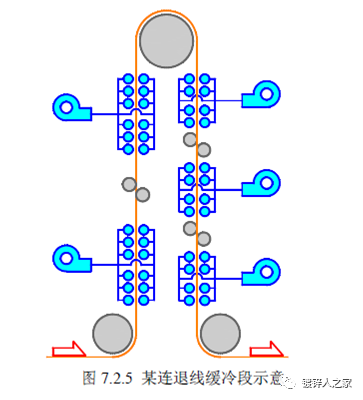
某连退线缓冷段如图所示,有两个行程,上行段有2组风箱、1对稳定辊,下行段有3组风箱、2对稳定辊。在生产薄板时,发现缓冷段运行很不稳定,经常出现带钢冷瓢曲断带、带钢刮风箱断带,以及稳定辊压印等问题。
2)冷瓢曲问题的预防
a)发生原因分析
经过事故报告统计分析,冷瓢曲主要出现在缓冷上转向辊上,发生的原因主要是因为炉辊温度低,而带钢温度高,两者温度差较大,炉辊在长度方向上中部与两端温差也较大,形成的热凸度较大,带钢受到的对中力较大,而带钢较薄,对中应力较大,超过其屈服强度时,就会产生冷瓢曲。
b)采取措施分析
要解决冷瓢曲问题,在退火炉设计时可以采取很多措施,但在已经建成的生产线,只能从操作方面着手。一方面可以增加带钢的屈服强度,另一方面可以减小炉辊凸度。但是,必须科学合理才能达到最佳效果,如果简单地增加带钢的屈服强度,即降低带钢温度,就必须增加风机的流量,特别是2号风机的流量增加了,就会造成大量的冷气进入转向辊炉室,增加炉辊凸度,形成两者的矛盾。因此,必须统筹兼顾。
c)解决问题的最佳方案
其实,对于薄板而言,缓冷能力是有些多余的。因此,最佳方案是,将1号、3号、4号、5号风箱开到最大,而尽量减小2号风机的负荷,2号风机尽量不开或小功率运转,这样就可以减轻缓冷炉室内冷炉气对炉辊室的影响,减小热凸度,从而解决冷瓢曲问题。
a)发生原因分析
经过对几起断带事故的带钢断口进行仔细分析,都是带钢在边部刮到风箱,撕开的。带钢为什么会擦到风箱呢?于是薄板生产时到窥视孔蹲守观察,发现带钢的状态很差,既有C形弯曲严重。可以想象,正是这种板形,造成了带钢接触到风箱,并且造成刮伤断带。
b)通过张力调整减小C形弯曲
解决C形弯曲问题主要通过调整张力来解决,带钢张力与带钢与风箱接触问题有两种倾向。张力过小时,带钢在风箱吹动下,产生飘动,极易刮到风箱;张力过大时,带钢产生C形弯曲,边部位置偏移中心线,也会刮到风箱。因此,张力必须大小合适。本案例在设计张力时,是根据单位张力计算的,薄板是不是采取相同的单位张力,等比例地减小张力,还是要根据具体情况。从本案例的情况来看,是张力偏大,可以适当降低。
c)通过挡板调整减小C形弯曲
带钢冷却时的边缘效应也会增加C形弯曲,由于带钢在宽度方向上边部散热快、中间散热慢,所以带有一定的中浪,也会导致C形弯曲。在这方面主要通过调整风箱挡板,增大风机风管中间的风量,减小边部的风量,来减小带钢中部和边部温度差,就能到达减小带钢C翘的目的。
d)问题的解决
于是,调板张力表,减小整薄在缓冷段的张力,并且增加冷却风箱中部的开口度、减小边部的开口度,在窥视孔观察带钢的板形大幅度改善,再也没有出现因此而断带的事故。
本文内容来源于知钢合作伙伴镀锌人之家,其团队中的两位冷轧涂镀板卷专家(许秀飞、张雨泉)已入住知钢专家平台。
两位专家的详细介绍如下:
专 家 介 绍

许秀飞,教授级高级工程师,九三学社社员、重庆市涪陵区政协四届常委,获得全国钢铁工业劳动模范、重庆市有突出贡献的中青年专家、重庆市工业先进个人等荣誉称号,享受国务院特殊津贴,现任中冶赛迪高级咨询师,建有重庆市组织部认定的专家工作室。
多次去POSCO研修汽车板生产技术,在长期的生产实践中积累了丰富的经验,出版了《钢带热镀锌技术问答》、《钢带连续涂镀和退火疑难对策》、《高档钢板生产技术与控制》和《汽车板生产工艺与管理》四本专业著作。
主持起草国家标准7项、行业标准10项。主持完成的多项成果,分获省部级科技进步奖一等奖2项、二等奖3项、三等奖2项。

张雨泉(ZhangYu Quan),男,1959年2月出生,教授级高级工程师,全国冷轧技术专家。
曾任武钢股份有限公司冷轧总厂厂长,宝武集团鄂钢强盛薄板公司总经理,现任中国金属学会冷轧板带学术委员会(全国冷轧协会)副主任,宝钢冷轧技术委员会常务委员。
从事冷轧技术、管理工作三十余年,赴蒂森克虏伯、奥钢联林茨钢厂、新日铁、英国塔塔等公司学习汽车板一贯制生产技术,自主开发冷轧轿车板年产量达300多万吨,面板产量达40多万吨,荣获全国五一劳动奖章。著作《汽车板生产技术与管理》。
本文来源:知钢网微信公众号平台
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)