
一种渗碳方法:将工艺气体催化再生后,再送回热处理炉中
1.常规气体渗碳方法缺点
常规气体渗碳方法应称为“换气渗碳”,也就是说这种方法要向炉内不断通入一定量的保护气氛,再从排气口排出烧掉。这种方法的缺点之一是保护气氛燃烧导致的热损耗大;二是排气口烧掉的气氛要通入新的保护气补充。
连续换气的载气一般从炉子的淬火室排除烧掉,这就导致碳的利用率极低。比如由载气和冨化气通入炉内的碳为100g,而实际渗入工件表面的碳只有2g,即2%,也就是说98%是碳流经炉子最后在排气口白白地烧掉了。
2.一种全新的渗碳方法——HybridCarb渗碳法
1)Ipsen公司研发的新的渗碳方法,其工艺特点之一是,保护气氛不会以废气的形式烧掉,而是由气氛循环系统将废气经过一个中间调节室(准备室),低碳势气氛在这里通过添加极少量富化气(如天然气)使碳势升高到所需值(降低碳势采用加入空气的方式),再送回加热室内渗碳使用,见图1。
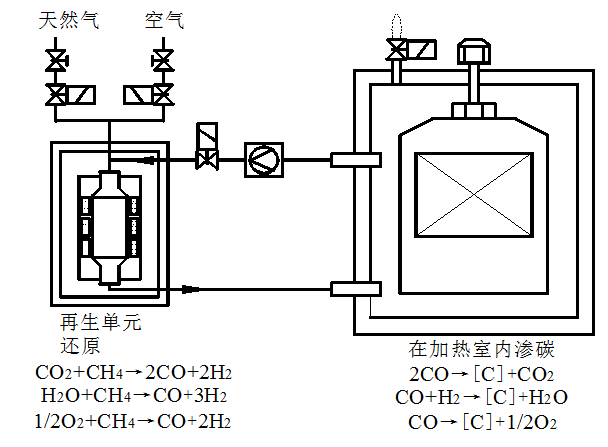
图1 再生单元与渗碳炉连接简图
图2 与RTQ-17炉相连的再生单元
图3为RTQ-17多用炉的工艺曲线,其温度、碳势及CO值与常规的吸热式气氛渗碳无差异。32.5h的工艺周期对2.5mm的渗层来说也在正常范围内。
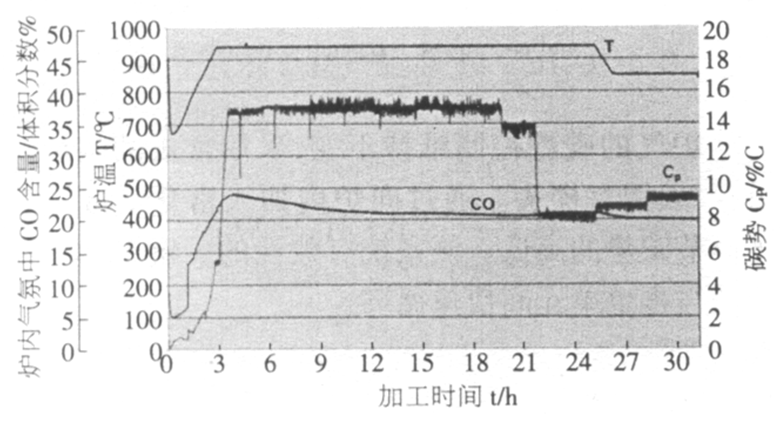
可以看出,尽管在整个工艺过程中长时间没有排气烧掉,所处理的工件无大的差异。在32.5h的处理周期中,其中29h无排气,也就是说89%的时间都是由气氛再生系统在工作,从而节省了大量的气体。
同时,渗碳结果如表面含碳量、碳浓度梯度、渗碳层深度、有效硬化层深度、表面硬度以及显微组织都与设定值相同。
再生系统最大的优点是省气。在整个32.5h的工艺过程中仅消耗了19.76m3天然气用于排气阶段的载气制备以及再生阶段维持炉压;此外用于炉内碳势控制在整个工艺过程中消耗了3.9m3天然气作为冨化气,这样整个工艺周期共消耗了23.66m3的天然气。见表1。
表1 渗层深2.5mm采用再生法所消耗的天然气
工艺时间/h | 再生室消耗量/m3 | 炉子消耗量/m3 | 总消耗量/m3 |
32.5 | 19.76 | 3.9 | 23.66 |
若采用吸热式气氛,则载气消耗约18.8m3/h,32.5h共消耗611m3的吸热式气氛,制备这些吸热式气氛以及冨化气的消耗总共约154.4m3的天然气。也就是说相当于再生法耗量的6倍,或者说对这种深层的渗碳周期再生法可节约84.7%的工艺气体。
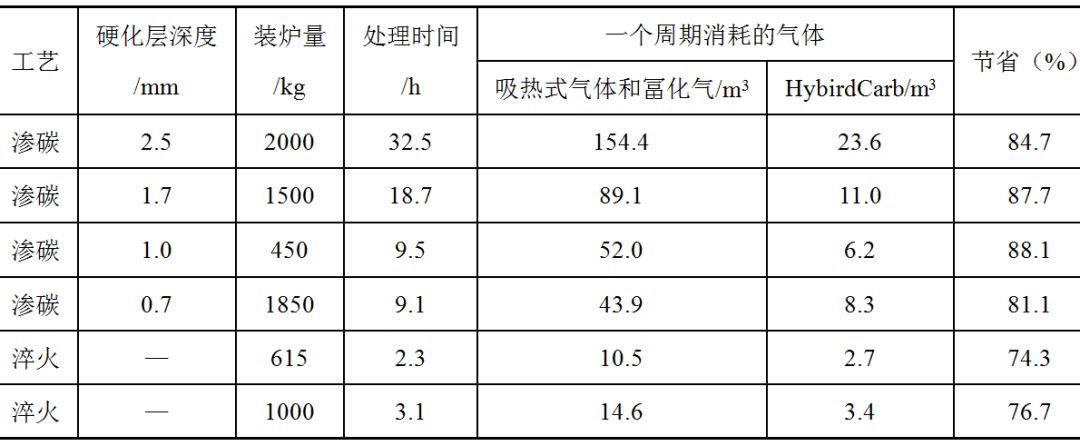
表2汇总了不同装炉量、不同层深的渗碳及光亮淬火工艺的气体消耗数据。从表2中可以看出,与吸热式气氛相比,对渗碳来说工艺气体可以节省80%~90%;对于象光亮淬火这样极短的热处理周期,工艺气体也可节省75%左右。
表2 在TQ/RTQ-17炉中不同装炉量、不同工艺的天然气耗量
来源:机械工业出版社
