
1检验方法
1.1有效硬化层深度测量方法:零件经淬火、低温回火后,在维氏硬度试验机上用9.8N的试验力,在垂直于零件表面的横截面指定部位进行测量。
经有关各方协议可以采用4.9~49N范围的试验力,其测量方法按CB/T5617执行。
1.2显微组织应在400倍下测量,在有效硬化层表层处检验。
一、概论
近几十年来机械行业中广泛应用球墨铸铁制造各种机械零件,但是目前还没有一套严格的、统一的球墨铸铁金相检验标准,来指导热处理工艺和进行质量检验。本标准的制订对广泛采用球墨铸铁,控制球墨铸铁感应淬火质量将具有重要作用。
二、标准应用说明
1.金相组织
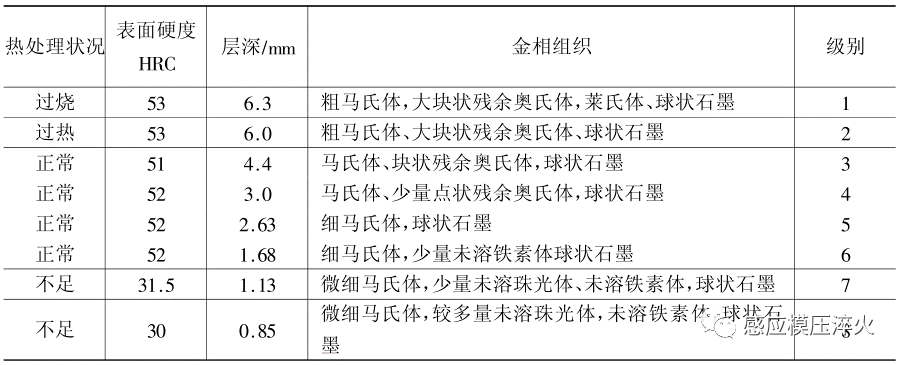
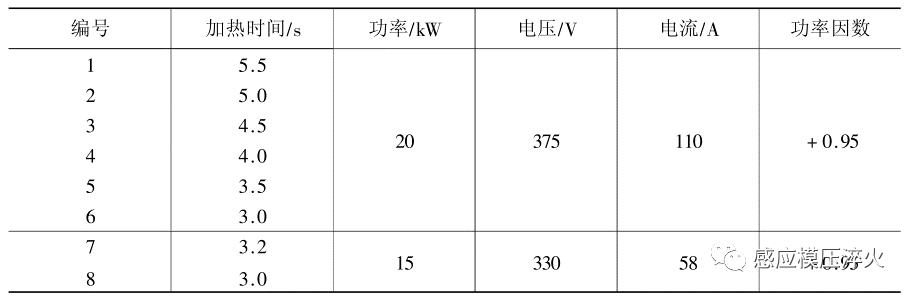
(1)可参照钢制件感应淬火金相检验标准。该标准与本标准是相关标准。球墨铸铁中的球状石墨,在短时间的感应加热过程中,除少量石墨碳扩散到牛眼状的铁素体组织外,其形态基本没有变化。组织组分比钢复杂。但亦有它们相似之处,如金相组织中马氏体组织级别的评定,我们从过热组织到欠热组织顺序排列,并同样订为八级组织级别图片,以适应球墨铸铁淬火后的金相组织检査。其中1~2级属于过热形成的粗马氏体,是不合格组织;7~8级为加热不足,形成微细马氏体和未溶解珠光体、铁素体组织,见表4-7-7。其适应的感应淬火工艺规范,见表4-7-8.

(2)对铸铁金相组织的要求。铸态零件能否直接进行中频淬火,除有良好的力学性能外,还须具有感应淬火所要求的以珠光体为基体的金相组织。
珠光体含量≥75%; 珠光体形态为片状;石墨球化率为70%以上;石墨形态为球状、团状碳化物、磷共晶总量<5%;硬度为220~260HBS。
2.硬化层的测定方法
自国际标准化组织公布了ISO37541976E)《钢一一感应淬火有效硬化层深度的测定方法》后,世界各国对钢件硬化层深度有了统一的测量方法,我国的有关标准也在推行中。但对球铁硬化层深度的测定方法,还未査到有关标准。我们参照了国际上钢件的硬化层深度测量方法,考虑到球墨铸铁组织的复杂性,提出相应的测定方法。
(1)金相法。金相法是采用界限金相组织划线测量硬化层深度的方法。
球墨铸铁中珠光体含量不低于75%时,经高、中频淬火,并经150~200℃低温回火后,其金相组织界限很明显,很容易划线测量。本标准适用于珠光体含量不低于75%的球墨铸铁淬火组织。淬火后硬化层是指零件表面至珠光体面积占20%处的垂直距离(珠光体含量采用定量金相法测定)
(2)硬度测定法(有效硬化层深度)。为搞清球墨铸铁应用金相法测量硬化层和硬度法测量硬化层的差异,我们参照了国际标准IS03754-1976(E)。该标准规定:钢制件有效硬化层深度(DS),是指零件淬火后从表面到维氏硬度等于界限硬度值之间的垂直距离。所谓界限硬度是零件规定的表面硬度值下限的0.8倍。即
界限硬度HV=0.8x表面硬度下限值(HV)
例如,珠光体球墨铸铁曲轴表面硬度下限值为46HRC相当于449HV,则其界限硬度值=0.8×449HV=360HV,用显微硬度计测量硬化层深度,其硬度变化曲线见图4-7-12.
金相法从试样表面测至面积分数为20%珠光体处,两方法试验结果见表4-7-10。从表4-7-10中的试验结果可以看出,两种方法测量值相差很少,在测量误差范围之内。但在试验过程中发现,球墨铸铁用硬度法测量硬化层有效深度有下列缺点
1)经高、中频感应淬火后的球墨铸铁组织较为复杂,大量的球状石墨用硬度法测量时,金刚石锥头难以避开石墨球。
表4-7-10金相法和硬度法硬化层试验结果
2)用硬度法测定硬化层,为防止负荷较大时,压痕周边接近石墨球而影响测量值的精确性,其负荷最好采用0.49~2.94N, 以显微硬度法为宜。
珠光体球墨铸铁基体组织细致,经高、中频感应淬火后,过渡区组织界限明显,划线测量较为容易,与硬度法相比,测量误差小,因此本标准仍采用金相法
3检验方法
球墨铸铁感应淬火零件的检验方法有很多种。除断口检验不适用外,硬化层的低倍冷触硬度测定及金相组织检验等均适用。由于球墨铸铁硬化层过渡区域短,界限组织明显,用冷触方法能清晰显示出零件硬化层分布。要全面鉴定中频淬火零件的质量,仍需采用金相组织检验及硬度测定法。产品质量检验包括以下几方面。
1)生产中按要求定期抽取有代表性零件,进行金相组织、层深、硬度等检验,观察是否符合图样要求。
2)对重要零件按图样要求进行磁力探伤,检验有否淬火裂纹。
3)对新产品投产、生产工艺的更改、设备条件变化等,产品零件需全面质量检验。即检验金相组织、层深、硬度等指标是否符合图样要求。在硬化区域内要测几点硬度,了解有无软点,必要时应纵向取样,检查硬化区域层深的分布。硬化层金相组织在金相显微镜下放大400倍观察。硬化层深度在金相显微镜下放大100倍测量。
4.金相样品的选取与制备
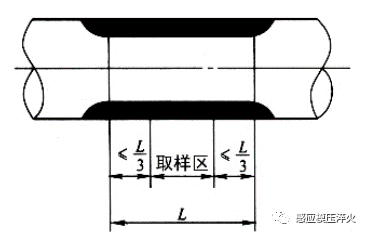
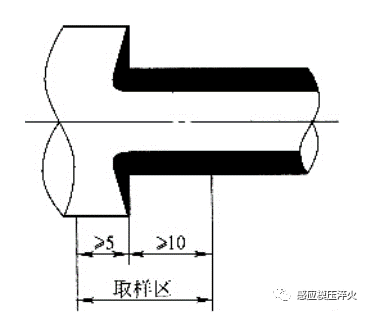
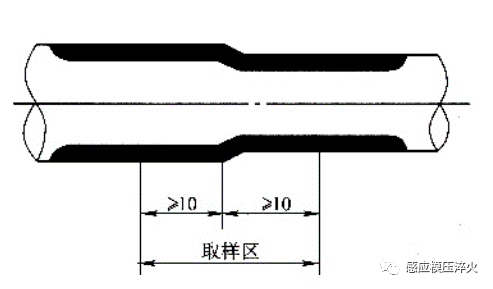
(1)取样位置。选取有代表性的金相试样是获得正确检验结果的重要环节。形状简单的零件在硬化区中部取样,见图4-7-13。要求圆角处淬火零件的取样部位,见图4-7-14要求硬化层连续的变截面轴类零件取样位置,见图4-7-15。
(2)样品的制备。球墨铸铁样品的制备是一项困难的工作,球墨铸铁经感应淬火后,样品的制削难度更大,基体组织硬,石墨球软,磨制时稍有不慎造成石墨球拖尾或剥落,样品表面在显微镜下观察呈一片黑色。有的因石墨球变形,而不能反映真实的金相组织。因此操作正确、熟练是制作样品的关键。
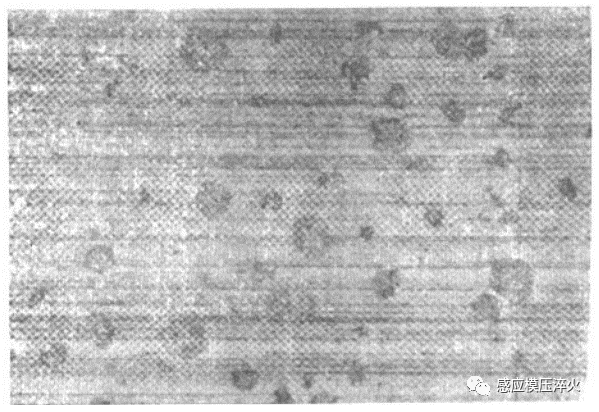
1)磨光。首先将切割后的样品磨面在砂轮上平整,然后依次用280号、0/1号、0/3号、0/5号砂纸磨制,每换一道砂纸需将样品转90°。样品由磨盘中心移至边缘,返回时样品应提离砂纸,这样进行3~5次。一定不要来回往复研磨,以防石墨拖尾或剥落。在最后一道精磨时用力不宜过大,时间不宜过长,以免样品表面氧化产生素乱层,给抛光带来困难。精心磨制后的样品,经清洗吹干后可置于显微镜下观察,视场内呈现出一个方向的细磨痕,球墨轮廓清晰,呈灰色,见图4-7-16,一经抛光即可有良好的效果。
2)粗抛光。把试样磨面均衡地压在旋转抛光盘上,并不断地将试样由磨盘中心至边缘往
返旋转进行抛光。抛光粉以三氧化二铬(Cr:O3)效果最佳。因为它对石墨球的剥落程度最轻,
同时又具有硬度高的特点。为了提高抛光效果,在三氧化二铬抛光液中添加一定量的铬酐,是保护石墨不剥落方法之一,抛光液的配方如下:
水: 500mL
三氧化二铬: 10~15
铬阡: CO2
将配好的抛光液均匀搅拌呈悬浮液状态,酒在细帆布抛光盘上,抛光速度为700~1200r/min,经3~5min可全部消除细砂纸磨痕。
控制抛光液温度也很重要,过湿或过干都能损坏石墨的完整,检查抛光液温度是否恰当,可由磨面上水膜蒸发时间来判定。当磨片提离抛光盘时,磨面上水膜在1~5s内蒸发掉,其湿度为恰当。
3)精抛光。洗净磨面及试样周边脏物,移至精抛光盘,抛光织物以短毛丝绒为底,白纺绸为面的双层抛光织物为最佳。抛光剂是清水或沉淀后的稀液,精抛5~10min。为了防止石墨球的剥落,试样应移至抛光盐近中心处抛光。如有石墨球拖尾时,可将试样作反方向转动,并减轻压力,就能获得良好的效果。
人造金刚石研磨膏也是抛光球墨铸铁的良好磨料。只须将少许磨膏用手指嵌入织物,抛光时用少量水即可。切勿冲洗,以免研磨膏冲失,而降低抛光效果。以采用2.5#~3#粒度的研磨膏比较适宜。
4)侵蚀。精心制备后的试样用含体积分数2%~4%硝酸酒精溶液侵蚀,直至显示出清晰的硬化层为止,即可洗浄吹干。
在制备试样过程中,冲洗液温度的选择也是非常重要的。因为球墨铸铁基体组织复杂,除有大量球墨外,还有孔洞等,侵蚀液极易渗入孔洞及球墨边缘或剥落处。用传统方法凉水冲洗达不到理想的效果。用酒精效果也不理想,其缺点是磨面呈深浅不同颜色的花状态。有时,马氏体针叶的粗细难以区分。为得到正确的显示结果,可用80℃以上的热水冲洗。因为热水的渗透及挥发作用要快一些,能迅速洗浄孔洞内一切脏物,在吹干后进行金相观察时,整个基体金相组织清晰,马氏体针叶层次清楚,球墨周围无水渍,即使在球墨剥落的孔洞处,也很干净平整。
