
一、压裂头的工艺流程
图1 压裂头形状
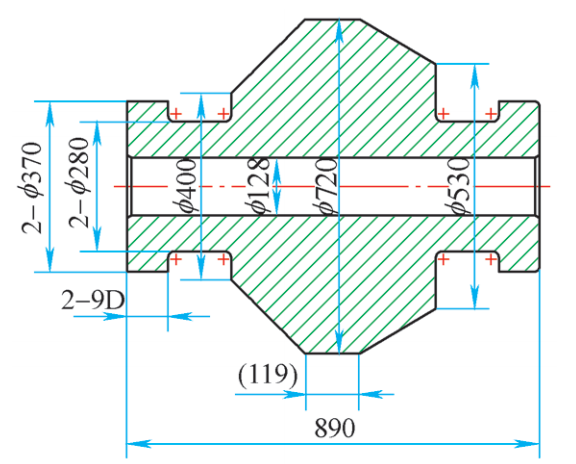
图2 压裂头示意
二、压裂头热处理后裂纹形貌
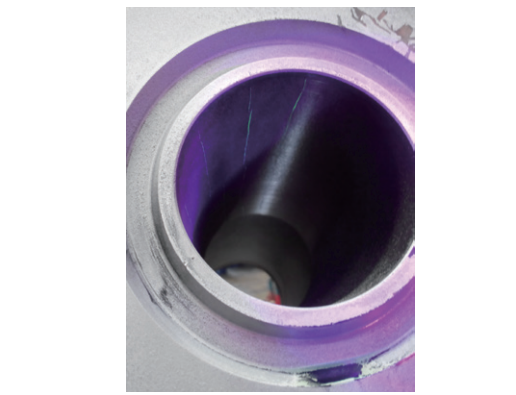
图3 压裂头内孔裂纹形貌
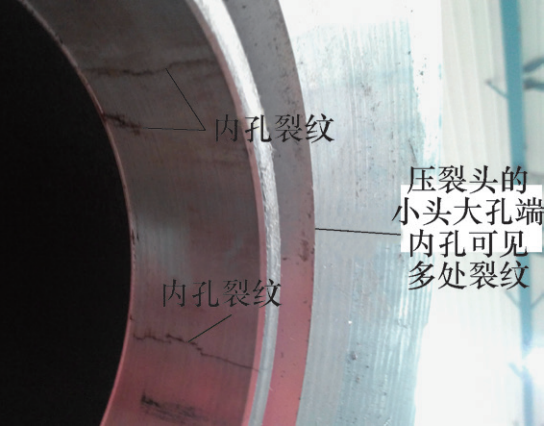
图4 靠近内孔小凸台端面上的裂纹
三、压裂头裂纹产生的原因分析
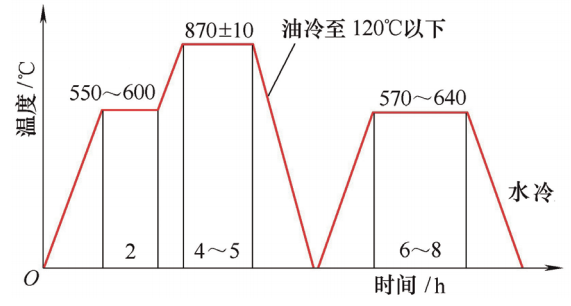
图5 热处理工艺
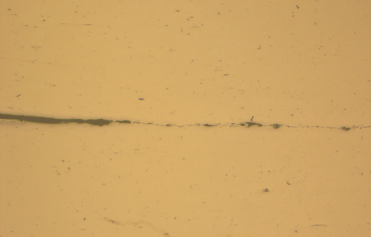
图6 裂纹形貌
四、原因分析
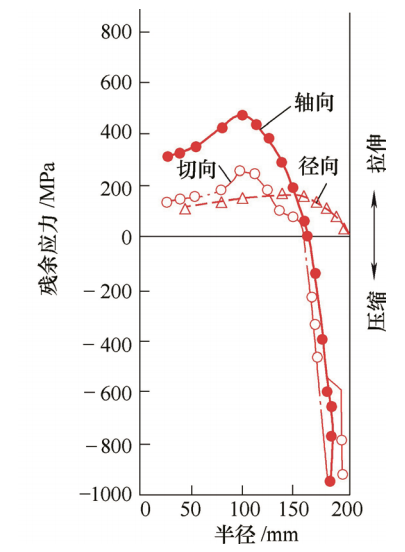
图7 大型产品淬火后的残余应力图
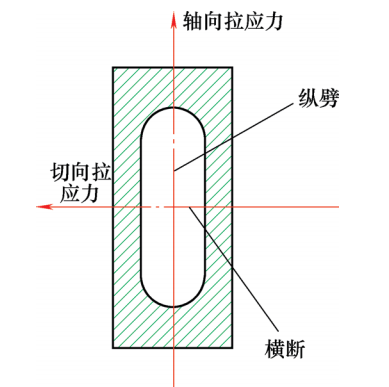
图8 大型件应力的作用方式和淬裂产生的力学模型
五、改进措施及效果
作者:冯玲
单位:中石化第四机械厂
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)