实例:钟形壳淬火感应器及夹具的设计
为了增大汽车转矩,均会使用到驱动桥总成,目前采用最多的是球笼式驱动桥总成。此种驱动桥总成不论是圆弧球道还是直球道,都较好地解决了等速传动问题,并且传递工作角度大、效率高。但由于钟形壳大多采用花键联接,表面润滑效果差,影响了整体的扭矩性能,为此我们采用感应淬火工艺对其进行淬火以提高其硬度、耐磨性和使用寿命。本文所涉及的一种汽车钟形壳零件属空心轴类,壁厚为11.5mm,同时硬化区域内有楞,应该说在感应淬火区域内很忌讳有薄壁、台阶等结构存在,这些结构经常是淬火裂纹的根源。但由于零件的功能需要,这些结构又必须存在,导致其淬火工艺难度加大。为避免尖角效应产生的过热和淬火裂纹,我们从感应器结构及淬火工艺上进行了设计,并对其淬火工艺进行了研究。
图1为一种汽车钟形壳零件结构,图中A、B两段所示区域要求进行感应淬火,图1中A段感应淬火(轴类+台阶),且凸台及端面的淬硬层要求连续。对于轴类零件来说,一般要求硬化层较深。而渗碳等化学热处理常因硬化层太浅而较少采用,火焰表面淬火的质量又远不及表面感应淬火易于控制,故轴类零件很适宜采用感应表面硬化处理。轴类零件经过感应加热表面淬火后,不仅在表层上会获得高的硬度、强度和耐磨性,而且还具有一定的残余压应力,但心部则保持高的塑性和韧性。所有这些性能对轴类零件在疲劳和磨损以及冲击条件下工作来说,不仅是必要的,而且是十分有利的。
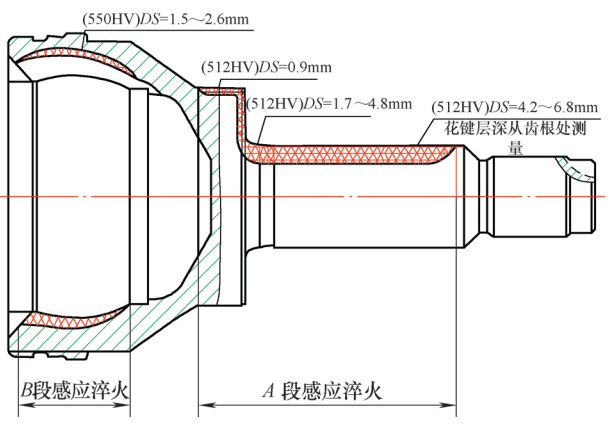
图1 汽车钟形壳零件结构
图1中B段感应淬火属空心薄壁类零件,感应淬火难点在于孔壁淬透或淬火层过深,否则会发生花键变形,为使感应加热表面淬火后的钟形壳零件能获得较高的疲劳性能,必须对硬化层深度、硬化层分布、合理确定硬度以及感应加热淬火工艺等问题,进行科学分析,才能取得预期的效果。
一、钟形壳零件技术要求
钟形壳材质为55钢,预先热处理为调质,硬度260~300HBW;A段硬化层深:花键层深从齿根处测量(512HV)DS=4.2~6.8mm;台阶处(512HV)DS=1.7~4.8mm;大轴颈处(512HV)DS=0.9mm;B段(内腔,550HV)硬化层深DS=1.5~2.6mm(前后各0~5mm过渡区);硬化层深度:首检检测时淬硬层要达到中差,淬硬层形状达到图样要求。热处理硬度均为60~64HRC。毛坯锻造退火→钻中心孔→车外圆→车端面→车内腔面→滚压花键→滚压螺纹→车内腔面→倒角→铣滚道→铣倒角→铣倒角→攻螺纹→切卡圈槽→热处理→精加工→成品→检验。
二、存在问题及注意事项
1)带台阶的轴或轴颈,硬化区最好从台阶根部圆角处开始,以保证获得最好的疲劳寿命。如根部不需要淬硬,硬化区距圆角处距离应当在0~5mm,以避免过渡区的拉应力出现在应力集中部位。2)为防止钟形壳内腔淬透或淬硬层不符合要求(太深或太浅)引起花键变形,导致为了消除变形进行拉削修正时,时常发生拉因不动而损坏拉刀现象,对内花键的冷却是关键。3)钟形壳在感应淬火过程中旋转定位加热的起始设定,是进一步确保淬火质量的控制、操作方法简单可靠,易于实施、质量稳定,以及效率高的主要保证因素。综上所述,图1中A段(台阶处淬硬层连续)及B段(薄壁内腔)应同时满足淬火质量要求,因此对其感应器设计及淬火工艺调整有很大的难度,故需进一步工艺试验研究。
三、工艺研究
钟形壳花键部分加热感应器结构如图2所示,钟形壳内腔部分加热感应器结构如图3所示。
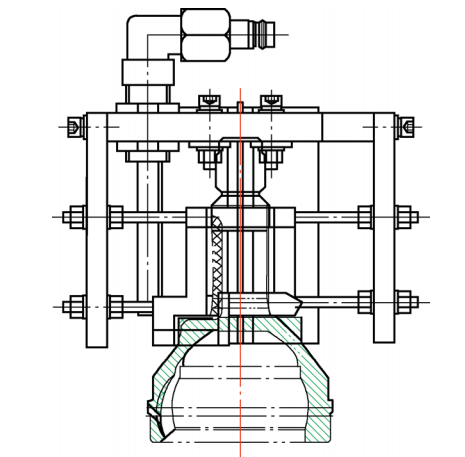
图2 钟形壳花键部分加热感应器结构
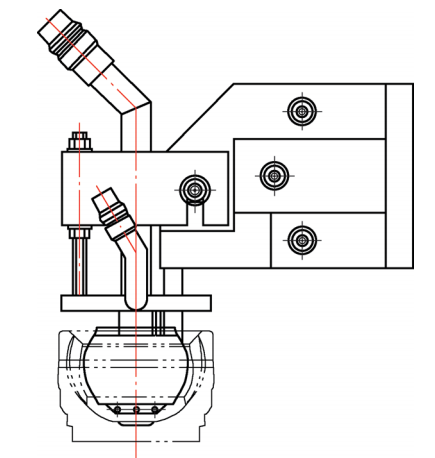
图3 钟形壳内腔部分加热感应器结构
以钟形壳花键部分有效圈为例加以说明,其有效圈分三段:上段加热工件圆柱体上端一段,此段包角应<150°,当采用180°时,要将间隙放大;中间一段是由两根立柱来加热,此立柱上应加装导磁体;下段加热轴的圆角部分,此段也要加导磁体。当与圆角相连的法兰面也要加热时,此段可分成两个区段,一段加热圆角(所加导磁体的开口面向圆角),另一段的截面变成矩形(所加导磁体的开口面向底面),花键部分加热感应器实物如图4所示,钟形壳内腔部分加热感应器实物如图5所示,钟形壳淬火用夹具如图6所示。

图4 钟形壳花键部分加热感应器实物

图5 钟形壳内腔部分加热感应器实物
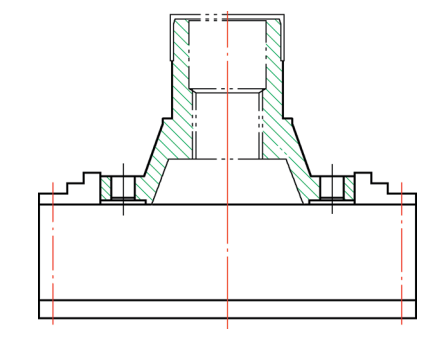
图6 淬火用夹具
根据图样要求,钟形壳淬火后的硬化层深为0.9~6.8mm,故选用的是中频淬火机床,如图7所示。使用的工艺参数见表1。
表1 钟形壳淬火用工艺参数
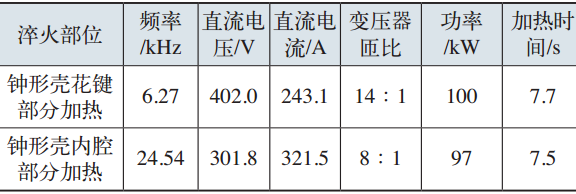

图7 钟形壳淬火用机床及电源
钟形壳花键部分加热感应器与处理面间隙:距上端面为2mm;淬火后硬度为53~58HRC,金相取样如图8所示,金相组织如图9所示。

图8 花键金相检验取样
图9 花键金相组织(4级马氏体)
钟形壳内腔部分加热感应器与处理面间隙:距上端面为4mm;淬火后硬度为54~58HRC,金相取样如图10所示,金相组织如图11所示。
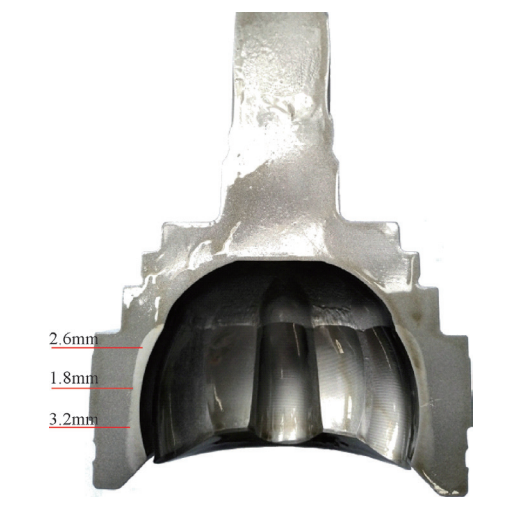
图10 内腔金相检验取样
图11 内腔金相组织(4级马氏体)
淬火工艺试验编程如下:
程序号:00012(钟形壳花键)
N0010 G00X-193.318
N0020 M00
N0030 M03
N0040 G04X4
N0050 M06 S1600
N0060 G04X7.7
N0070 M07
N0080 M18
N0090 G04X17
N0100 M19
N0110 M05
N0120 G28X0.
N0130 M30
程序号:00015(钟形壳内腔)
N0010 G00X-193.318
N0020 M00
N0030 M03
N0040 G04X4
N0050 M06 S1200
N0060 G04X4.5
N0070 M07
N0080 M18
N0090 G04X15
N0100 M19
N0110 M05
N0120 G28X0
N0130 M30
四、结果分析
2)从27kHz降至6.27kHz,是为了增加淬火层深。3)与感应器距离增加1mm,是为了上端淬火层深加大、底部温度下降。4)喷水时间加长,是为了试件冷却。15s时工件余温太高,会产生低温回火。技术要求淬硬层深为1.5~2.6mm,实际测量为1.8~3.2mm。
五、结束语
首先,由于该零件上同时有端面及凸缘感应淬火疑难结构的存在,导致在实施局部感应淬火时,易产生尖角效应,即在局部感应淬火时,位于尖角处的电流密集,易产生过热或过烧现象,甚至产生淬火裂纹,故感应加热工艺存在一定难度。其次,淬火长度不够,不合格。上端要求1~5mm未淬到。下端要求10.5mm淬火长度,实际为7.8mm,需增加淬火长度。通过调整感应器长度,即在感应器上端长度增加4mm、下端感应器长度增加3mm的情况下进行试验,最终使问题得以圆满解决。最后,通过感应器的设计及导磁体的合理布局,并通过感应器间隙大小及加热冷却时间等工艺参数的调整,避免了凸缘处的电流密集及过热、过烧等现象,防止了淬火裂纹的产生,使得凸缘处感应淬火的淬硬层深度得到有效控制,且淬硬层连续,分布均匀,继而提升了淬火质量。通过调整零件移动速度,由S1200调至S1300,试验后结果达到图样技术要求。钟形壳内腔零件装在心轴上后,心轴喷水孔要一直喷水,对内花键进行适宜的冷却,保证在零件表面加热时,内花键基本不受热。这种辅助冷却方法,适用于薄壁零件的感应淬火。程序编制合理,配合优化的工艺参数,满足了钟形壳花键及内腔所需的淬火硬度、淬硬层深度以及淬火均匀性,且热处理后变形小,达到了产品设计要求,提高了产品质量。
参考文献:略。
作者:范洁,夏元伟,梁智杰,宋京霏,梁朋涛,赵海洋
单位:洛阳法拉地感应设备有限公司
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

