
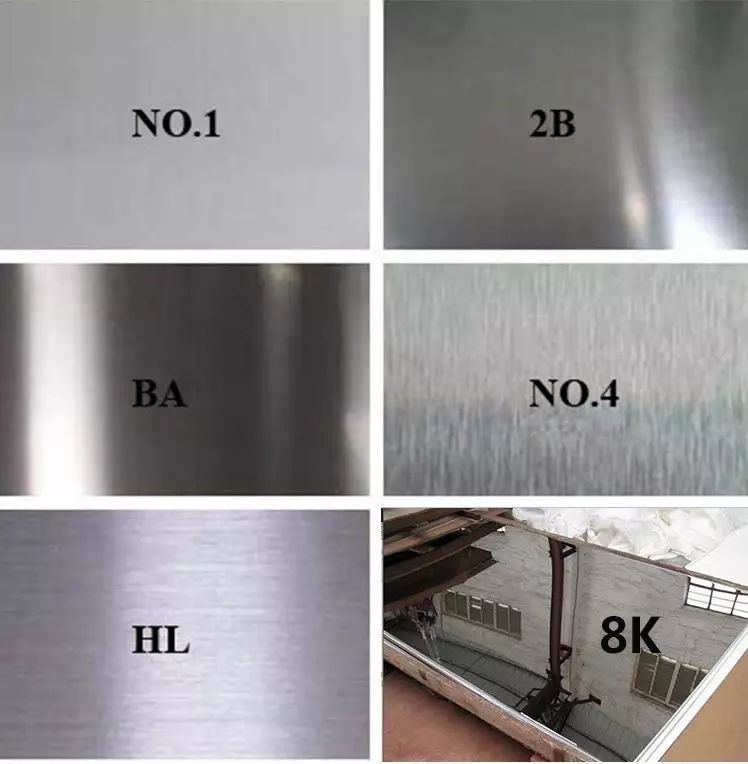
加工类型:热轧,退火,除氧化皮
状态特点:粗糙、无光
主要内容:热轧至规定厚度后,然后退火,去氧化皮。通常在工业用途使用,耐热、耐腐蚀,对表面光滑度要求不高的用途。
加工类型:冷轧、热处理、酸洗或除磷
状态特点:表面均匀、呈亚光状
主要内容:冷轧后热处理、酸洗。亚光表面经酸洗或除磷产生。可用毛面辊进行平整。毛面加工便于在深冲时将润滑剂保留在圆钢表面。这种表面适用于加工深冲紧固件,但这些部件成型后还需进行抛光处理。
加工类型:冷轧、热处理、酸洗或除磷、光亮加工
状态特点:较2D表面光滑平直
主要内容:在2D表面的基础上,对经热处理、除磷后的钢材用抛光棍进行小压量的平整。属最常用的表面加工,除复杂的紧固件深冲外,可用于任何用途。
加工类型:冷轧、光亮退火
状态特点:平滑、光亮、反光
主要内容:冷轧后在可控气氛炉内进行光亮退火。通常采用氢或氮混合气氛,以防止退火过程中的氧化现象,也是后序再加工常用的表面加工。
加工类型:对单面或双面进行刷磨或亚光抛光
状态特点:无方向纹理、不反光
主要内容:需方可指定抛光带的等级或表面粗糙度。由于抛光带的等级或表面粗糙度的不同,表面所呈现的状态不同。这种表面适用于延伸产品还需进一步加工的场合,若钢材或钢板制成的产品不进行加工或抛光处理时,建议用4号表面。
加工类型:对单面或双面进行通用抛光
状态特点:无方向纹理、反光
主要内容:经粗磨后,再用粒度为120-150#或更细的研磨膏进行精磨。这种材料被广泛用于食品设备、厨房设备、店铺门面连接用紧固件等。
加工类型:单面或双面亚光锻面行抛光、Tampico研磨
状态特点:呈亚光状、无方向纹理
主要内容:表面反光率较4号表面差,是用4号表面加工的钢材在中粒度研磨膏和油的介质中经刷磨而成。适用于不要求光泽度的建筑和装饰紧固件,研磨粒度可由需方指定。
加工类型:高光泽度表面加工
状态特点:光滑、高反光度
主要内容:由优良的基础表面进行研磨而成,但表面磨痕无法消除。该表面主要适用于要求高光泽度的建筑物外表装饰用紧固件。
加工类型:镜面加工
状态特点:无方向纹理、高反光度、影像清晰
主要内容:该表面是用逐步细化的磨料抛光和用极细的钢丸擦磨而成。表面不留任何擦磨痕迹。该产品用于镜面或模板类连接用。
加工类型:冷作硬化处理
状态特点:根据材质及冷作量的大小而变化
主要内容:对退火除磷或光亮退火的钢材进行足够的冷作硬化处理,大大提高强度水平。
加工类型:冷轧、酸洗、平整、研磨
状态特点:呈连续性磨纹状
主要内容:用适当粒度的研磨材料进行抛光,使表面呈连续性磨纹。
人们大都认为不锈钢是不会生锈的,其实不然,它和其它许多金属一样,用手接触或者接触空气受环境影响时也会被氧化生锈,另外不锈钢工件表面经过机械加工例如焊接、冲压、卷曲、热处理等工艺处理之后生成一层乌黑的氧化变质硬化层,同时又形成了许多肉眼看见和看不见的微小毛刺以及锐角毛边等,一般情况下用机械的方法很难将它们除去,影响其工件材质本身特性的发挥。为了解决这些问题,人们使用各种方法对不锈钢等金属表面进行研磨抛光处理。
研磨抛光方法分类
1、机械研磨抛光:
a:砂轮抛光 b:喷沙抛光c:研削抛光d:挤压抛光
2、化学研磨抛光:
a. 電解化学研磨抛光;b. 化学研磨抛光
3、复合研磨抛光:机械法和化学法两种研磨方式的组合
对于不同的金属材质,不同的使用场合,对金属工件表面不同的需求,必须采用不同的研磨方法或者几种研磨方式组合进行研磨加工处理才能使加工工件满足使用上的要求。
不同研磨抛光方法的区别
⑴ 化学研磨与机械研磨有本质上的不同
“化学研磨”是将被研磨面上的微小凸部与凹部相比较的情况下使其凸部优先溶解,改善金属表面粗糙度,获得平滑光亮表面的过程。
“机械研磨”是将被研磨面的凸部用切削,磨耗或者塑性变形等方式除去,获得平滑光亮表面的过程。
两种研磨方式对金属表面有不同的影响,金属表面的许多性质被改变,所以化学研磨与机械研磨有本质上的不同。
由于机械抛光的局限性,使不锈钢等金属工件不能发挥其应有的功能,对这些问题难于解决,在20世纪80年代出现了不锈钢电解化学研磨抛光技术,一定程度上解决了机械抛光难于解决的问题,优势明显。但是电化学研磨抛光仍有许多缺点。
⑵ 化学研磨与电解研磨的比较
★ 化学研磨抛光:将金属浸渍在各种成分组成的特殊化学溶液中,靠化学能量自 然溶解金属表面,获得平滑光亮的表面。
★ 电解化学研磨抛光:将金属浸渍在各种成分组成的特殊化学溶液中,靠电流能量阳极溶解金属表面,获得平滑光亮的表面。
化学研磨仅仅是浸渍作业,操作简单;而电解研磨抛光需要大容量直流电,还要合理设置电流对极,精确控制电流电压,操作工艺复杂,质量控制困难,有些特殊工件还不能处理。人们一直期待着更佳完善的研磨方法出现,虽然这期间出现了一些纯化学研磨抛光技术,但是与电解研磨方式相比,满足其光泽环保以及研磨效果等重要技术指标的产品一直没有出现。
化学研磨⇨电解化学研磨⇨机械研磨
化学研磨 | 电解化学研磨 | 机械研磨 |
用化学反应溶解的方式将研磨工件表面变成平滑光亮面的过程 | 用电化学反应阳极溶解的方式将研磨工件表面变成平滑光亮面的过程 | 通过切削、塑性变形和磨耗等方式将研磨工件表面变成平滑光亮的过程 |
被研磨表面经过化学反应后生成一层保护膜,耐腐蚀性和耐磨性提高,光泽持久。 | 同左 | 由于塑性变形的影响表面生成加工硬化层和晶格组织结构变化,耐腐蚀性和耐磨性减弱,容易再次氧化发乌,光泽不持久。 |
被研磨表面凹凸平滑连续均匀,流动阻力小 | 同左 | 被研磨表面平滑连续性不好,凹凸部流动阻力大 |
被研磨表面无付着物 | 同左 | 被研磨表面沾附有金属粒,砂粒,研磨膏油脂等杂质 |
被研磨表面微小毛刺毛边可以很容易除去,100μm以下可以 | 根据场合工件有时不能处理 | 被研磨表面微小毛刺毛边不能除去100μm以上可以 |
被研磨表面反光性好,反射能高,正反射率超过90% | 同左 | 被研磨表面由于杂乱反射,反射能低,正反射率60% |
被研磨工件不产生应力变形 | 同左 | 加工后的工件产生加工应力变形 |
由于表面凹凸差小,抗疲劳强度增加10~20% | 同左 | 容易产生疲劳强度 |
对于导电物质而言,接触面改善,冷放射电弧火花不易产生,导电性增加 | 同左 | 由于毛刺毛边的影响,接触面接触不佳,易产生火花电弧等 |
任何复杂形状的工件,线状薄板等均可研磨抛光 | 由于电流分布的影响有些形状的工件不能处理,电线接头处不能处理 | 特殊形状工件不能研磨或者很难研磨 |
研磨处理时间短 | 研磨处理时间长 | 研磨处理时间长 |
操作技术极其简单 | 需要相当的技术操作复杂 | 操作技术个人之间有差距 |
小的工件可以大批量加工 | 工件批量生产不可以 | 工件批量生产不可以 |
设备投资小 | 需要大量的设备投资和技术人力投资 | 需要一定的设备投资 |
不需要电能 | 需要大量电能 | 需要电能少 |
环境污染极小 | 环境污染严重 | 环境污染严重 |
被研磨表面比较大的凹凸,深的划痕不能除去 | 同左 | 被研磨表面的凹凸和划痕通过一定的时间处理可以除去 |
容易受工件材质影响有些材质不能处理 | 同左 | 不受任何材质影响 |
大型的工件处理困难 | 大型的工件处理也比较困难 | 大尺寸的工件可以处理 |
对药品的依赖性强 | 化学研磨液组分容易买到 | 无左项缺点 |
成本适中 | 成本高 | 成本低 |
