本站2020年10月14日发表的文章: 热轧钢板 缺陷 10个 实例,钢板裂纹 实例分析 图册 分析判断【收藏】非常的好, 网友评价很高,今天我们接着把余下的6例讲完.
实例11: 铸坯角部横向裂纹引起的板边疤状缺陷
材料名称:Q345C
情况说明:
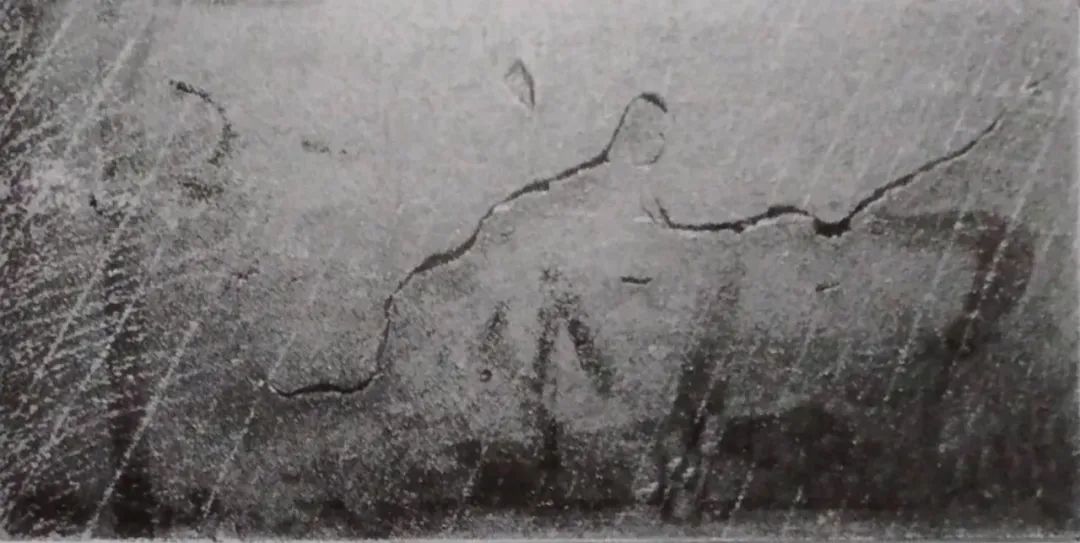
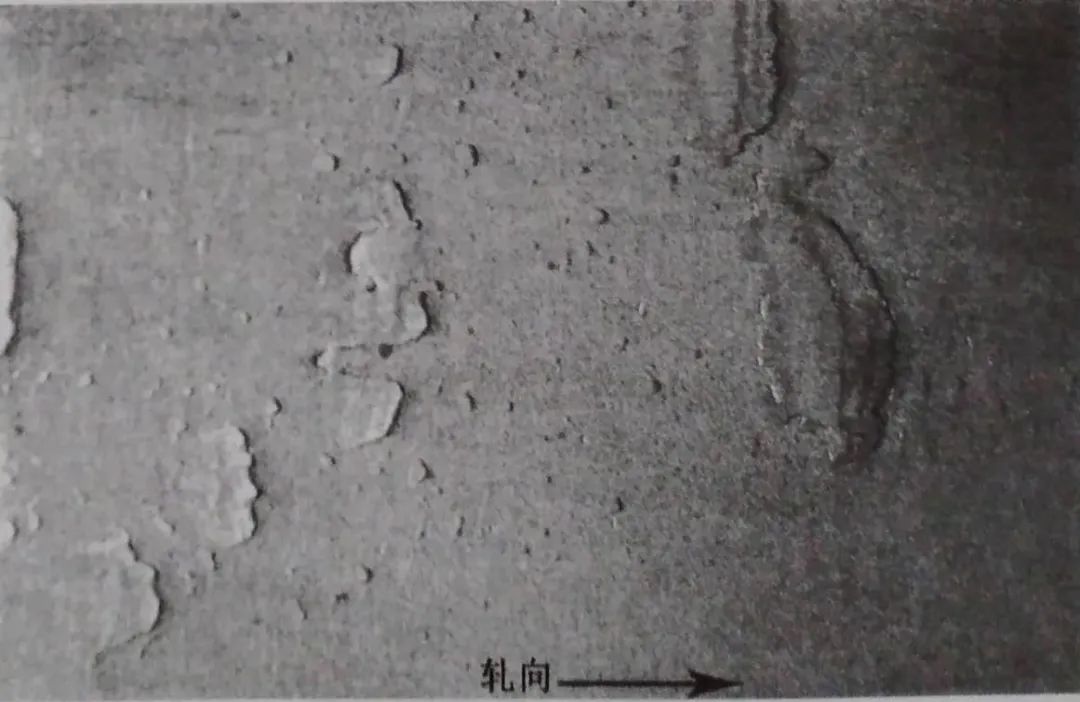
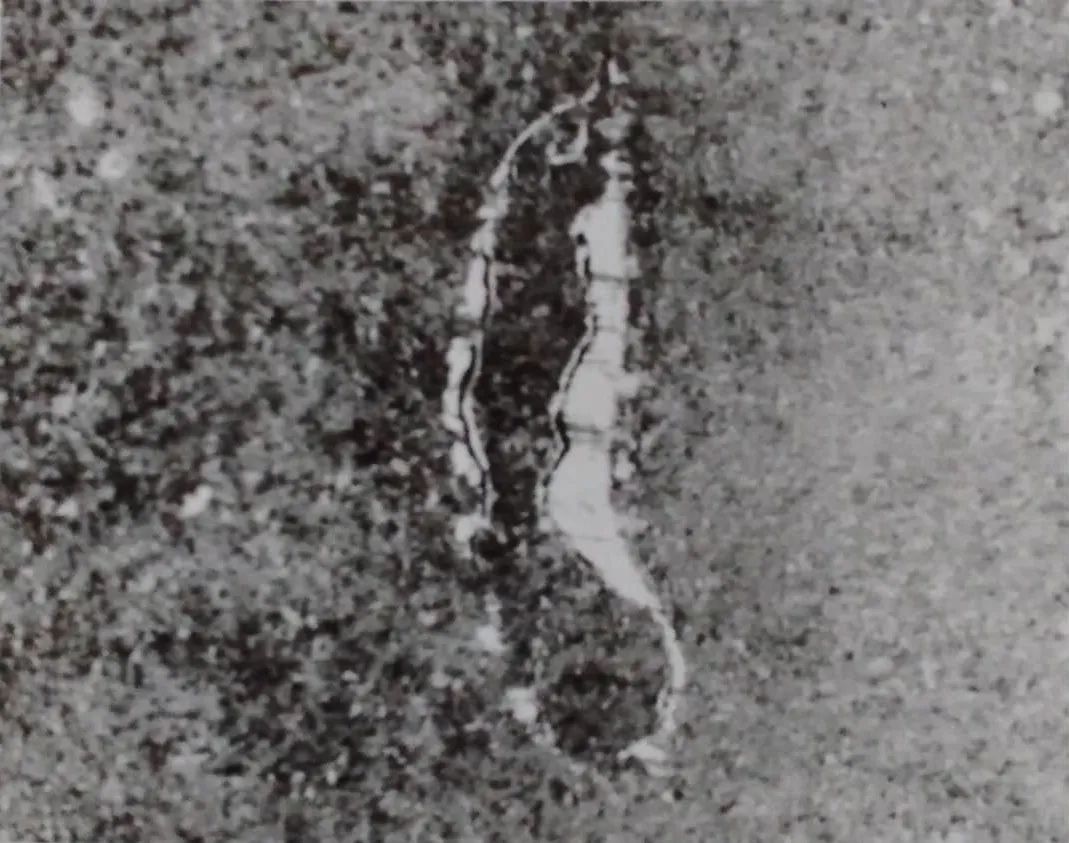
一批规格为1750mm(宽)×230mm (厚)的Q345C连铸板坯,热轧成1700mm(宽)×22mm (厚)的钢板后,板边出现大量疤状缺陷,在同批生产的钢卷中,有缺陷的钢卷所占的比例高达23.42%, 而规格为1550mm (宽)×230mm (厚)的Q345C 连铸板坯,热轧成1500mm (宽)×22mm (厚)的钢板后,钢卷边部缺陷所占的比例仅占3.09%。缺陷主要出现在钢板上表面一侧边部(该侧相当于铸坯内弧侧),距侧面50mm的范围内,缺陷多呈“折叠型”薄片状疤块沿轧制方向断续分布,疤块形状和大小不一,一端与正常部位相连,另一端与正常部位分离,宏观特征见图1-46。
微观特征:
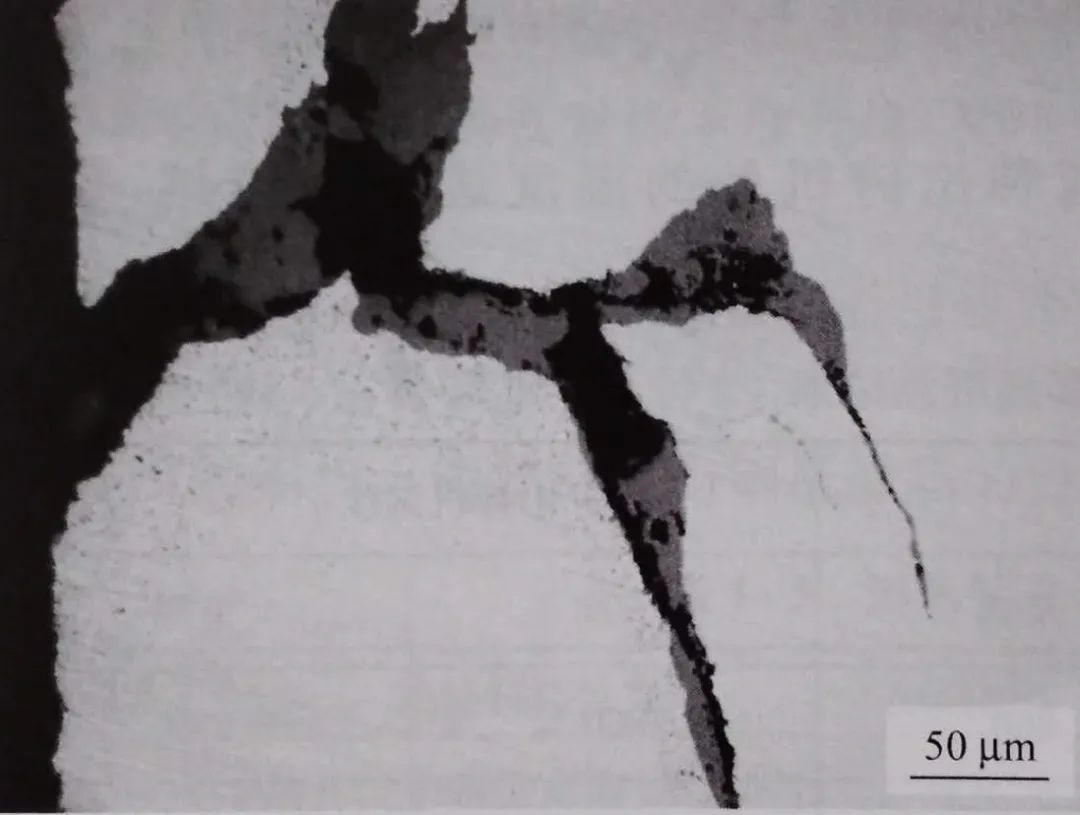
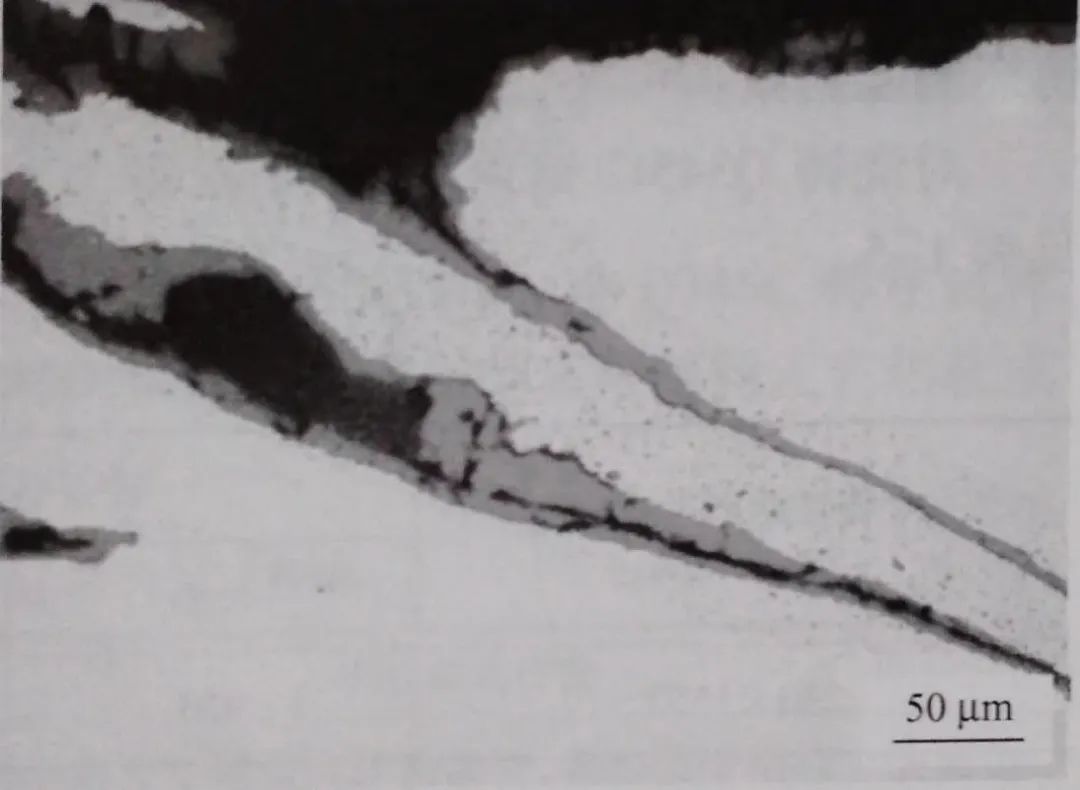
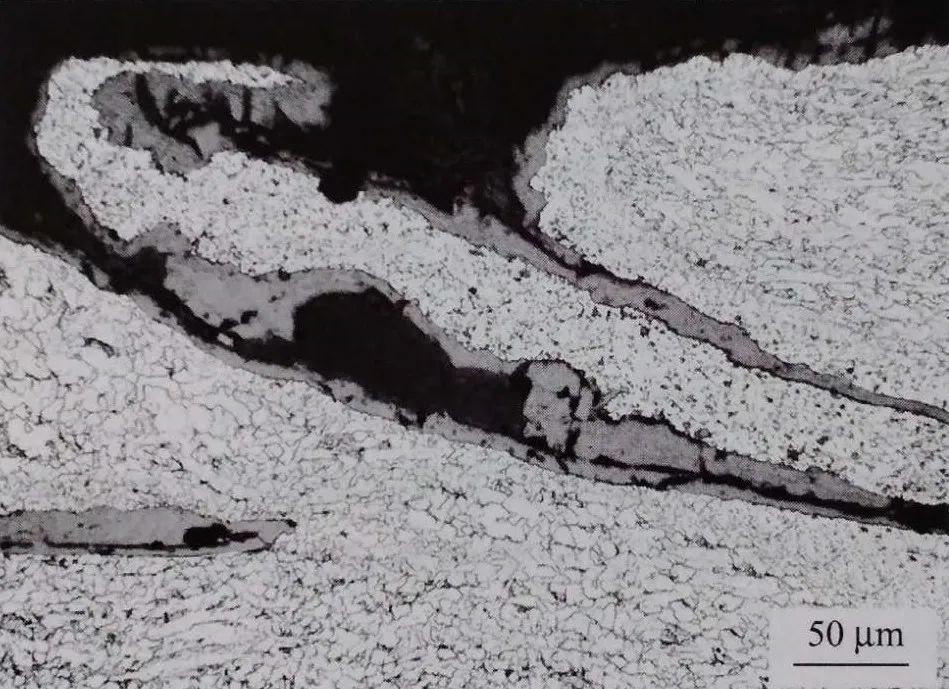
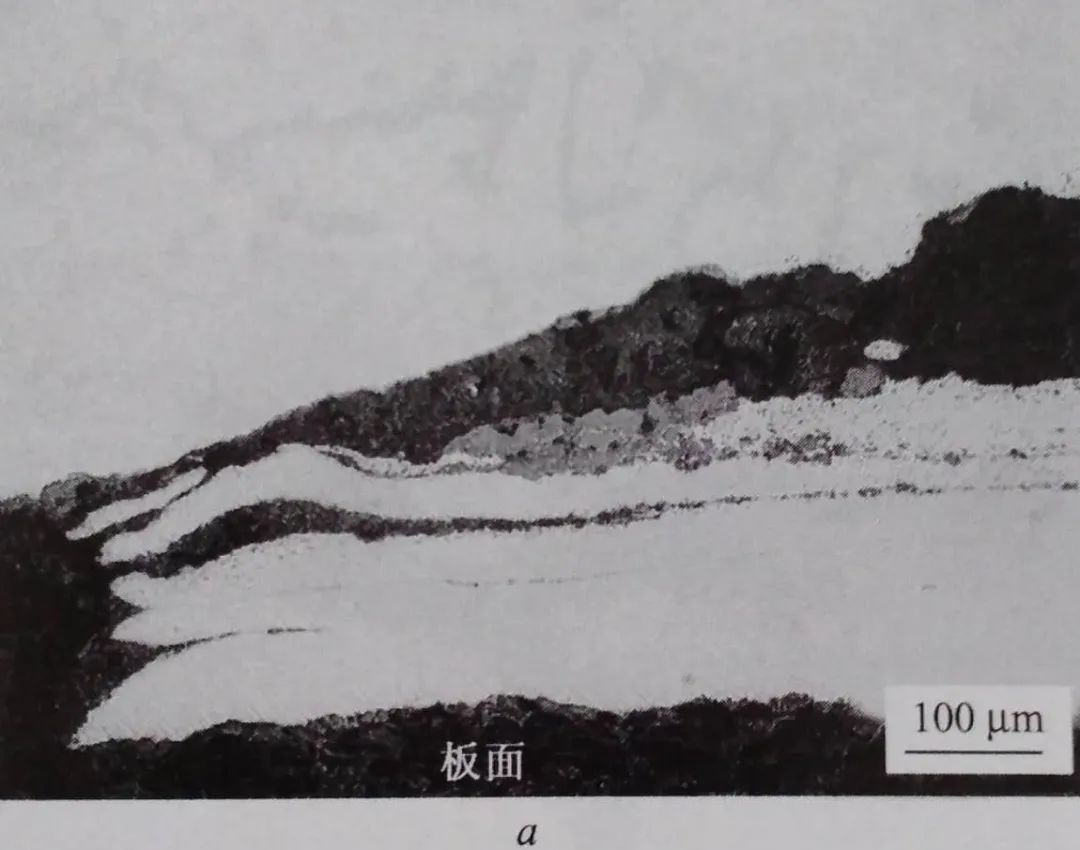
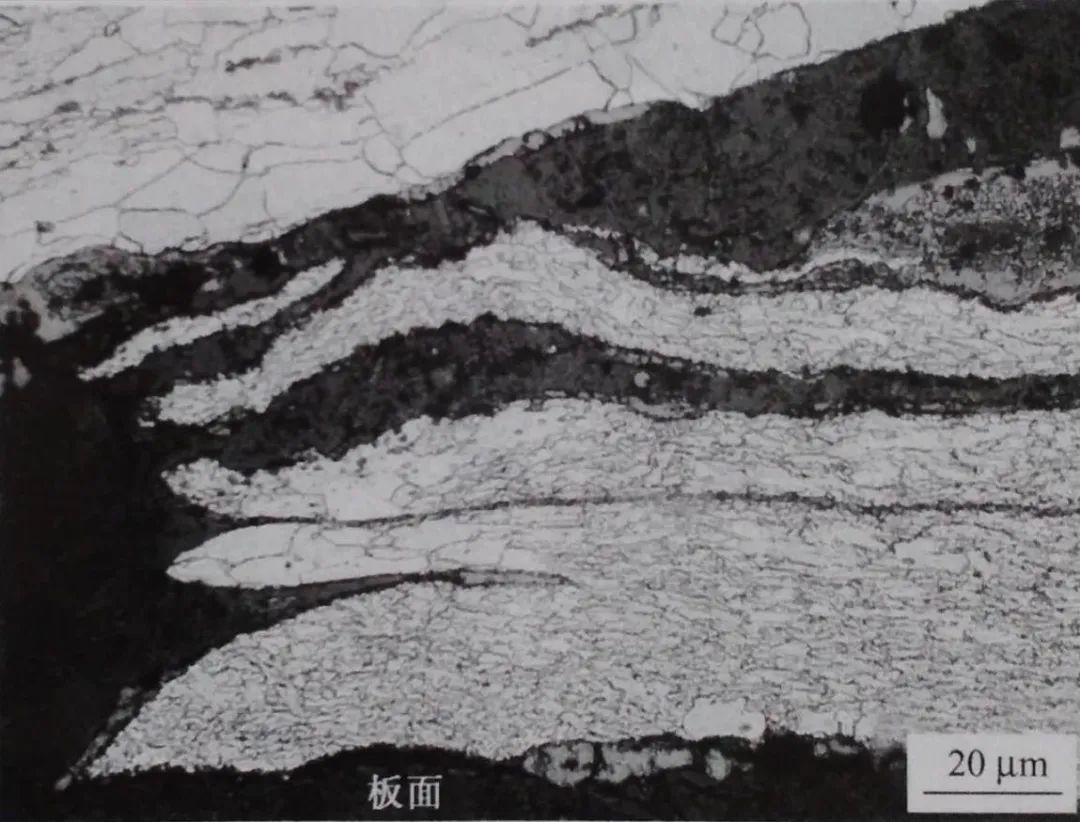
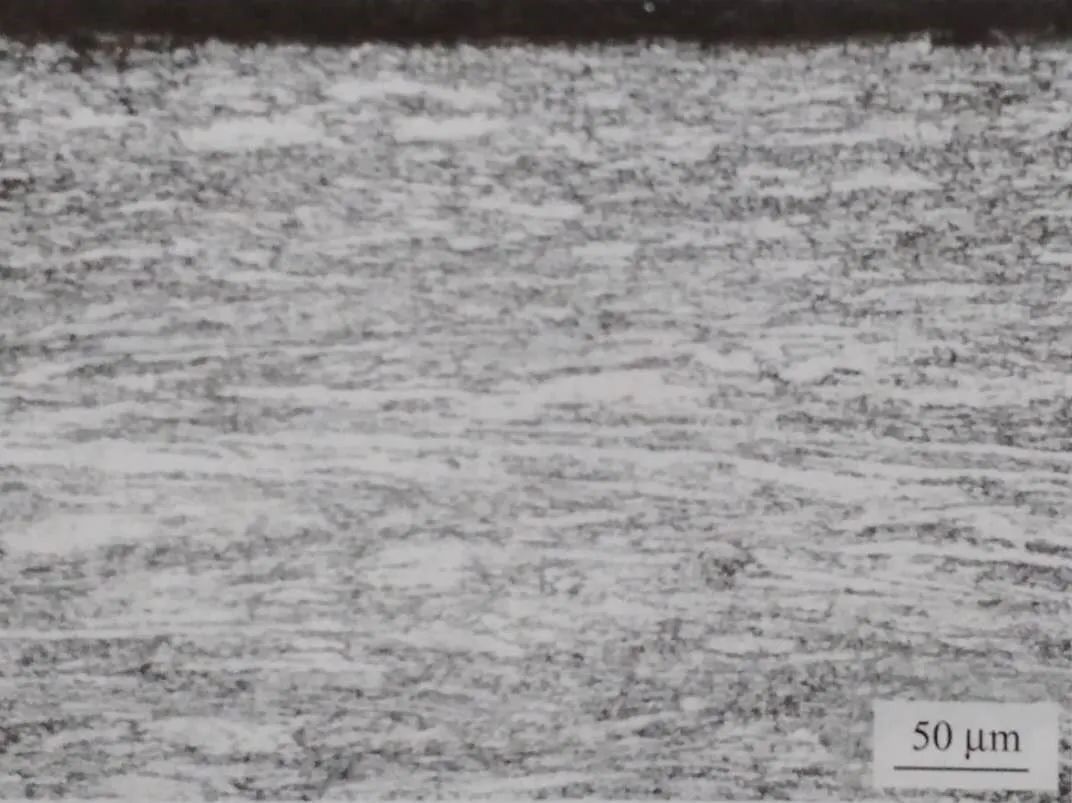
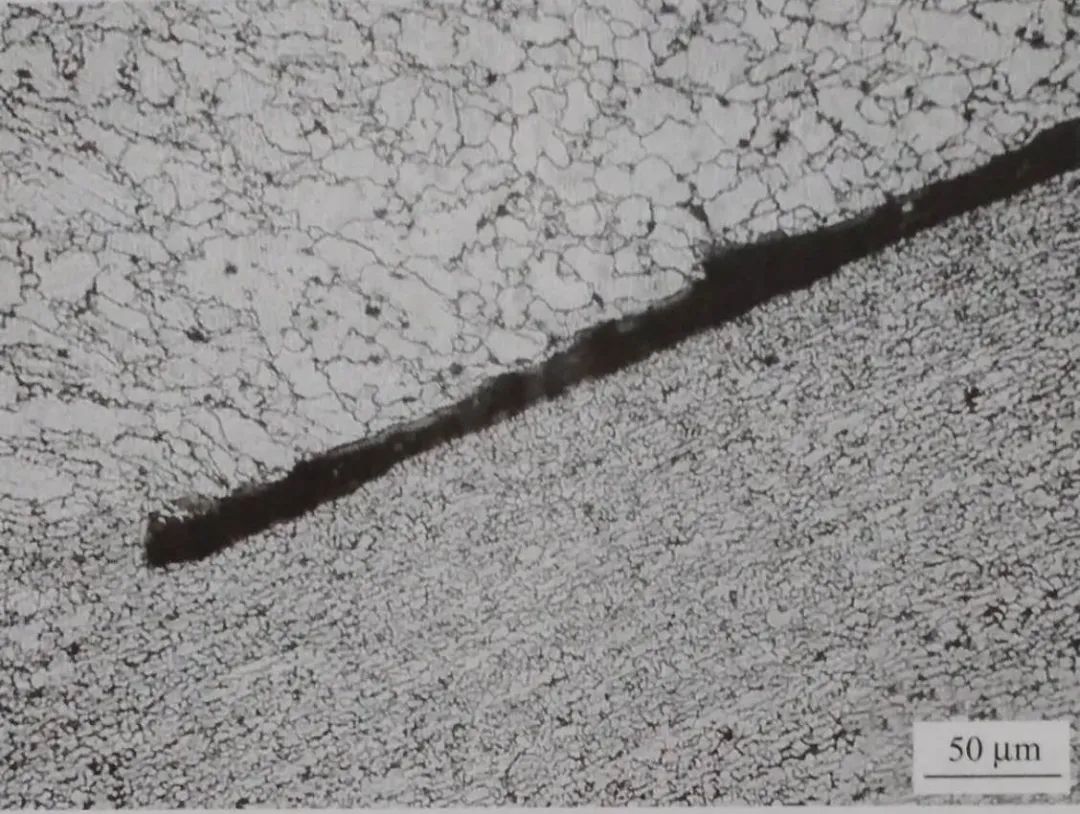
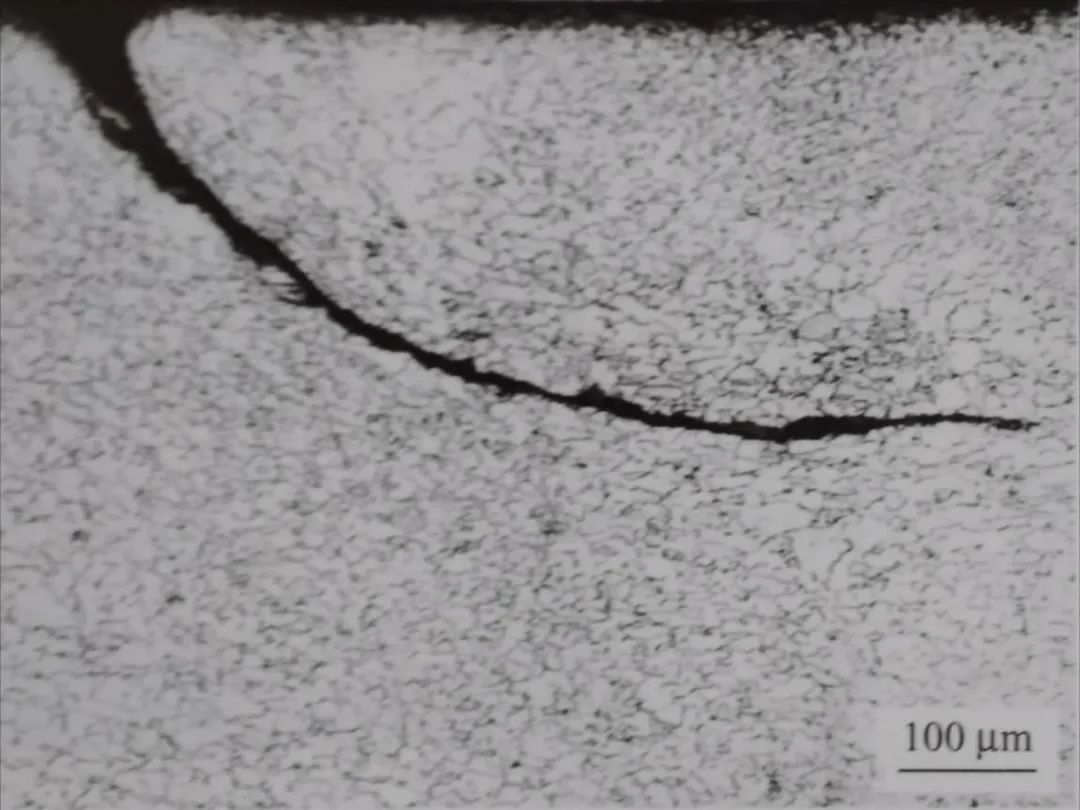
取钢板截面试样观察,缺陷在截面表层呈裂纹形态,深度为0.3~0.8mm。高温长时间氧化的特征十分明显、裂纹内侧有氧化铁,一侧有大量密集分布的氧化圆点。该类氧化圆点比较粗,放大200 倍下就能观察到,与轧钢裂纹周围细小稀疏的氧化圆点有明显区别,它是缺陷附近钢基经高温加热氧化的产物。裂纹按形态分为两类:一类呈粗大的半网状(图1-47) : 另一类呈折叠形态斜向伸入钢基(图1-48) 。经试剂浸蚀后,裂纹一侧(出现氧化圆点侧)组织有严重的脱碳(图1-49)。根据以上特征初步判断,缺陷在加热轧制前就已存在,且位于板坯棱边部或窄面。
铸坯检验:
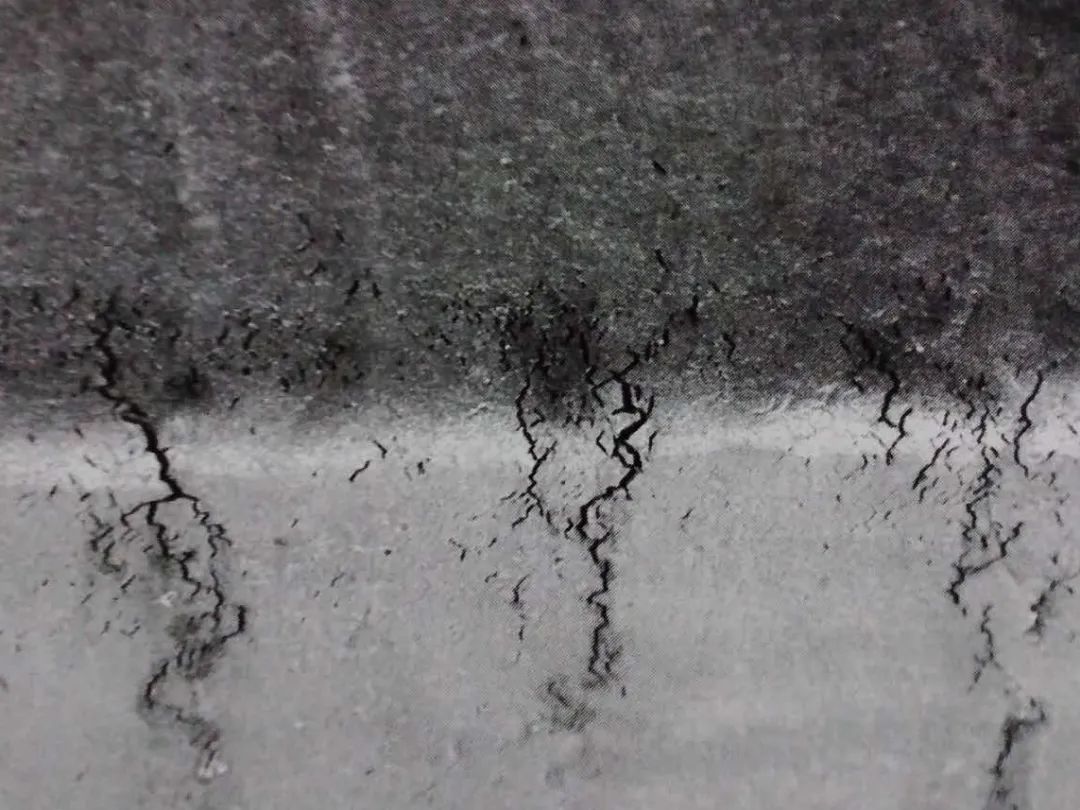
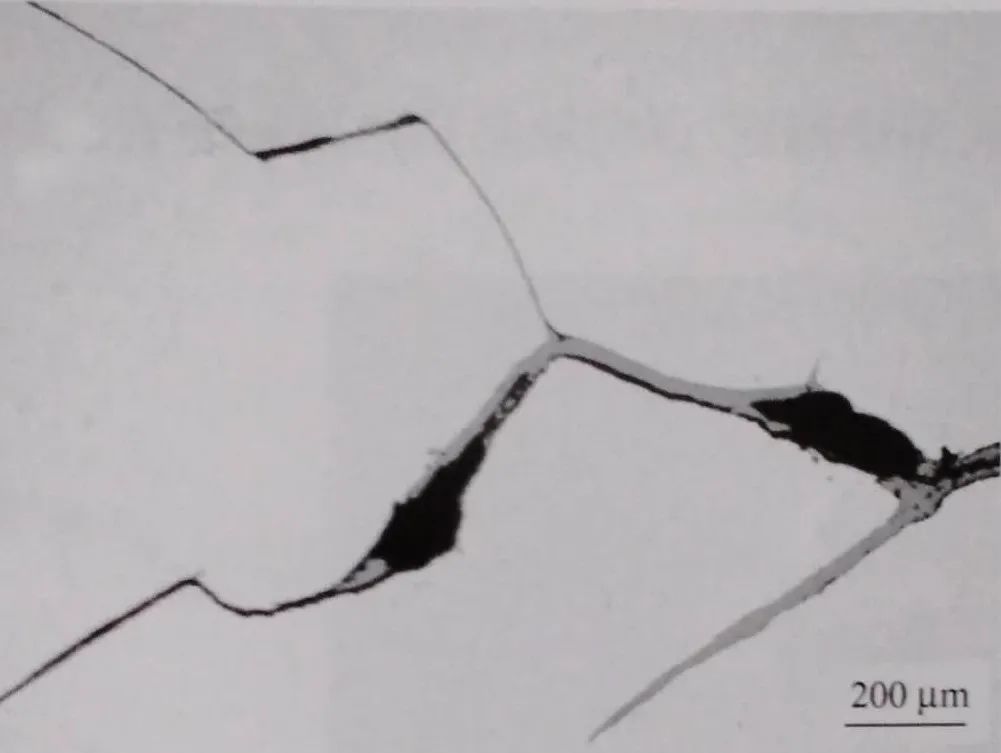
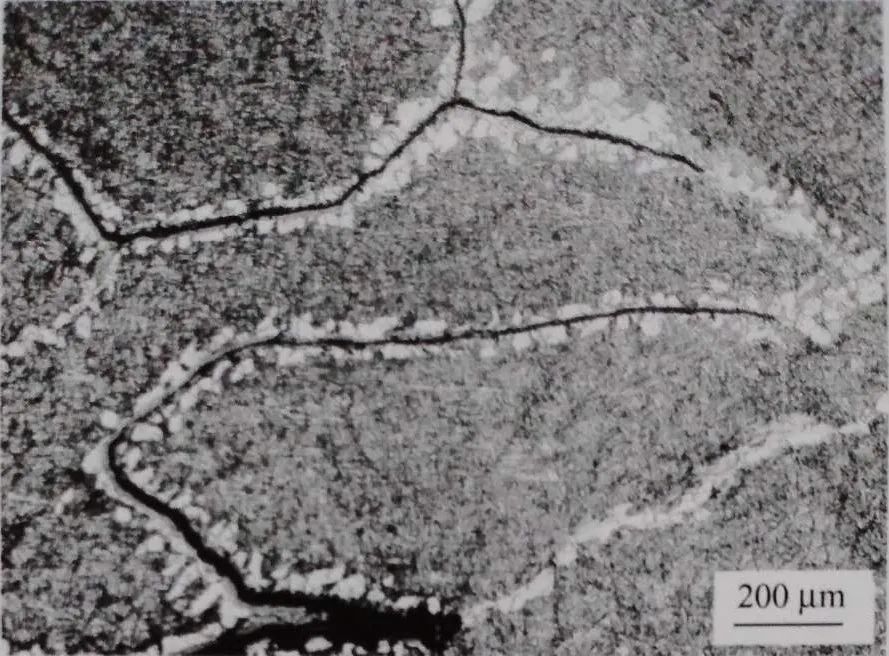
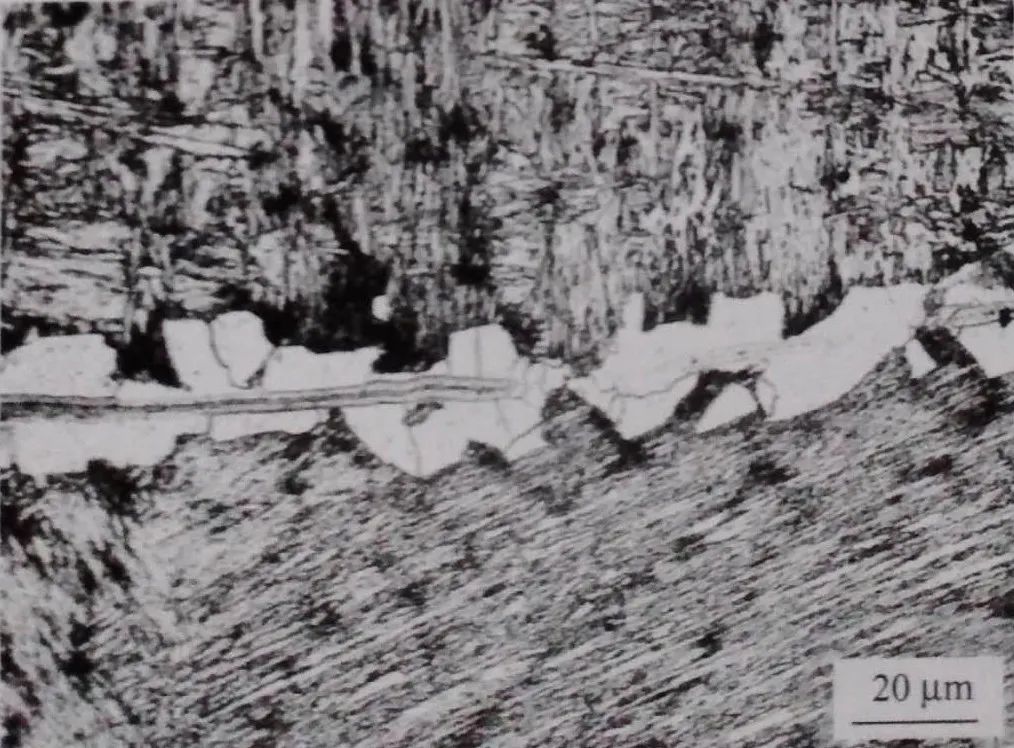
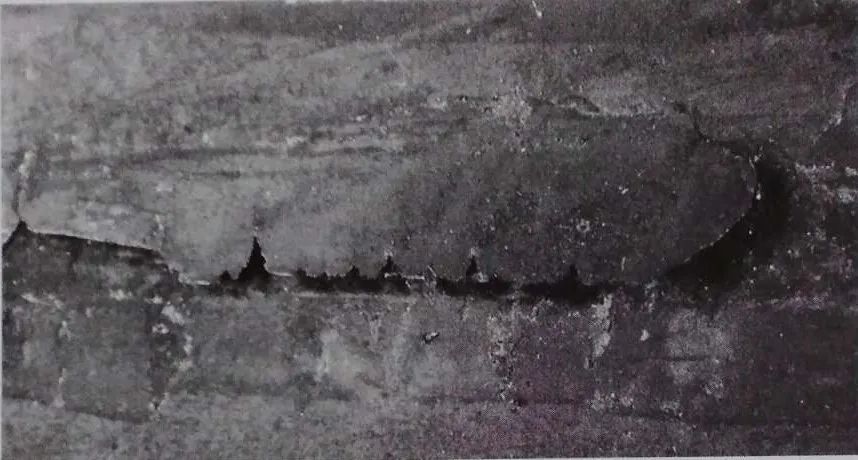
基于以上的检验和分析,取同炉同批次 Q345C 钢的连铸板坯边部试样作酸浸检验,试样保留原始面。检验结果表明铸坯侧边上角部(对应内弧)存在大量横向裂纹,裂纹具有呈网状分布的趋势,两端分布向宽面和窄面扩展,长度一般为7~30mm, 最长的45mm, 裂纹较细,宽度小于0.5mm, 裂纹多分布于振痕谷底,宏观形貌见图1-50。取铸坯内弧角部裂纹试样于光学金相显微镜下观察,裂纹呈粗大的网络状分布,说明裂纹是沿着原奥氏体晶界裂开的。裂纹内嵌有氧化铁,附近无非金属夹杂物,亦无氧化圆点,见图1-51。经试剂浸蚀后,角部有一层深度约8mm的非正常组织,该层组织为贝氏体和沿原奥氏体晶界分布的铁素体,角部裂纹沿铁素体分布(图1-52) 。高倍下可以观察到裂纹穿过铁素体晶粒(图1-53) , 说明裂纹是在铁素体晶粒形成之后产生的。
铸坯钻孔轧制验证:
为验证以上判断,找出铸坯缺陷与热轧钢板边部缺陷的对应关系,在Q345C 铸坯试样上做预制裂纹钻孔试验,孔径均为Φ10mm, 孔深为20mm。钻孔后的铸坯按相同工艺热轧成22mm 厚的钢板。铸坯钻孔与钢板缺陷的对应关系见表1-3。
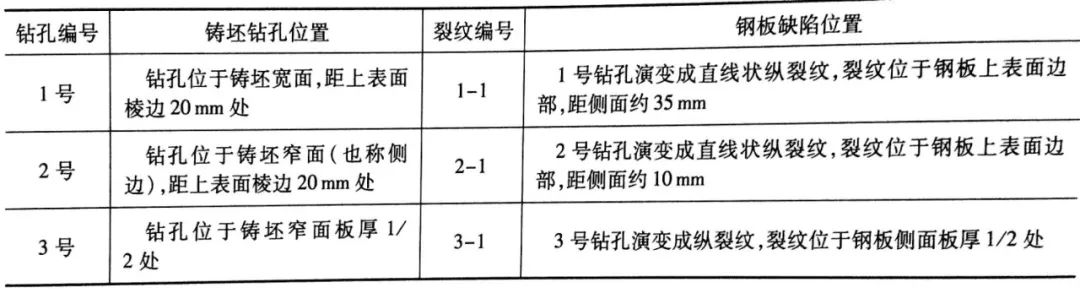
表1-3 中铸坯棱边附近的1号、2号钻孔,经热轧后在板面上的边部形成纵裂纹,该裂纹和上述板边的疤状缺陷处于相对应的部位,说明热轧板边部疤状缺陷来源于铸坯上表面棱边部。在上述钢板纵裂纹部位取横截面金相试样进行显微观察,裂纹伸入钢基后沿板宽方向扩展,其内嵌有氧化铁,周围存在氧化脱碳,氧化圆点特征与钢板疤状缺陷处的氧化圆点基本相同(图1-55) 。
从以上结果可以看出,带有缺陷的铸坯经高温加热和轧制后,由于沿缺陷缝隙内氧化的结果。在缺陷处形成由氧化铁和密集分布的氧化圆点组成的氧化层,该氧化层在钢基中似一夹层,在轧制时不能被轧合,遗留在钢板表面便成为裂纹缺陷。
高温氧化试验:
为判定连铸板坯角部裂纹形成的工序环节,开展了高温氧化试验。取Q345C 钢板还角横裂试样5件,放入无保护气体的箱式炉内。分别在1250T℃、1100℃、1000℃、900℃和850℃温度下加热,保温 30min 取出,然后磨制试样进行金相观察,结果列于表1-4。
表1-4 裂纹周国氧化圆点特征
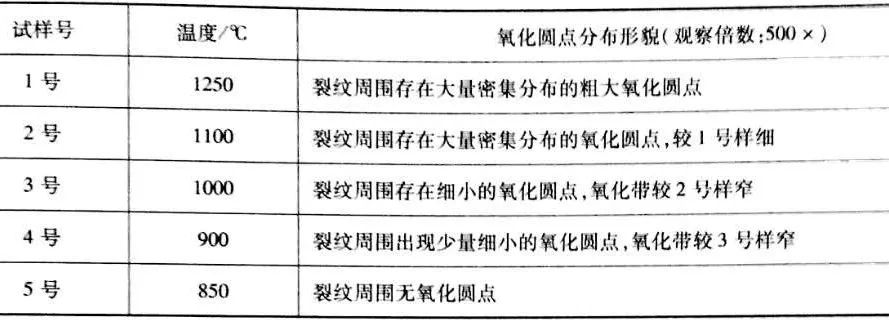
从表1-4 可以看出,在一定的保温条件下,裂纹附近氧化圆点的形成温度在900℃及更高温度,随温度的升高,氧化圆点数量增多,尺寸变粗,而850℃的高温试验未发现氧化圆点。由此判断,铸坯角部裂纹应该在900℃以下的温度范围形成。
铸坯测温结果:
对浇铸Q345C 钢时的二冷段矫直区温度和出铸机处的温度进行了测试,结果
见表1-5。
表1-5 Q345C钢铸坯测温结果
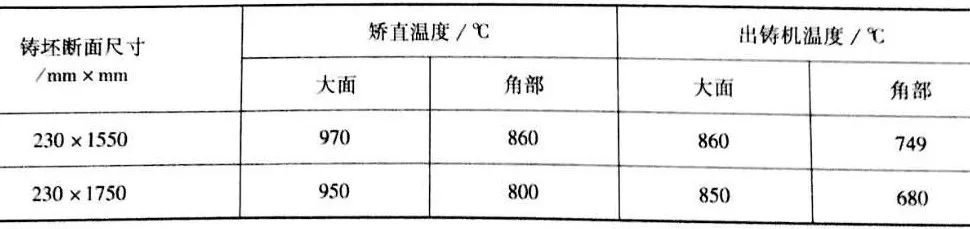
铸坯测温结果表明,板坯越宽,则角部温度低于宽面越多。

分析判断:
上述检验结果表明,Q345C热轧钢板边部疤状缺陷是由连铸板坯角部横裂纹经加热轧制演变成的。铸坯角部横裂纹处未发现氧化圆点,根据高温氧化试验结果分析,裂纹应在900℃以下形成,即该裂纹的形成不是在结晶器内(因结晶器坯壳温度约为1200℃) , 而是在二冷段。铸坯测温结果表明,1750mm 宽板坯在二冷段矫直区及出铸机处其角部温度比大面低,该温差比宽面为1550mm 的板坯大,表明板坯越宽则角部温度低于宽面越多,造成宽板坯在矫直区产生的角部横裂纹率高于窄板坯。板坯宽面和角部温差大,造成宽面和角部组织不同,铸坯宽面组织为铁素体和珠光体;而角部组织为贝氏体和沿奥氏体晶界分布的铁素体,这种组织是在两相区(γ+α) 温度快冷形成的。在(γ+α) 两相区,初生铁素体网膜沿γ晶界形成,由于高温下α 的强度远低于γ 的强度,在矫直张力的作用下,引起沿晶破坏。根据以上检验结果和分析,建议浇铸Q345C宽板坯时,采用弱的二冷制度,提高板坯,尤其是板坯边角部的温度,以防止角部横裂纹的发生。
实例12: 铸坯缺陷引起的板面疤块
材料名称:09CuPCrNi-A
情况说明:
09CuPCrNi-A热轧卷(板厚为16mm) , 板面出现无规律分布的疤状缺陷,缺陷一端与钢的本体分离,另一端与钢的本体相连接,宏观特征见图1-56。
微观特征:
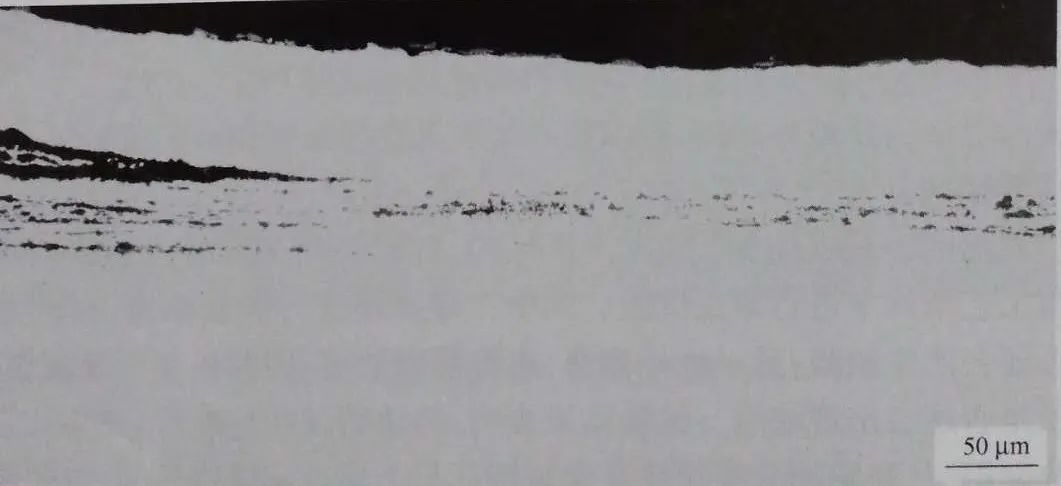
取钢板纵截面试样观察,缺陷在抛光面上呈裂纹形态,裂纹靠板面一侧及延伸处有一些条状氧化铁和密集分布的氧化圆点(图1-57a、b) , 该侧组织脱碳严重且有明显的形变特征,见图1-58。
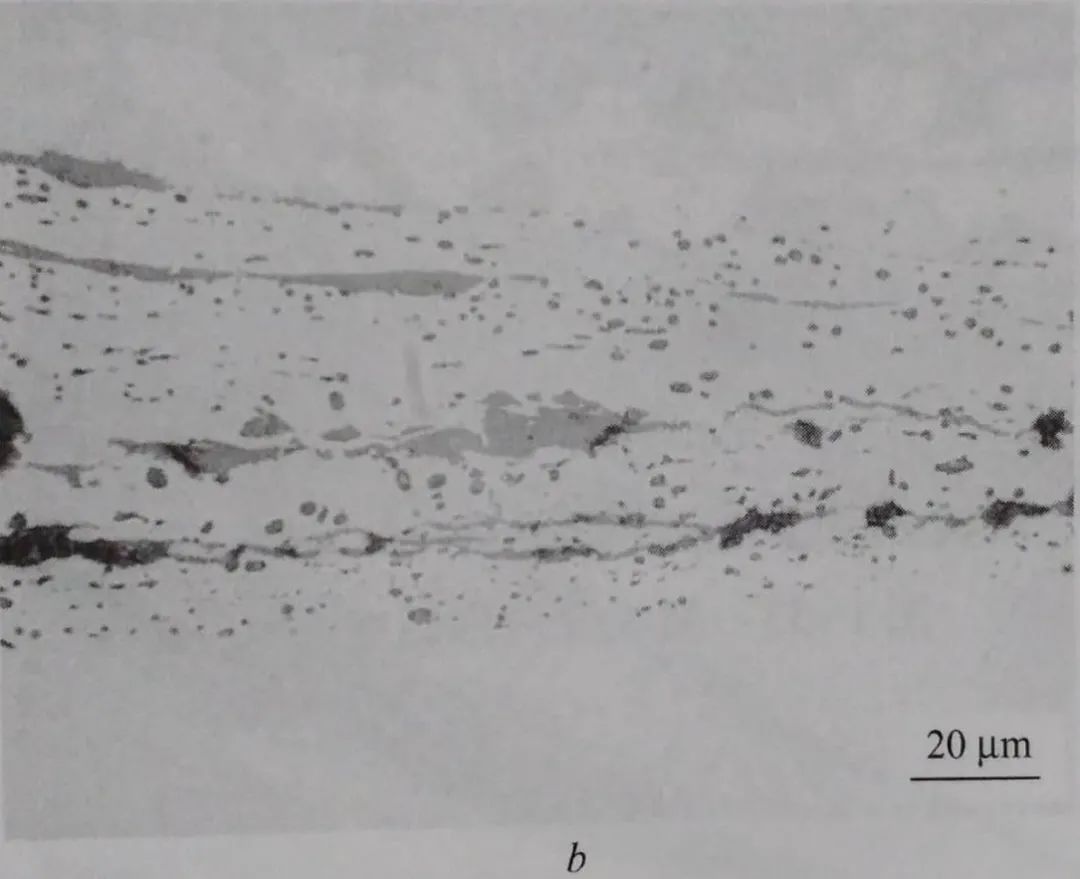
图1-57 裂纹根部(a)与延伸处(b)微观特征
分析判断:
板面疤状缺陷处存在严重的高温氧化和脱碳,组织形变,说明缺陷是由原铸坯表面缺陷(裂纹或结疤)经加热→轧制演变成的。
实例13: 铝酸钙夹杂引起的板边疤皮
材料名称:Q345C
情况说明:
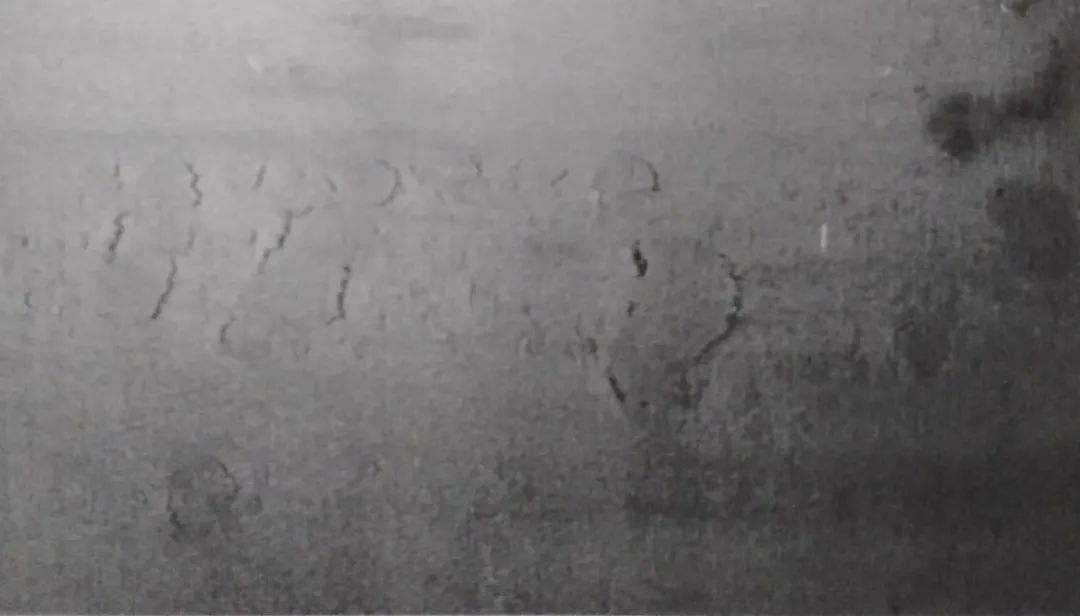
11mm厚Q345C热轧卷,板边有疤皮缺陷,宏观特征见图1-59。
微观特征:
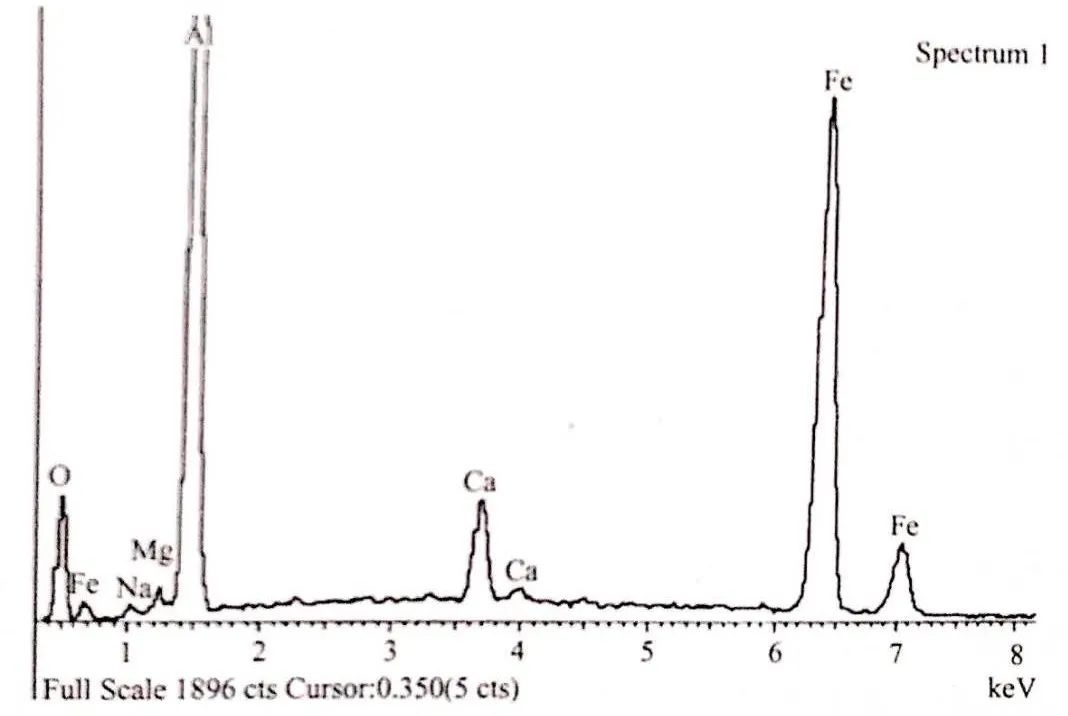
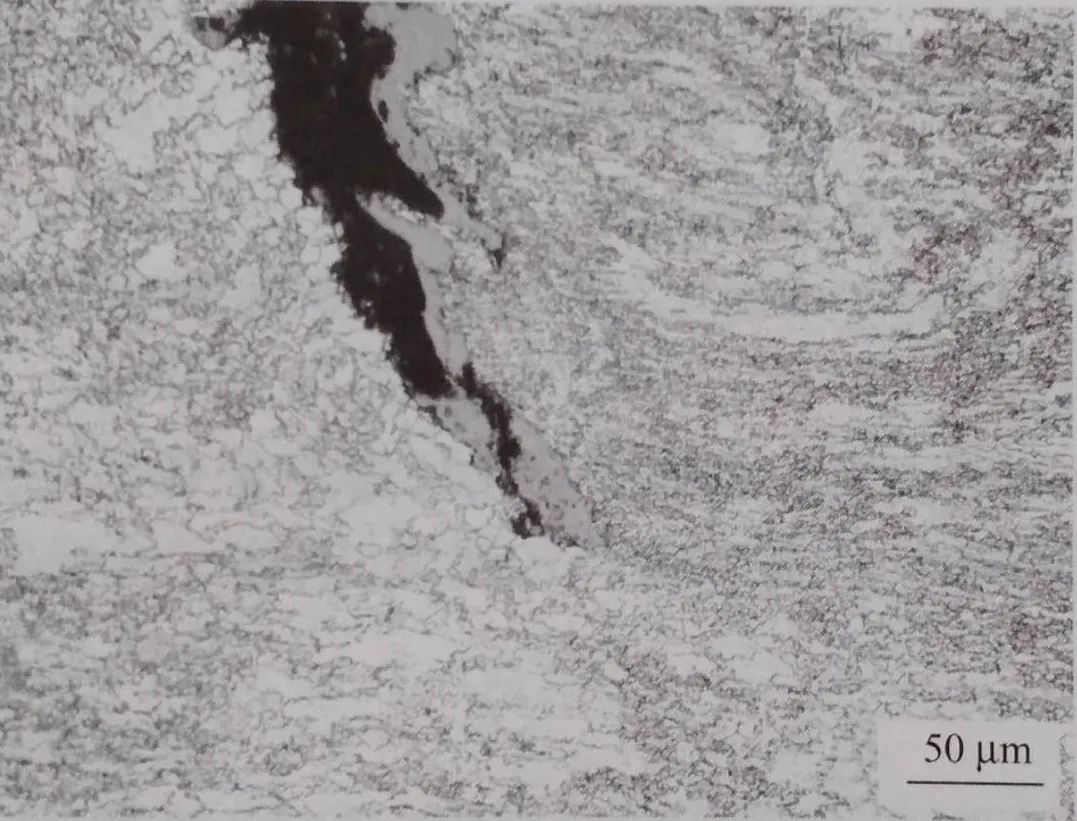
沿板厚方向取截面试样磨制后进行显微观察,疤皮根部有夹缝,夹缝附近有聚集分布的粒状夹杂物,见图1-60。扫描电镜能谱分析结果表明,夹杂物为铝酸钙,见图1-61。图1-60 截面夹缝附近及延伸处聚集分布的颗粒状夹杂物
分析判断:
实例14: 冷却速度过快引起的板面唇状疤块
材料名称:X70
情况说明:
厚度为17.2mm的X70管线钢热轧卷,通过表面检测系统在线检验和离线复查,在热轧卷上表面发现一种大小不一的唇状疤块缺陷条带。缺陷在钢板宽度方向上有明显规律,大多分布在距传动侧300~600mm的位置,有的几乎固定在宽度方向的某一部位,宏观特征见图1-62。
微观特征:
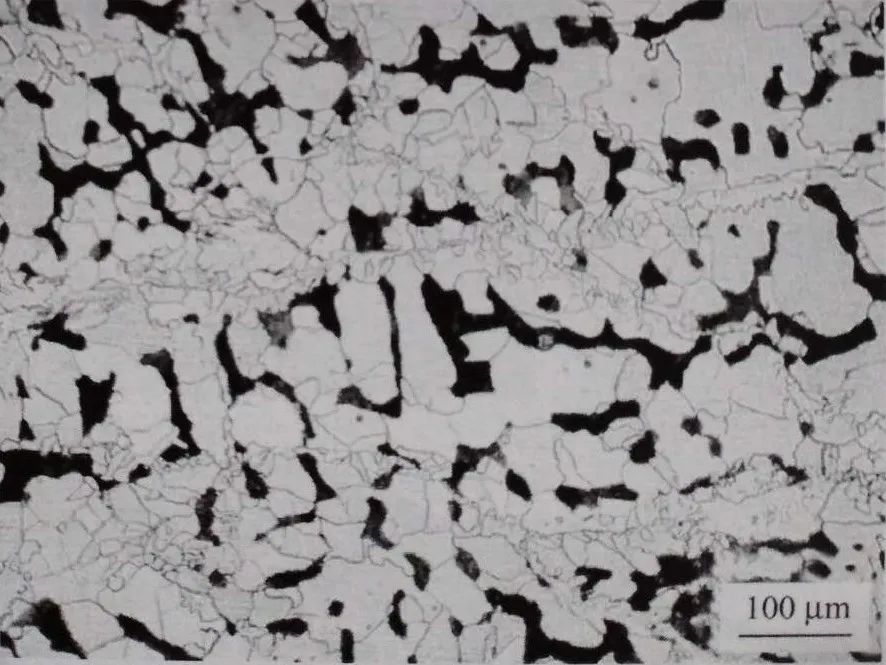
浅磨有缺陷的钢板板面后进行显微观察,缺陷区域除唇状裂口外,还存在数量颇多的微裂纹,裂纹内嵌有氧化铁,形状多呈网角状和蚯蚓状(图1-63) 。经试剂浸蚀后,缺陷区域出现数量较多的粗大饼形先共析铁素体,在裂口的一侧组织流变较严重(图1-64右侧),正常部位组织为晶粒细小的针状铁素体,见图1-65。
磨制钢板的截面试样,缺陷呈裂纹形态斜向深入钢基,深度在0.4mm 以内,裂纹两侧组织差异较大,见图1-66, 图右侧组织明显流变且晶粒十分细小;另一侧组织变形程度很小、为粗大的饼形先共析铁素体和晶粒细小的针状铁素体,与正常部位相比,组织明显粗大。
距裂纹稍远处的上表层组织为细小针状铁素体和已经变了形的铁素体粗条带(图1-67) 。而下表层组织与中部相同,没有形变组织,为细小针状铁素体(图1-68) 。
无论是板面试样还是截面试样,缺陷附近均未发现高温氧化和脱碳特征。
铸坯修磨及翻面试验:
为了弄清唇状疤块缺陷是在什么工序产生的,对同一炉X70 管线钢的两块铸坯在同一种加热和轧制工艺条件下进行对比试验。其中一块铸坯进行表面修磨,目的是弄清无缺陷坯热轧后是否还会产生缺陷:另一块不修磨,进行翻面处理,即原板坯下表面作为上表面,看翻面后上表面是否还会出现缺陷。试验结果表明:两块铸坯经热轧后,在热轧卷上表面仍出现唇印状疤块缺陷,且缺陷的分布规律及微观特征与上述缺陷试样相同,说明缺陷并非铸坯带来的,而是在轧制过程中产生的。
喷头质量检查:
对现场喷头进行质量检查,发现精轧段的部分喷头因冲蚀而孔变大,导致喷水量过大。
分析判断:
X70 钢板上表面出现的唇状疤块缺陷条带,在板面上的分布比较有规律,缺陷附近无高温氧化和脱碳特征,说明缺陷不是铸坯带来的。铸坯修磨及翻面试验结果进一步证实,板面唇状疤块缺陷与铸坯缺陷无关,而是在轧制过程中形成的。X70 钢板正常轧制是在奥氏体再结品区和非再结品区变形两阶段进行,轧后急冷发生奥氏体一针状铁素体相变,获得综合性能优良的以细小针状铁素体为主的组织。而钢板上表层有缺陷的区域产生了先共析铁素体和形变组织,形变的铁素体发生了部分再结晶。这说明该部位在轧制过程中冷却强度大,导致板面局部区域温度快速降至两相区(即Ar3以下的铁素体+奥氏体区),相变析出铁素体。由于铁素体的塑性比奥氏体差,因此在随后的轧制过程中,不协调的形变导致表面裂纹产生,随着加工变形比的增大及钢板的热连轧,裂纹不同程度地扯开或粘合,逐渐演变成唇状疤块缺陷。根据缺陷区域的组织特征判断,缺陷应产生在钢基发生奥氏体→针状铁素体相变之前的精轧阶段。板面局部冷却强度大,与精轧阶段的部分喷头冲蚀严重所导致的喷水量过大有关。根据以上分析结果,有关单位更换了冲蚀严重的喷头,控制好冷却速度,消除了钢板表面唇状疤块。
实例15:冷却速度过快引起的疤状缺陷
材料名称:SS400
情况说明:
厚度为19mm 的一批 SS400 热轧钢板,上板面出现沿轧制方向分布的缺陷条带,缺陷状不规则。呈波浪形疱块,宏观特征见图1-69。
酸洗后,在板面缺陷部位又出现数量颇多且大小不一的“指甲”状缺陷,缺陷裂口大出现在轧制方向前沿的一端,呈现出缺陷表面经轧制而流变的覆盖层特征,另一端可隐约出边界,见图1-70。
微观特征:
缺陷在钢板截面表层呈直裂纹形态斜向深入钢基,裂纹尾端圆秃,距板面最深
0.7mm, 附近无高温氧化特征。经试剂浸蚀后,裂纹两侧的组织及晶粒表现出明显不同的两个部分,见图1-71, 图中裂纹上侧铁素体晶粒明显粗大,下侧晶粒十分细小且组织具有显的方向性。
缺陷区域板面有一层深度约1.5mm的形变组织层,而钢板下表面表层组织与中部同,为等轴铁素体和珠光体,无形变特征。
分析判断:
该钢板板面缺陷部位有一层形变组织,裂纹两侧的组织及晶粒存在明显的差异,这反了钢板上表面局部区域在轧制过程中冷却比正常基体处快。冷却过快使得轧制温度偏低,板面延展性变差,从而产生波浪形和“指甲”状疤块缺陷。
实例16: 轧辊缺陷引起的弯月形疤块
材料名称:SS400
情况说明:
一批 SS400 板坯热轧后在66个钢卷上出现缺陷。缺陷产生在钢板下表面,距边部约300mm, 沿轧制方向呈周期性分布,间距约3.2m。缺陷呈弯月形,颇像结疤,尺寸约为15mm×3.3mm, 宏观形貌见图1-72。
微观特征:
取缺陷截面试样观察,缺陷呈折叠形态,最深处约0.35mm, 其内无氧化铁,附近无高温氧化和脱碳,组织与正常部位相同,为铁素体和少量珠光体,只是晶粒较正常部位细小,见图1-73。
分析判断:
缺陷属机械损伤引起的折叠。工作辊辊面掉肉或粘有异物等均可引起这类缺陷。
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)