
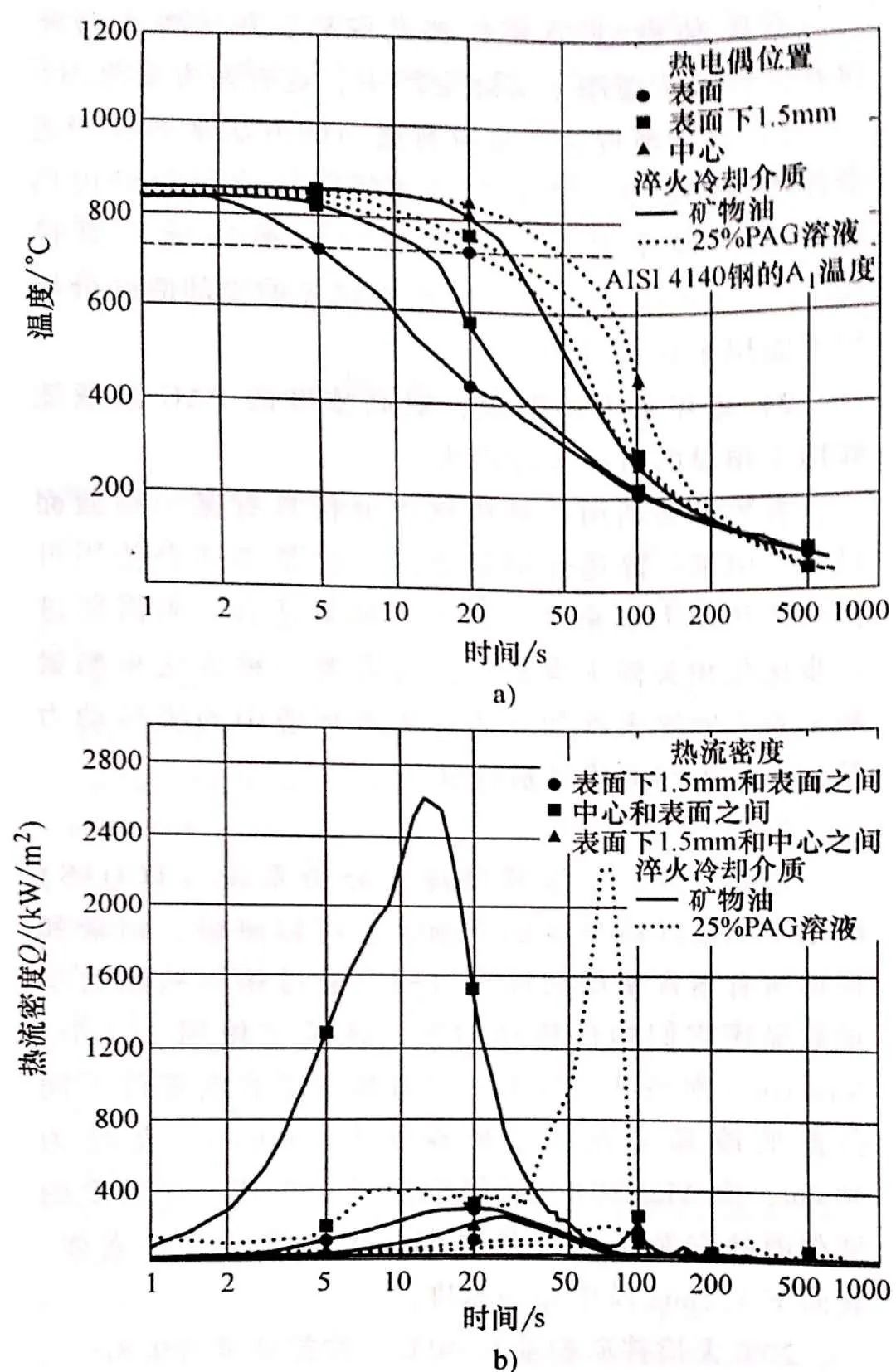
对于传热动力学,热流密度数据的最重要特性是从探头浸入到达到最大流密度(tQmax ) 所用的时间。矿物油的tQmax 值是14s,而 PAG 溶液的是72s。PAG 测试提供了一个预冷淬火的例子。
由于热流密度是对真实传热的测量,两种淬火冷却介质“表面下1. 5mm和表面”的曲线,图1 b)的对比就显得令人关注。对于油淬,Q从200kW/m² 增加到其最大值 2600kWm²只需要 12.5s,而Q降回200kW/m² 需要35s。对于聚合物溶液淬火,Q从200kW/m² 增加到其最大值2250kW/m² 所需时间增加至67s~5.4min, 但Q降回200kW/m²仅需23s~1.5min。
这些数据清楚地显示了这两种淬火过程之间传热动力学的明显差异。油淬的特点是从一开始就迅速冷却,而 PAG 溶液淬火的特点是吸热过程中长时间的相对缓慢冷却,以及随后在聚合物膜破裂后出现的温度骤然升高。这反映了冷却速度显著的不连续改变,对淬火中钢制品行为转变的有特定的影响。
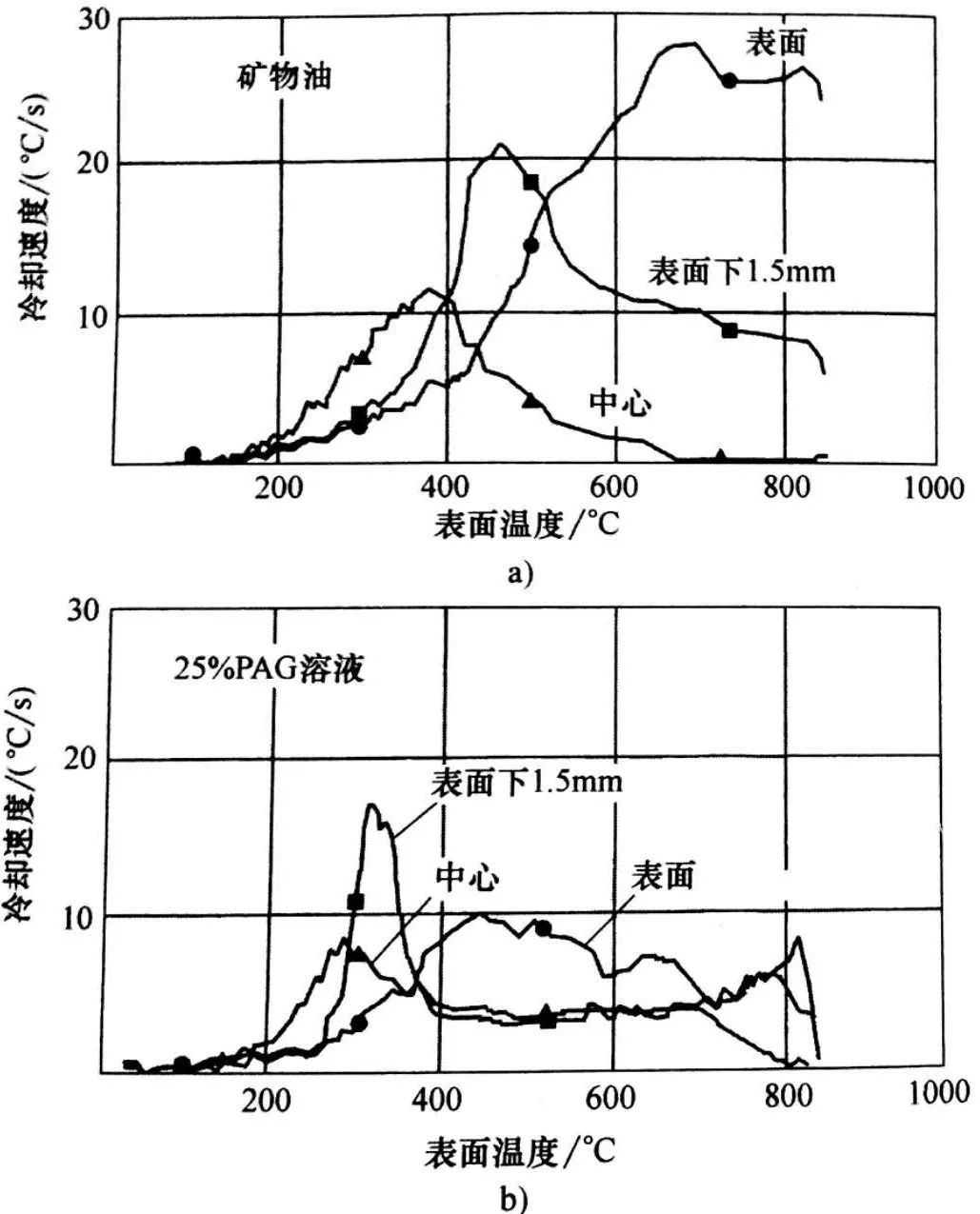
探头的三个热电偶的冷却速度随表面温度变化的曲线如图2 所示,图2 a)为在矿物油中冷却,图2 b)为在25%的 PAG 溶液中冷却。注意:PAG 溶液淬火的最大冷却速度出现在探头表面以下1. 5mm处。观察在表面下1. 5mm处用热电偶测得的PAG溶液的冷却曲线,见图2 a),该曲线在570℃处的斜率有明显改变,反映了冷却速度的不连续改变。
1.2 可展示的温度场
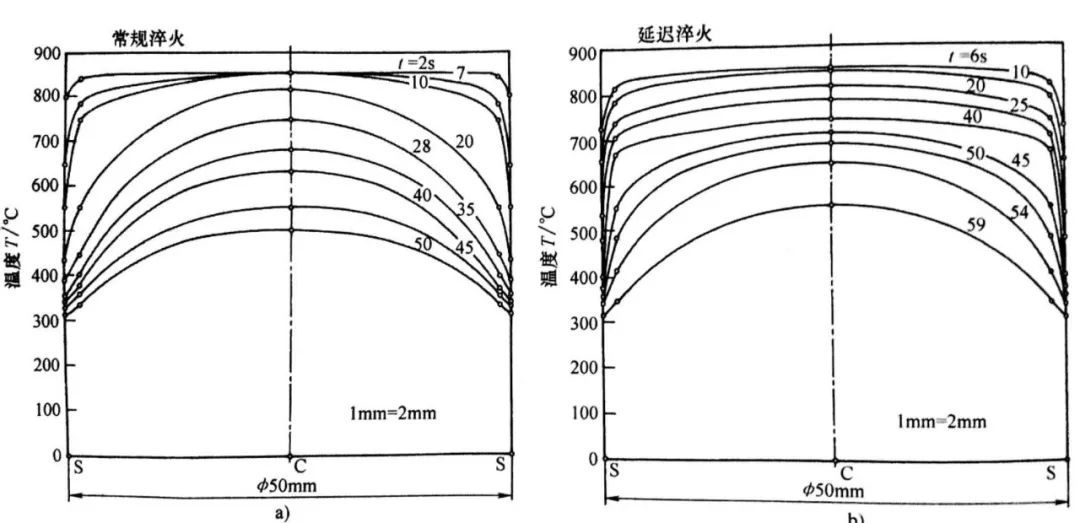
用在Liscic/Nanmac探头一半长度的横截面处测量的温度计算随时间变化的传热系数值,开发了一个二维传热计算机程序,来计算淬火期间的温度场,这一程序可用来产生淬火过程中传热动力学的图形显示。以一个不锈钢试样(Φ50mm×200mm) 为例,将其分别淬入矿物油和25%的PAG 溶液中后16s、42s、88s和120s的图形如图3 所示。这些图形更加清楚地显示了两种淬火间传热动力学的显著差异。
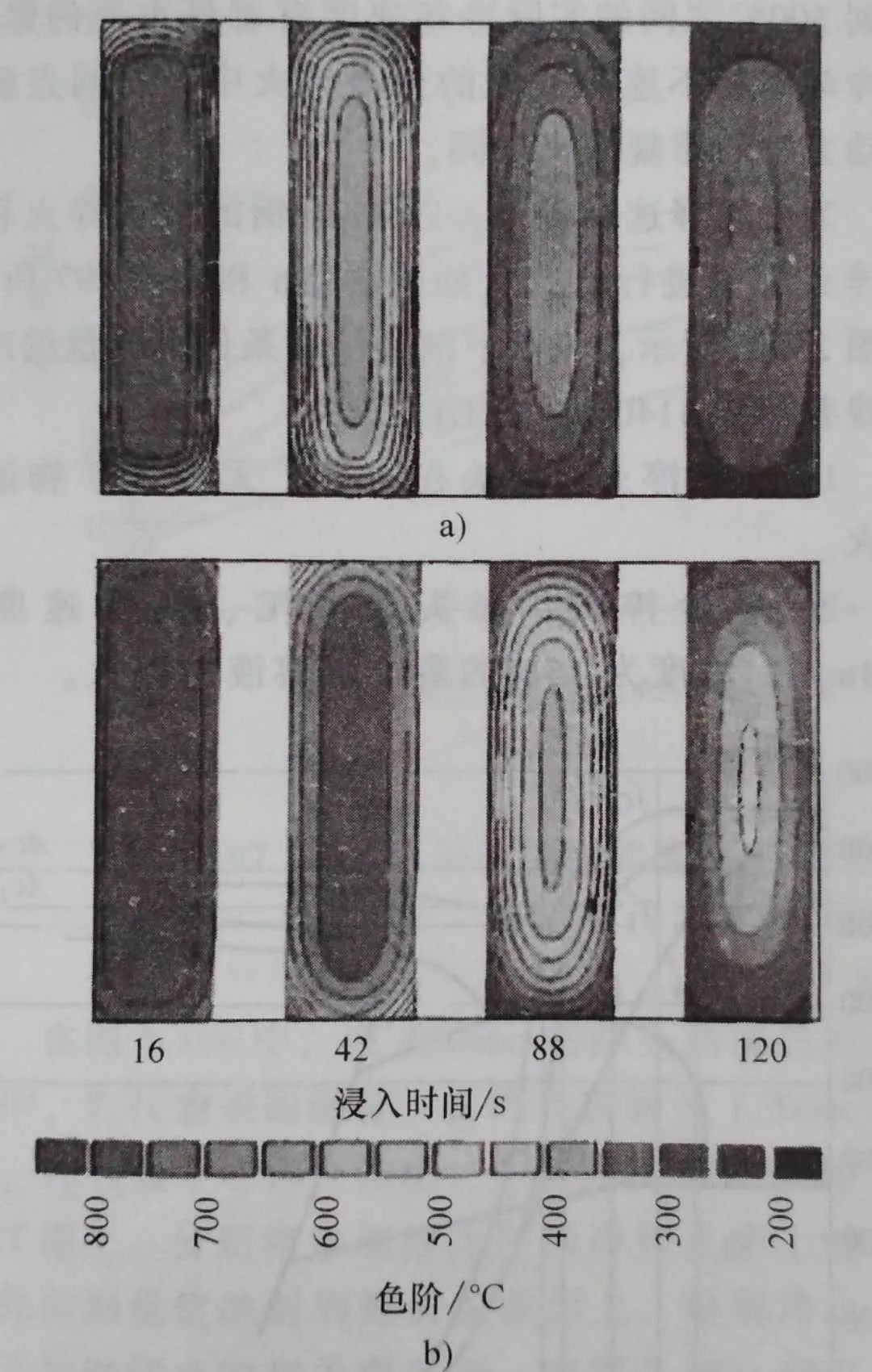
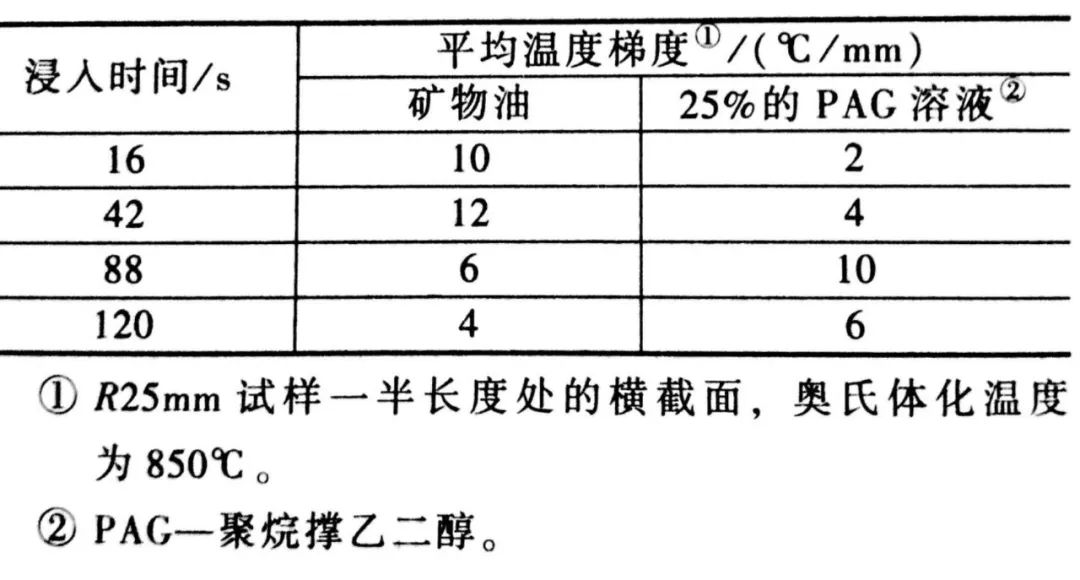
需要强调的是,对于相变动力学,关键的是A1 温度以下的冷却速度,而不是从奥氏体化温度到A1 的冷却速度。例如,对于 AISI 4140钢,A1 温度是730℃,根据图3 分析半长度处横截面的中心与表面之间的平均径向温度梯度,结果见表1 。
▼表1 试样中心与表面的平均温度梯度
可从这些值和计算的温度场(图3 ) 得出以下信息:
1) 对于具有连续冷却速度的常规锌火(矿物油测试), 试样中心在关键温度范围(700℃ 降至400℃) , 即42~88s 之间的冷却过程中出现了一个下降的温度梯度,也就是说,出现一个从中心到表面不断下降的热流密度。一旦表面温度下降至一个低值(约200℃, 88s后), 由于工件表面和周围淬火液之间的温差很小,传热基本上停止了。这种传热动力学造成了一个常规的硬度分布:中心的硬度大幅低于表面的硬度。
2) 对于冷却速度不连续变化的预冷淬火(25%的PAG 溶液测试), 试样中心在关键温度范围(750℃降至600℃) , 即42~88s之间的冷却过程中出现了一个增长的温度梯度,也就是说,从中心到表面热流密度逐渐增加。结果是中心硬度增加至高于表面硬度,可称为逆淬火。
2 冶金方面
将奥氏体化的工件浸入淬火介质时,开始了两个不同的过程:放热(热力学过程)和微观结构转变(冶金过程)。实际上,沿横截面半径的每个点的微观结构转变发生的时间点并不同,当各点处温度降至A1 时才开始(依TTT图的规律)转变。开始转变的时间取决于横截面的尺寸和淬火冷却介质的冷却强度。在每个特定点处得到的硬度取决于转变后显微组织的成分,转变后显微组织的成分又在很大程度上取决于钢材的淬透性,也就是在每条等温线处孕育期的长短。因为在横截面的每个点上,只有当温度低于A1 时,转变所需的孕育期有意义,因此,从A1 到Ms区段的冷却时间是最重要的。
清水和塔穆拉发现,在冷却速度不连续变化的淬火中,珠光体转变不同于常规连续冷却转变图(CCT ) 的预测,这个转变与冷却速度变化之前孕育期的长短有关。在预冷淬火中,有些孕育期全都耗费在了工件的表面上,而没有耗费在中心部位,因为那里的温度还没降到A1 ,所以,孕育期还没有开始。
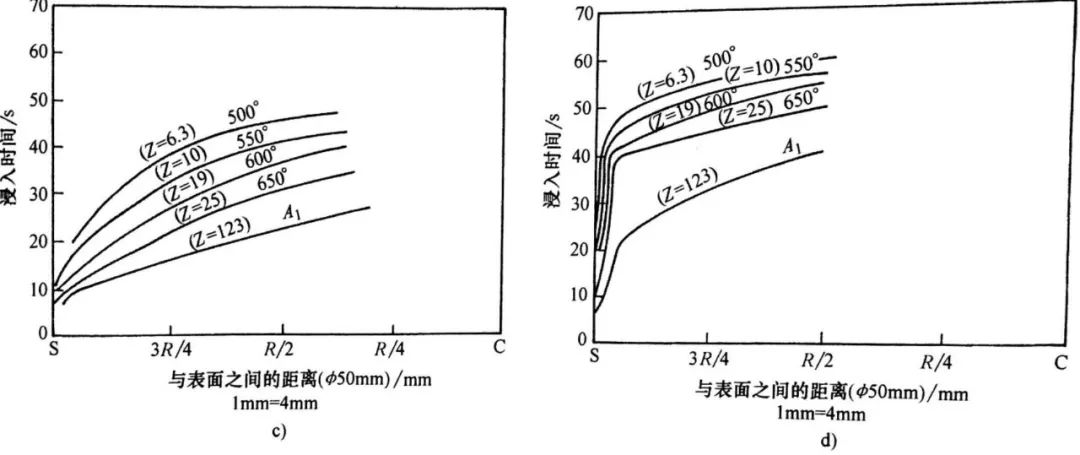
参见预冷淬火原理图如图4 a)。z 是在任意一条等温线上给定的总孕育时间,是直至转变开始的时间,而 x 是冷却速度不连续变化前的孕育时间。
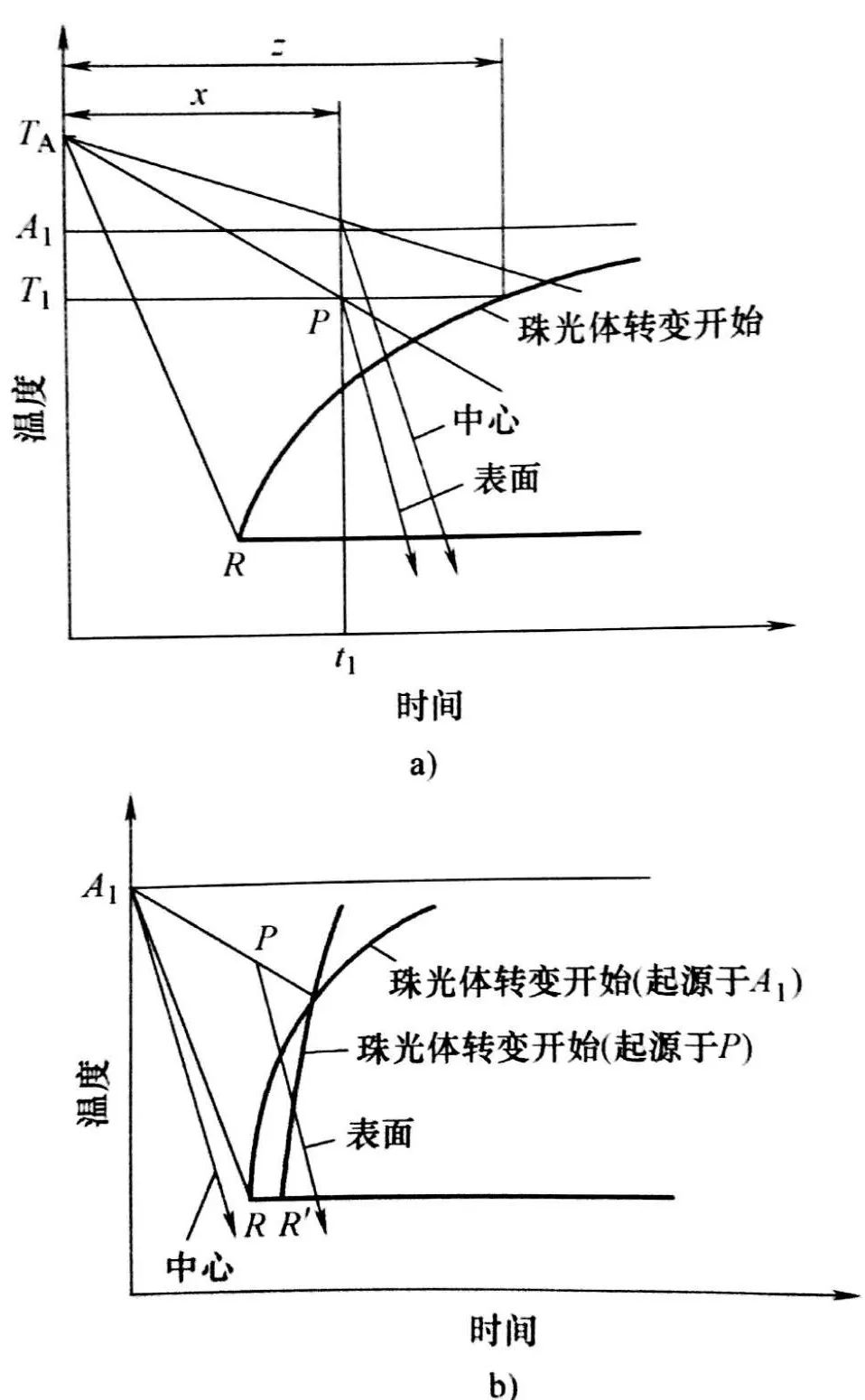
▲图4 预冷淬火导致逆淬火的原理图
在点P以下进一步冷却,将出现一个大幅升高的冷却速度转变开始,曲线发生改变,如图4 b)所示。因为中心部位没有消耗孕育时间,中心部位的冷却曲线起始于A1 温度处(时间为0 ) 。此时中心部位的冷却曲线横穿了珠光体相区以下的区域,结果是中心部位得到了区域的组织,所以硬度高于表面的硬度。
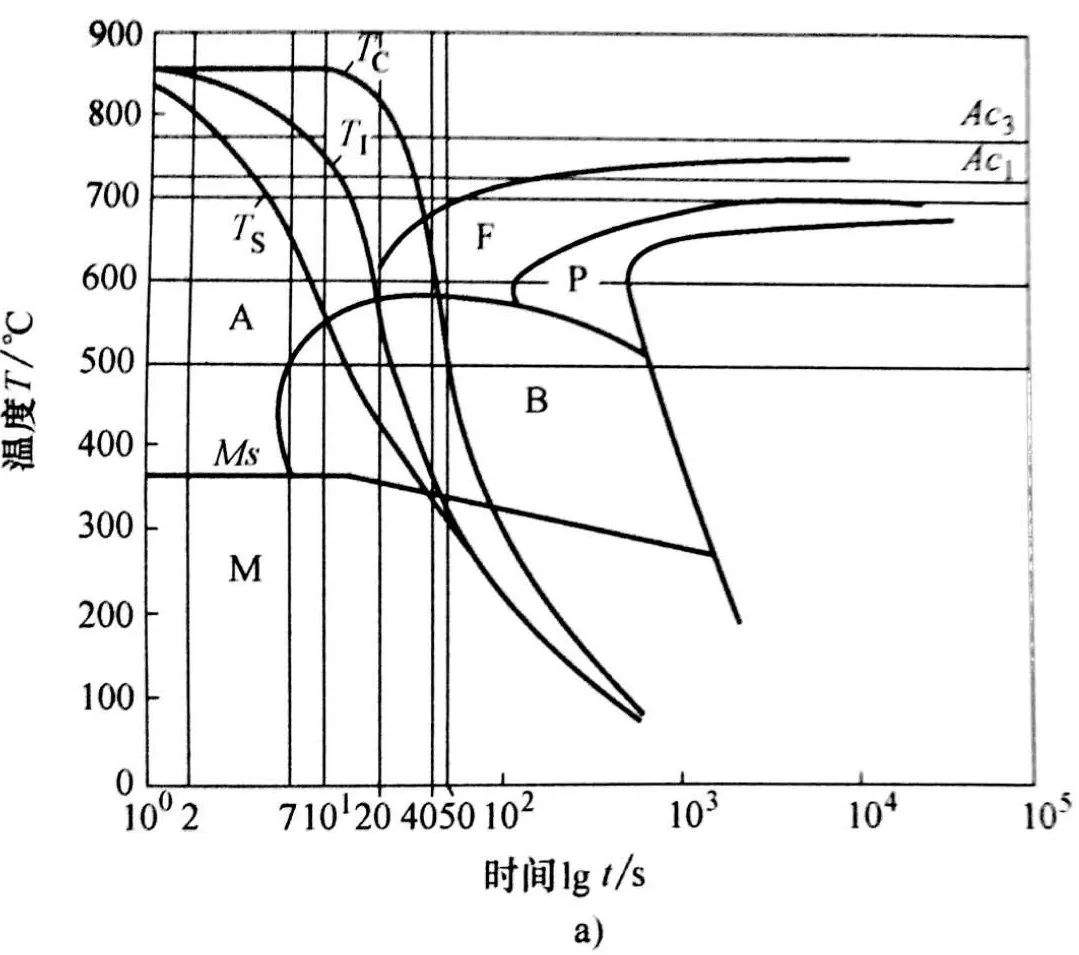
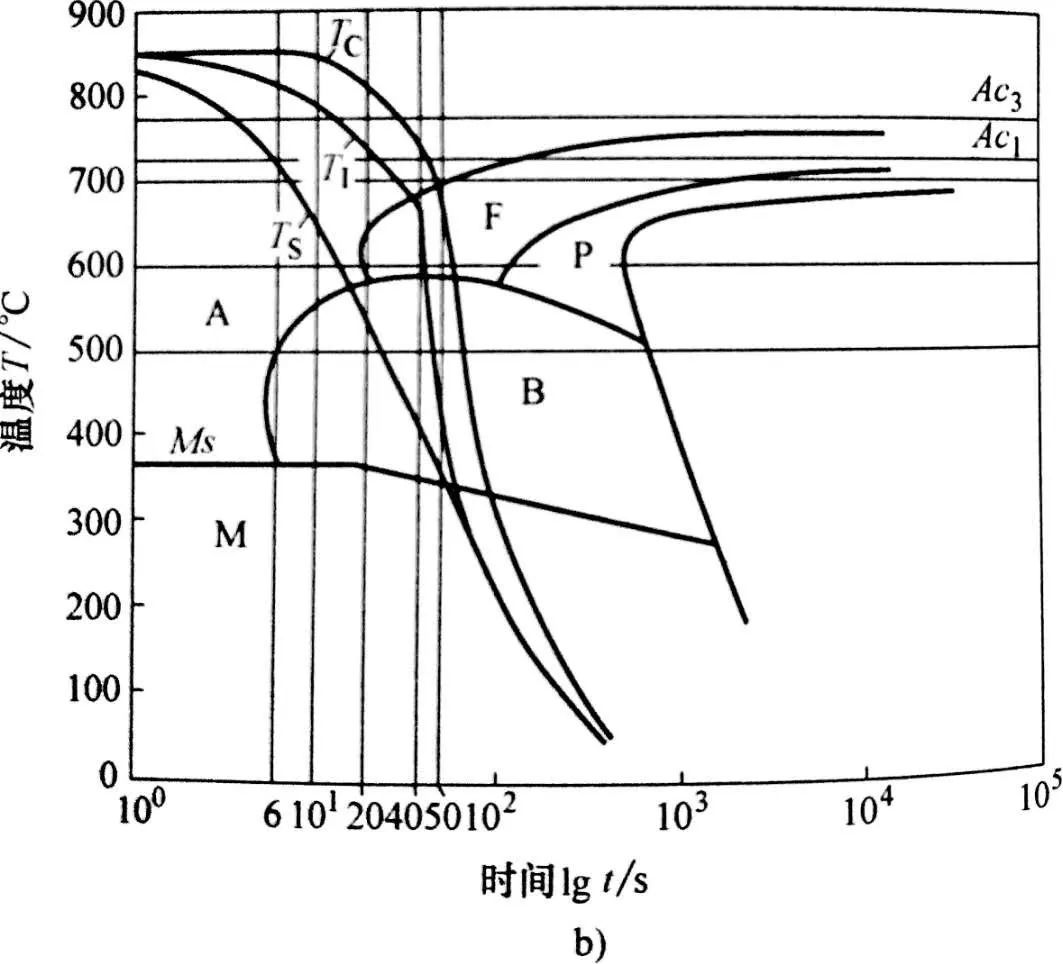
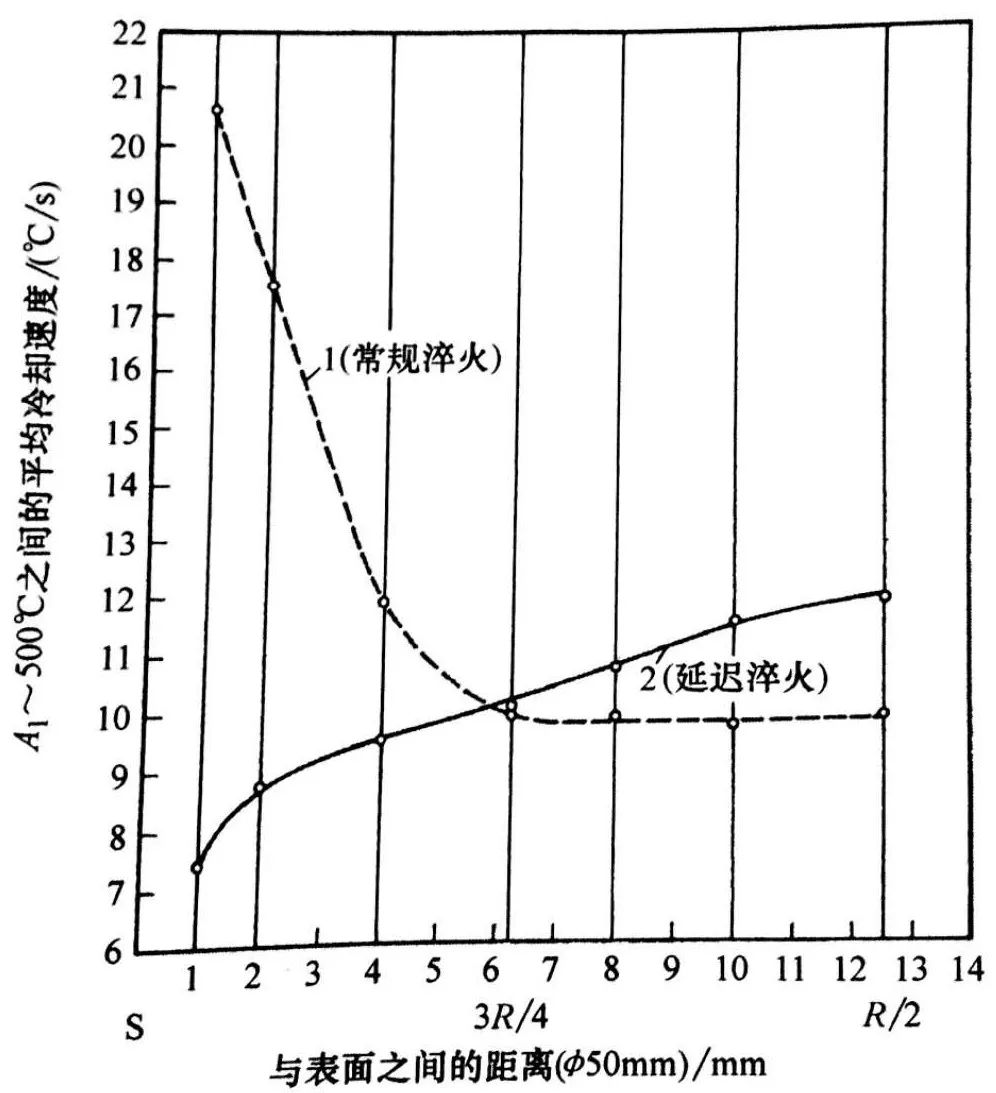
从淬火期间放热的动力学和横截面不同点处形成的硬度可以得出一个结论:在与表面不同距离处,A1 到500℃之间的实际冷却速度有着最重要的影响。在冷却速度不连续变化的预冷淬火中,不同点热动力学与常规淬火不同。
为了解释这一现象,以4140钢的常规淬火和冷淬火为例进行研究,如图6 所示,将以下两种淬火条件下测量的冷却曲线叠加在4140 钢的 CCT 图上:
1) 常规淬火:探头在20℃、无搅拌矿物油中淬火。
2) 预冷淬火:探头在40℃、搅拌速度0.8m/s、浓度15%的 PAG 溶液中淬火。
3 逆淬火(可控预冷淬火)的淬火介质
对于单个工件的淬火,喷雾淬火技术自身就能够实现可控预冷淬火,因为能够对喷雾的起始进行预设。对于成批工件的浸入淬火,高浓度的 PAG 溶液是仅有的淬火冷却介质,通过改变溶液中聚合物的浓度,可实现淬火的预先设定和可控延迟。
4 工件逆淬火后的性能
逆淬火导致心部硬度高于表面硬度,工件表面传热的预期改变,导致放热主要来自心部。淬硬深度的增加取决于钢材的淬透性和横截面尺寸。这就可以通过控制传热,来影响硬度分布,从而影响性能。
4.1 硬度分布
图8 中左侧的曲线是Φ50mm 的AISI 4140钢棒在20℃无搅拌的矿物油中淬火后横截面上常规的硬度分布情况;右侧的曲线是同样材质的钢棒在温度为40℃、搅拌速度为0.8m/s、浓度为25%的PAG 溶液中淬火后,测得的相反的硬度分布情况。从图中可见,预冷淬火是如何显著增加硬化深度的。
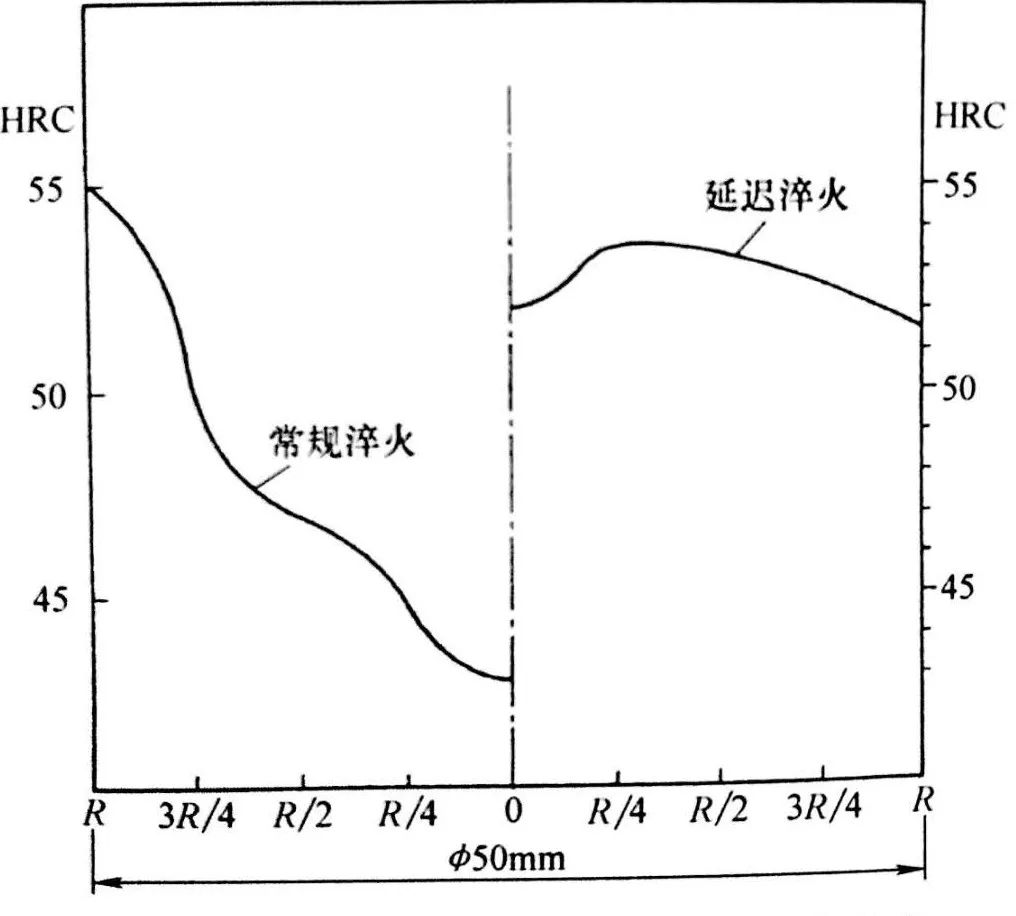
的UCON-E溶液中淬火后的相反硬度分布
4140 常规淬火和预冷淬火,经480℃回火2h后,硬度分布曲线如图9 所示。
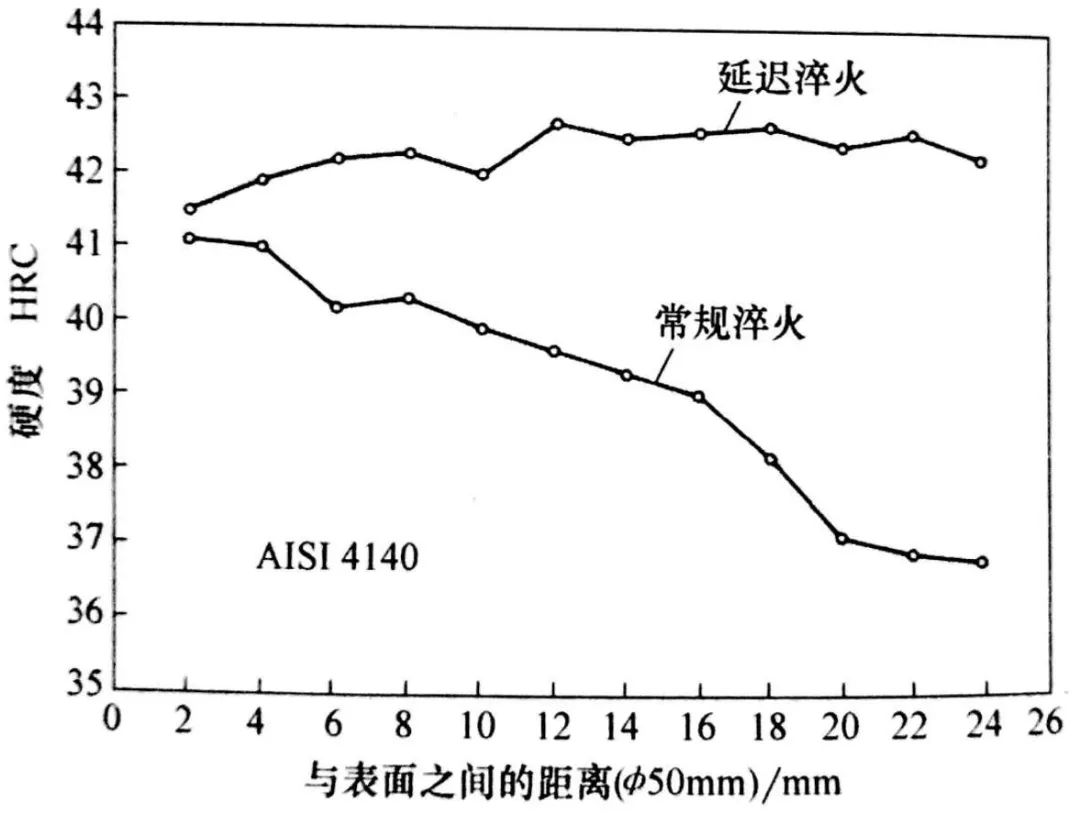
▲图9 480℃回火2小时候的硬度分布
回火不影响常规硬度分布曲线的形状,逆淬火的曲线在整个横截面上比较平缓。一般情况下淬火硬度高,回火后硬度也高,淬火硬度低,回火后硬度也低,但高淬火硬度回火后下降幅度稍大。逆淬火+回火的钢件的心部硬度比常规淬火+回火高出6HRC, 所以,显微组织基本都是由回火马氏体组成的。但就就力学性能而言,众所周知,回火的细晶马氏体具有最高的韧性,尤其是在强度水平高的情况下。
4.2 对疲劳强度的影响
用统一路号的 Φ50mm×300mm 4140 钢试样做弯曲疲劳测试。试样在保护气氛中 860℃ 奥氏体化,然后分别做常规淬火和逆淬火。
试样在20℃、无搅拌的矿物油中淬火热处理,获得常规硬度分布。在40℃、搅拌速度0.8m/s、浓度25%的PAG 溶液中淬火热处理,获得相反硬度分布。淬火之后,试样在真空炉中以500℃回火2h。
裂纹扩展速度由总测试周期中裂纹的生长比例(百分比)表征:
( Nf-Nc ) /Nf
其中 Nf 是测试结束时的循环次数,Nc 是第一道裂纹出现时的循环次数(Nc 是试样的刚度开始下降时的循环次数)。
疲劳测试是在频率为16Hz、应力比 R 为0的不同正弦脉冲荷载条件下进行的,将测试结果绘成S-N曲线(见图10 ) , 也就是名义应力振幅与到初始开裂时的疲劳寿命(循环次数)的关系曲线,尽管测试数量不多,仍能看出具有相反硬度分布的试样的疲劳寿命比具有常规硬度分布的试样的长。
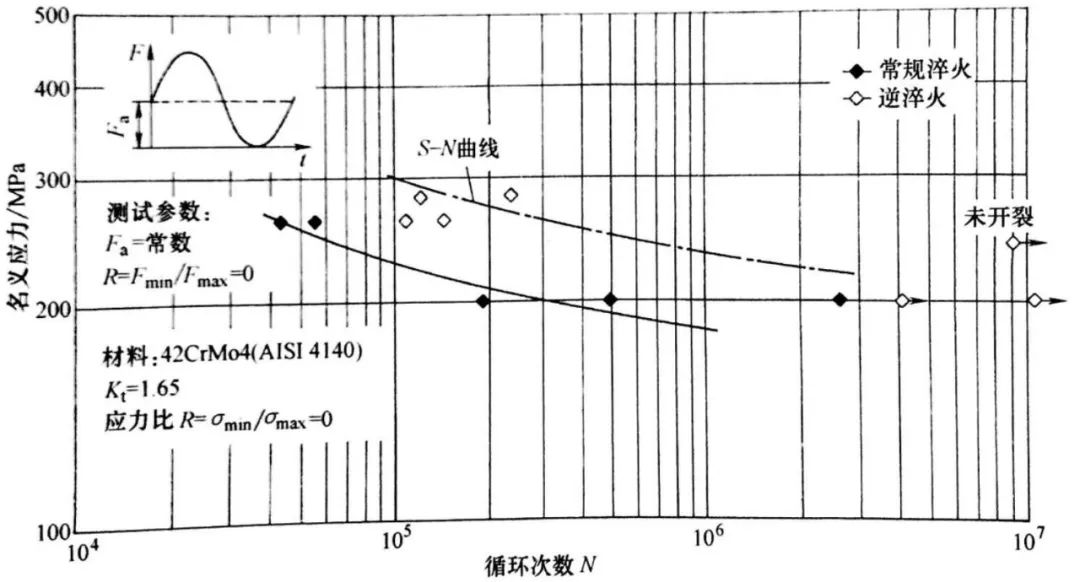
例如,在大部分测试所用的 270MPa应力条件下,疲劳寿命增加了约7倍。同样可观察到,对具有相反硬度分布的试样的测试,裂纹扩展部分更加均衡,总计达总疲劳寿命的13%~20%。
5 总结
1)可控预冷淬火即逆淬火技术,基于冷却速度的不连续变化,与常规淬火实践相比,很有可能会增加硬化深度。
2)常规淬火,A1 到500℃的关键温度范围内的平均冷却速度从表面到中心是降低的;而在预冷淬火中,它是增加的。
3)预冷淬火亦即逆淬火对硬度分布的影响取决于钢的淬透性和横截面尺寸。
4)预冷淬火可以使低淬透性钢材获得更大的硬化深度。
5)对于批量工件的浸入淬火,高浓度的聚合物(PAG ) 溶液是仅有的适用于可控预冷淬火的淬火冷却介质。除了液温和搅拌速度,能够进行控制的主要参数是聚合物浓度,聚合物膜厚度便取决于此,因此预冷淬火也取决于聚合物浓度。
☞来源:每天学点热处理
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)