
双相不锈钢加工制造实用指南(6)
双相不锈钢的应用日益广泛,用户对这类不锈钢也越来越熟悉。本文围绕双相不锈钢应用的难点之一 — 加工和焊接,介绍了双相不锈钢的各种特性,给出了加工和焊接双相不锈钢的基本原则和实用信息。内容包括:双相不锈钢的历史、化学成分、冶金学、耐腐蚀性能、力学性能、物理性能、技术条件、质量控制、切割、成形、焊接、应用等。
全文较长,将分几部分发表,欢迎关注!
(续接前文)
13 其他连接方法
除焊接(将母材熔化进行连接)以外的其他连接方法,其优点包括翘曲最小和残余应力低。接头可达到无泄漏并具有相当的强度。然而,非焊接接头的性能绝不会像焊接接头那样,即焊缝金属的耐腐蚀和强度同母材一样好或几乎一样好。对于强度和耐腐蚀性优于300系列奥氏体不锈钢的双相不锈钢而言,这是一个重要的考虑问题。
13.1 坡口准备
对于所有的连接操作,进行连接操作前,彻底清洁不锈钢是非常重要的。表面应当无油、油脂、灰尘或指印。应当用溶剂去除这些表面污染。油或油脂会阻止焊剂去除软钎焊和硬钎焊中的氧化层。松散的表面污染减少了有效的连接面积。一般表面稍微粗糙的产品比表面光滑的好连接。有时用细磨料进行粗糙化处理可增加表面的润湿性,这对于良好的连接是至关重要的。
13.2 粘合剂
连接金属表面可以使用各种商业粘合剂。双相不锈钢可用与其他任何金属相同的方法用粘合剂连接。粘合剂生产商可以帮助用户选择适合特定连接强度、使用温度和使用环境的粘合剂。
13.3 软钎焊
软钎焊与硬钎焊的区别在于填充材料的熔化温度不同。软钎焊的温度通常在450℃ 以下。一般情况下,软钎焊的接头强度不如硬钎焊的高,使用温度低于硬钎焊的使用温度。典型的软钎焊填充材料包括锡-铅、锡-锑、锡-银和锡-铅-铋合金。这些低熔点填充材料加工的接头具有不同强度和耐腐蚀性及不同颜色搭配。
为了获得良好的软钎焊,在进行软钎焊之前必须用焊剂去掉不锈钢表面的氧化层。不锈钢,特别是含钼双相不锈钢的保护性氧化层具有高度稳定性,进行适当的熔化非常困难。酸性助焊剂会含氯化物,如果使用了含氯化物的助焊剂,在软钎焊之后必须立即用水冲洗或用中和剂处理。未能完全去除助焊剂有可能会引发点蚀,甚至在设备投入使用前就会出现。
13.4 硬钎焊
硬钎焊填充材料的熔点在450℃以上。硬钎焊的填充金属包括银钎焊合金、镍钎焊合金和铜钎焊合金。银钎焊合金的熔点较低,在618~705℃ 之间,铜合金钎焊温度在1100~1150℃ 之间,镍钎焊合金的熔点较高,最高达1175℃。镍钎焊接头的使用温度高于铜和银钎焊接头的使用温度。
双相不锈钢应避免在705~980℃ 的温度范围。因此,在1040℃ 以上或 705℃以下钎焊。超过1040℃ 时,钎焊接头从钎焊温度淬火。
应当根据所要求的耐腐蚀性、使用温度和接头强度选择合适的钎焊材料。虽然不像双相不锈钢2205那样耐腐蚀,但镍钎焊材料含铬量最高25%,使它们具有一定的耐腐蚀性。
有报道说含氮不锈钢不容易钎焊。这会影响氮含量较高的第二代双相不锈钢。可获得的双相不锈钢钎焊的数据不多,因此加工制造者应当进行实验找出理想的钎焊参数。
像软钎焊一样,为了焊接出良好的钎焊接头,硬钎焊前和钎焊过程中必须去除氧化层。同样,这是用助焊剂完成的,钎焊后必须将其除去。清理过程与软钎焊类似,包括用热水或中和化学品清洗。
14 加工后清理
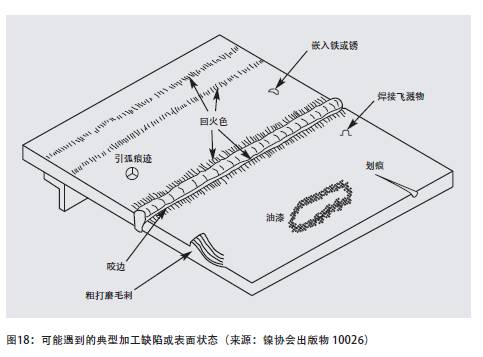
双相不锈钢的加工后清理与其他不锈钢的要求没有差别。加工后清理很重要,就像控制层间温度或在焊接过程中使用保护气体一样重要。加工后未经适当清理的不锈钢,可在比母材低得多的温度下或腐蚀性弱得多的环境中失效。这意味着除非加工后保持或恢复材料的最佳表面,否则使用耐蚀性更好的材料所带来的额外费用就被浪费了。焊接飞溅物,焊接氧化色、标记笔痕迹,起弧点和咬边在水溶液环境中均可成为缝隙。同时,它们也可具有不同于不锈钢表面的电位,因此可能发生电化学反应。消除这些对保护性钝化膜有破坏作用的缺陷非常重要。图18归纳了焊接过程中可能出现且应当在不锈钢投入使用之前清除的这些缺陷。
14.1标记笔印迹、油漆、灰尘和油污
所有这些表面污染物均可成为缝隙和不锈钢点蚀或缝隙腐蚀的源头。此外,它们还可能导致碳污染。如果进行下一步焊接,可能会发生碳化物析出。材料在使用过程中会发生敏化和晶间腐蚀。应用溶剂去除这些污染物。
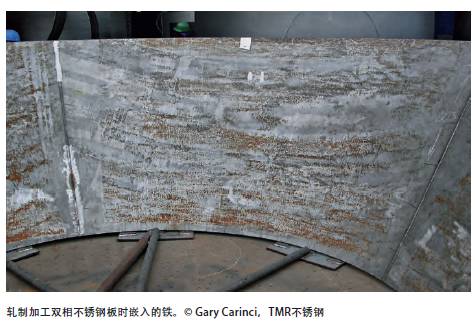
14.2嵌入铁(含铁化合物污染)
不锈钢上的嵌入铁或游离铁,是由于用碳素钢工具加工或运输不锈钢带来的。如果用碳钢工具处理不锈钢,或在存放不锈钢的地方附近加工碳钢,则铁会转移到不锈钢表面。随后铁在潮湿或湿润的环境中生锈并可能引发不锈钢表面的腐蚀。解决方法是避免不锈钢与碳钢的所有接触。不锈钢的加工应当仅使用不锈钢工具,不锈钢钢丝刷,不锈钢夹具和未沾污的新砂轮。在车间里经常用不同颜色为工具编号。
要做到完全不使用碳钢工具和避免车间环境中的铁污染常常是不现实和不经济的。所以,可接受铁沾污但承诺确保在不锈钢投入使用前除掉铁。清除铁污染的方法包括机械清理、化学清理或机械和化学清理相结合。最佳清理方法取决于设备的尺寸和形状、预计使用情况和某些实际问题包括清理废物的处理。一种常用的清理方法是用硝酸进行化学处理,它可溶解不锈钢表面的游离铁但不侵蚀不锈钢或钝化膜保护层。也有许多不同的化学清理方法可获得预期效果。ASTM A 380 (不锈钢部件、设备和系统的清洁、去氧化皮和钝化 )详细介绍了清理方法。用户熟悉ASTM A 380所述的安全问题特别重要。
ASTM A 967(不锈钢部件化学钝化处理,代替美国联邦标准QQP-35c)介绍了如何选择适当的试验方法以证明不锈钢已经过有效的钝化处理。该标准希望用户限定要求达到的钝化等级,允许厂家选用经济有效的合适的方法进行表面处理。
14.3焊接飞溅、焊接变色、焊剂、焊渣、引弧斑
所有这些缺陷都有可能在焊接过程中产生。它们能够形成缝隙并在含氯化物的环境中成为缝隙腐蚀源,应当避免产生这些缺陷或在焊后清除。在加工过程中使用防飞溅化合物可防止焊接飞溅。焊接变色是由于钝化层的破坏,所以会降低耐腐蚀性。用惰性气体保护和用惰性气体清洗焊缝背面可防止严重的焊接变色或氧化色。然而,氧化色不可能完全避免,必须在焊后清理中去除。在设备投入使用前也应当清除焊剂和焊渣夹杂物以及引弧斑。焊接飞溅、焊接氧化色、焊剂、焊渣、引弧斑和焊接咬边都能够用机械清理方法清除,如精磨或使用不锈钢丝轮或刷。使用精磨砂轮很重要,因为在使用过程中粗磨痕迹会粘上沉积物,形成缝隙,从而引起腐蚀。
双相不锈钢的一个显著特点是焊缝氧化色薄、粘,且比耐蚀性与其相当的奥氏体不锈钢更耐化学清理。可用酸洗的方法对焊缝变色进行化学清理,例如,用20%硝酸-5%氢氟酸溶液酸洗2205。该溶液能够溶解氧化铬,也能侵蚀不锈钢,从而去掉了贫铬层。酸洗膏的作用相似,但更易于处理大型工件,因此可用来代替酸溶液。然而,应当认识到,用酸洗膏清洗时会产生一种有害溶液,用户有职责采取安全的使用和处理措施。根据双相不锈钢耐蚀性的不同,可要求采用侵蚀性更弱或更强的酸去除氧化色。
研究表明,进行机械清理后再使用化学钝化法可获得最佳焊后耐蚀性。
(未完待续)
