钢的渗碳是一种广泛采用的表面化学热处理工艺技术,渗碳淬火后在钢的表面形成高硬度和耐磨性的渗碳层,同时心部保持足够的强韧性。传统气氛渗碳目前虽应用最为广泛,但暴露出许多问题:1、工件内氧化,非马组织难以避免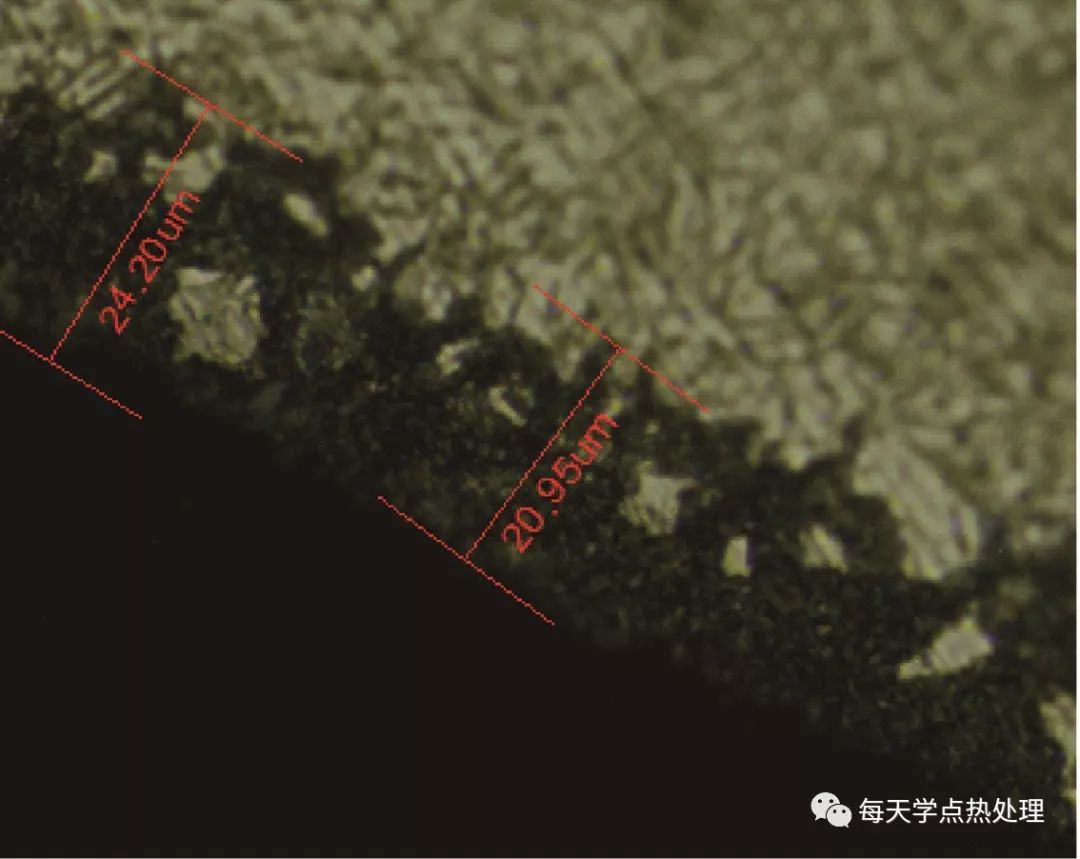
同传统气氛渗碳方式相比,真空渗碳降低了处理成本和减小了环境污染,能获得优良的工件表面状态和渗碳层均匀性,同时真空渗碳还具有淬火变形小、渗碳效率高和避免晶界氧化的优点。
随着国家节能减排方针及环保政策的全面贯彻,进一步引导热处理行业向“少无氧化、少无切削”的方向发展,清洁绿色无污染的真空渗碳技术也将逐渐取代传统气体渗碳,减轻国家资源、能源的消耗。真空渗碳技术:常采用高纯C2H2(纯度≥99.9%)为渗碳气体,由于是在真空环境下进行渗碳和后续热处理,且渗碳介质不含“氧气”,从而避免了传统气氛渗碳容易出现的渗碳层氧化和脱碳的缺点。除具有真空热处理的优点之外,还具有下列优势:1、表面质量好:真空渗碳表面不氧化、不脱碳,保持金属本色;不产生内氧化(黑色组织),有助于提高零件的疲劳强度;能极大提高产品的可靠性和使用寿命。
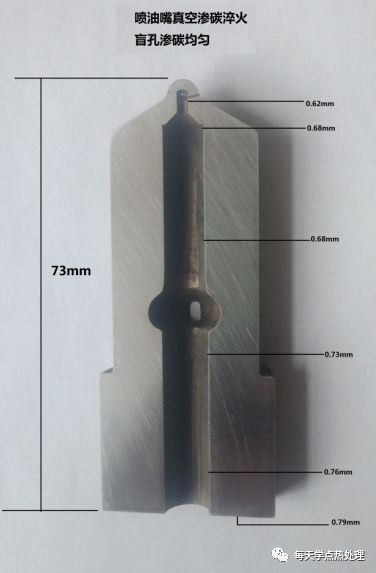
喷油嘴

精密齿轮
2、工件变形小:真空渗碳工件加热时,加热的速度连续可控,可减小工件的内外温差变形趋势;渗碳完成后,淬火方式为真空淬火,大幅减小工件的淬火变形;减小后期的加工量,节省加工成本。

偏心钻导正器

3、渗碳层深度更均匀:工件加热完成匀温之后,才通入渗碳气体,保证了大小工件起始渗碳点的同步性,这是渗碳层均匀的基础。真空对工件表面有净化作用,有利于碳原子被工件吸附。由于渗碳层深度的均匀性好,使浅层渗碳更易于控制。
4、表面碳含量易于控制:真空渗碳表面碳含量不必通过碳势控 制,通过控制渗碳压力和渗碳气流量即可实现表面碳含量的精确控制。
5、渗碳温度范围跨度大:从低温渗碳到最高渗碳温度可达到1050℃,对于深层渗碳可大大节省工艺时间。更有利于完成特殊钢种的渗碳工艺。6、渗碳质量稳定:工艺参数设定以后,整个渗碳过程由微机控制并记录工艺参数。控制系统能对渗碳工艺进行精确控制,热处理工件有良好的重复性,质量稳定。7、生产效率高:高温渗碳可以使生产周期可大幅度缩短。有效节约时间和能源成本,提高生产效率。
适用范围广泛:真空渗碳可实现对盲孔、深孔和狭缝的零件或者不锈钢、含硅钢等普通气体渗碳效果不好甚至难以渗碳的零件,真空渗碳可获得良好的渗碳层。

安全环保:真空渗碳生产过程无油烟,无明火,安全、环保无污染,工作环境清洁。符合国家鼓励的环保政策,顺应当前环保大趋势。
高温真空渗碳工艺的应用
高温真空渗碳工艺时间与渗层
渗碳温度 | 渗碳时间 | 扩散时间 | 渗碳层深 |
1000℃ | 15分钟 | 59分钟 | 0.8mm |
980℃ | 18.5分钟 | 117分钟 | 1.7mm |
980℃ | 6分钟 | 30分钟 | 0.55 mm |
970℃ | 16分钟 | 130分钟 | 1.2 mm |
970℃ | 23.5分钟 | 227分钟 | 1.7mm |
970℃ | 27分钟 | 468分钟 | 2.1-2.2mm |
970℃ | 39分钟 | 678分钟 | 2.3-2.5mm |
970℃ | 47分钟 | 968分钟 | 3.0-3.1mm |
950℃ | 16分钟 | 130分钟 | 0.9mm |
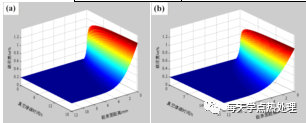
20CrMnMo钢不同渗层真空渗碳工艺碳浓度三维模拟结果
部分材料真空渗碳工艺
渗碳温度 | 渗碳时间 | 扩散时间 | 淬火温度 | 气冷压力 | 渗层深度 |
铁素体型不锈钢真空渗碳工艺(1Cr17) |
980℃ | 6分钟 | 30分钟 | 980℃ | 1bar | 0.2mm |
980℃ | 13分钟 | 85分钟 | 980℃ | 1bar | 0.38mm |
980℃ | 33分钟 | 306分钟 | 1020℃ | 9bar | 0.9mm |
热作模具钢真空渗碳工艺(H13) |
950℃ | 33分钟 | 306分钟 | 1020℃ | 9bar | 1.0mm |
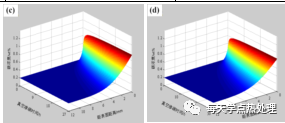
针对不同材料的不同形状零件,郑州飞虹热处理设备制造有限公司进行了大量的模拟研究和工艺试验工作,并应用于热处理实际生产,获取了大量的工艺数据积累.目前,该公司的真空渗碳零件已实际应用于航天军工,精密及重载齿轮,汽车,液压阀芯,油泵油嘴,石油化工,地质钻探等诸多行业。

偏心钻轴销

高速齿轮
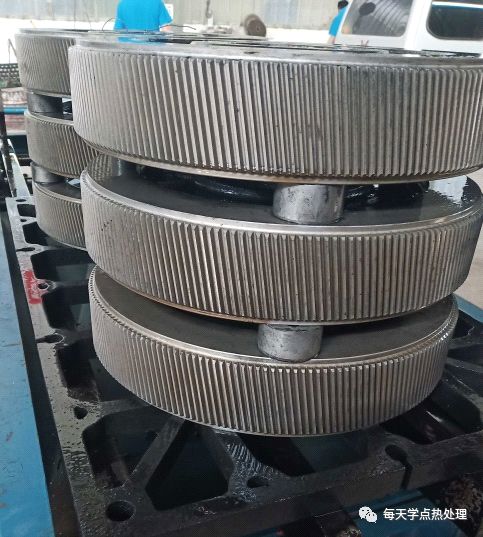
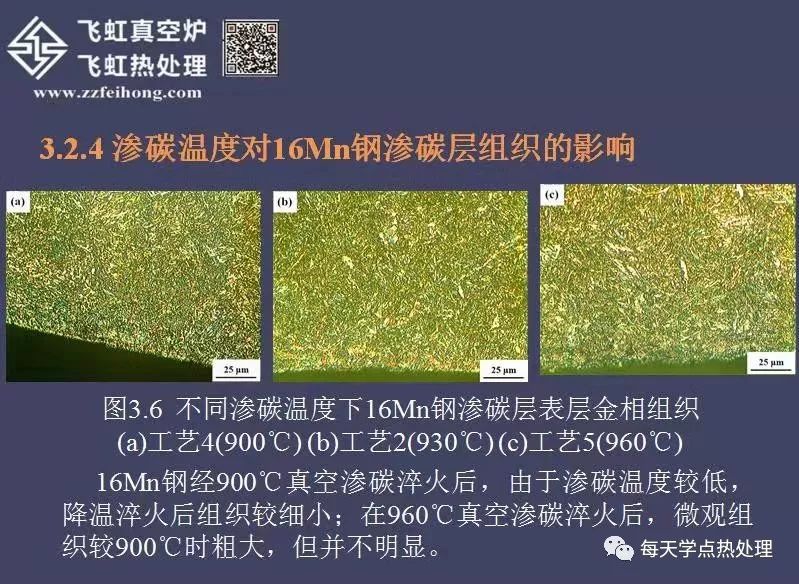
渗碳层没有内氧化层和脱碳层

撰稿人:林在滨
(本平台"常州精密钢管博客网"的部分图文来自网络转载,转载目的在于传递更多技术信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望请谅解,敬请联系主编微信号:steel_tube,进行删除或付稿费,多谢!)

