|
1
��Χ
�����涨������������ְָ弰�ִ��ijߴ硢���Ρ�����������ƫ����������ڱ�ɽ�����ɷݹ�˾�����ĺ��Ϊ2.0mm��10.0mm������Ϊ730mm��1600mm������������ִָ����Լ��ɸִ����гɵĸְ壬���¼�Ƹְ弰�ִ���
2
�淶�������ļ�
�����ļ��е�����ͨ�����������ö���Ϊ�������������ע���ڵ������ļ�����������е��ĵ�����������������ݣ���������������ڱ�����Ȼ�����������ݱ������Э��ĸ����о��Ƿ��ʹ����Щ�ļ������°汾�����Dz�ע���ڵ������ļ��������°汾�����ڱ�����
GB/T
8170-2008 ��ֵ��Լ�����뼫����ֵ�ı�ʾ���ж�
3 ����ʹ���
3.1 ����Ե״̬��Ϊ
�б� EC
���б�
EM
3.2 �����ƾ��ȷ�Ϊ
��ͨ��Ⱦ��� PT.A
�ϸߺ�Ⱦ��� PT.B
3.3
������ӹ����ͷ�Ϊ
�������ȴ�������ȥ����Ƥ No.1U
�������ȴ�������ȥ����Ƥ
No.1C
�������ȴ�������ϴ�����е���ۼ���ϴ�������ӹ� No.1
4 �ߴ�
4.1 �ְ弰�ִ��Ĺ��Ƴߴ緶ΧӦ���ϱ�1�Ĺ涨��
4.2
�ְ弰�ִ��Ƽ��Ĺ��Ƴߴ�
4.2.1 ͨ������£��ְ弰�ִ��Ĺ��ƺ�ȿ��ڱ�1���з�Χ�ڣ���0.1mm������
4.2.2
ͨ������£��ְ弰�ִ��Ĺ��ƿ��ȿ��ڱ�1���з�Χ�ڣ���10mm������
4.2.3
ͨ������£��ְ�Ĺ��Ƴ��ȿ��ڱ�1���з�Χ�ڣ���100mm������
4.3
�����跽Ҫ������˫��Э�̣�Ҳ���ṩ�Ƽ����Ƴߴ���������ߴ�ĸְ弰�ִ���
�� 1
|
����ӹ����� |
��Ʒ��� |
���ƺ��
mm |
���ƿ���
mm |
���Ƹְ峤�Ȼ�־��ھ�
mm |
|
No.1U
No.1C |
�ִ� |
���бߣ�EM�� |
2.0��10.0 |
750��1600 |
760���־��ھ��� |
|
No.1 |
�ְ� |
�бߣ�EC�� |
2.0��10.0 |
730��1570 |
1000��12000���ְ峤�ȣ� |
|
���бߣ�EM�� |
750��1600 |
|
�ִ� |
�бߣ�EC�� |
2.0��10.0 |
730��1570 |
610���־��ھ��� |
|
���бߣ�EM�� |
750��1600 |
 |
5 �ߴ�����ƫ��
5.1
�Բ���ͷβ�ִ������ߴ�ʱ�����˲����˵��ܳ��ȣ�L���ļ��㹫ʽΪ:
L
(m)=90/���ƺ��(mm)
����������ܳ���Ӧ������20m��
5.2
�ְ弰�ִ��ĺ������ƫ��Ӧ���ϱ�2�Ĺ涨�����Ʒ�����ͬ��δע����Ⱦ���ʱ������ͨ��Ⱦ��ȡ������跽Ҫ������˫��Э�̣����ڱ�2�涨�Ĺ������Χ�ڵ����ְ弰�ִ�������ƫ�
��2 ���mm
����
��� |
���п���ʱ�ĺ������ƫ�� |
| ��1200 |
��1200��1500 |
��1500 |
��ͨ����
PT.A |
�ϸ߾���
PT.B |
��ͨ����
PT.A |
�ϸ߾���
PT.B |
��ͨ����
PT.A |
�ϸ߾���
PT.B |
| ��2.00 |
��0.22 |
��0.19 |
��0.25 |
��0.21 |
��0.27 |
��0.23 |
| ��2.00��2.50 |
��0.23 |
��0.20 |
��0.27 |
��0.23 |
��0.30 |
��0.25 |
| ��2.50��3.00 |
��0.26 |
��0.22 |
��0.29 |
��0.24 |
��0.31 |
��0.26 |
| ��3.00��4.00 |
��0.29 |
��0.24 |
��0.31 |
��0.26 |
��0.34 |
��0.29 |
| ��4.00��5.00 |
��0.31 |
��0.26 |
��0.34 |
��0.29 |
��0.36 |
��0.31 |
| ��5.00��6.00 |
��0.34 |
��0.29 |
��0.36 |
��0.31 |
��0.38 |
��0.32 |
| ��6.00��8.00 |
��0.38 |
��0.31 |
��0.39 |
��0.33 |
��0.40 |
��0.34 |
| ��8.00��10.00 |
��0.42 |
��0.35 |
��0.43 |
��0.36 |
��0.44 |
��0.37 |
|
| 5.3
�ִ���������ԭ��ʱ��ͬһ���ִ��ĺ�Ȳ�Ӧ���ϱ�3�Ĺ涨��
��3
���mm
| ���ƺ�� |
���п���ʱ��ͬ����Ȳ� |
| ��1200 |
��1200��1500 |
��1500 |
| ��2.00��3.00 |
0.22 |
0.27 |
0.33 |
| ��3.00��10.00 |
0.28 |
0.32 |
0.40 |
|
|
5.4
�ְ�ִ��Ŀ�������ƫ��Ӧ���ϱ�4�Ĺ涨��
��4
���mm
| ���ƿ��� |
�ְ�ִ���������ƫ�� |
| ��Ե״̬ |
| ���б� |
�б� |
| ��730��1600 |
+20
0 |
+5
0 |
|
| 5.5
�ְ�ij�������ƫ��Ӧ���ϱ�5�Ĺ涨��
��5 ���mm
| ���Ƴ��� |
��������ƫ�� |
| ��2000 |
+10
0 |
| ��2000 |
+ 0.005 �� ���Ƴ���
0 |
|
|
6
����
6.1 �ְ�IJ�ƽ������ֵӦ���ϱ�6�Ĺ涨��
��6
���mm
| ���ƺ�� |
���ƿ��� |
��ƽ������ֵ |
| 2.0��10.0 |
��1200 |
��23 |
| ��1200��1500 |
��30 |
| ��1500 |
��38 |
|
|
6.2 �����估�ѷ��ȣ���б��
6.2.1 �Բ���ͷβ�Ͳ��бߵĸִ������������ʱ�����˲����˵��ܳ���L
�ļ��㹫ʽΪ:
L (m)=90/���ƺ��(mm)
����������ܳ���Ӧ������20m��
6.2.2
�ְ����������ѷ��ȣ���б��Ӧ��֤�ְ嶩���ߴ�ľ���
6.2.3
�ְ弰�ִ�������������ֵӦ������Ӧ��7�ͱ�8�еĹ涨��
6.2.4
�ְ���ѷ��ȣ���б��uӦ�������ְ�ʵ�ʿ��ȵ�1%��
6.3
�ִ������иִ�Ӧ�����ι̣��־�һ�����������ֵӦ���ϱ�9�Ĺ涨��
��7
���mm
|
���Ƴ��� |
�ְ������������ֵ |
�������� |
|
�б� |
���б� |
|
��5000 |
��ʵ�ʳ��ȡ�0.3% |
��ʵ�ʳ��ȡ�0.4% |
ʵ�ʳ��� |
|
��5000 |
��15 |
��20 |
5000 |
|
|
��8
���mm
|
�� �� �� �� |
�ִ�������������ֵ |
�� �� �� �� |
|
�� �� |
�� �� �� |
|
730��1600 |
��15 |
��20 |
5000 |
|
|
��9
���mm
| �� �� �� �� |
��������ֵ |
| �� �� |
�� �� �� |
| 730��1600 |
��35 |
��70 |
|
|
7 �ߴ缰���β���
7.1
���
���б߸ְ弰�ִ������Ӧ�ھ��ݱ߲�С��25mm���������Բ��б߸ְ弰�ִ������Ӧ�ھ��ݱ߲�С��40mm��������
7.2����
����Ӧ�ڴ�ֱ�ڸְ��ִ������ߵķ��������
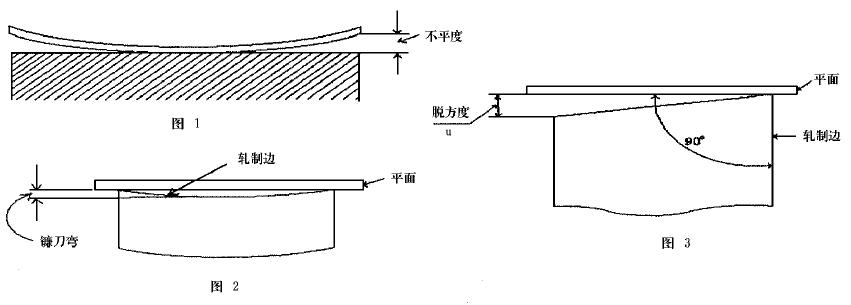
7.3�ְ岻ƽ��
���ְ����ɷ���ƽ���ϣ����ְ屾�������ⲻʩ���κ�ѹ���������ְ��±�����ƽ��֮��������룬��ͼ1��ʾ��
7.4������
�ְ��ִ����β�������Ӳ����������˵��ֱ��֮��������룬��ͼ2��ʾ�����ڳ���С��5000mm�ĸְ壬�ְ�IJ�������Ϊʵ�ʳ��ȣ����ڳ��ȡ�5000mm�ĸְ壬�ְ�IJ�������Ϊ5000mm��
7.5
�ѷ��ȣ���б��u
�ְ���ѷ����Ǹְ���������Ʊ��ϵĴ�ֱͶӰ���ȣ���ͼ3��ʾ��������Ϊ�������õĸְ�Խ���֮���һ�롣
8 ����
8.1 �ְ尴���ۻ�ʵ�������������ִ���ʵ������������
8.2
�ְ尴������������ʱ�����ۼ��������õĺ��Ϊ����������Ⱥ���С��ȵ�ƽ��ֵ�����Ⱥͳ��Ȳ��ù��Ƴߴ�ֵ�������������㷽��Ӧ���ϱ�10�Ĺ涨���ֵĻ�������Ӧ������ز�Ʒ���Ĺ涨��
��10
|
�� �� ˳ �� |
�� �� �� �� |
�� �� �� Լ |
|
��������kg/(mm.m2) |
�ֵĻ�������Ӧ������Ӧ��Ʒ���Ĺ涨
(���1mm�����1m2������) |
�D |
|
�����kg/ m2 |
��������kg/(mm. m2)�����(mm) |
��Լ����λ��Ч���� |
|
�ְ���� m2 |
����(m)������(m) |
��Լ����λ��Ч���� |
|
1������� kg |
��λ����(kg/ m2 )���ְ����(m2 ) |
��Լ����λ��Ч���֣�������1000kgʱ����Լ��kg������λ�� |
|
1������ kg |
1�������(kg)��ͬ����1���ְ���� |
��Լ��kg������λ |
|
������ kg |
��������֮�� |
kg������λ |
|
|
8.3
��ͬ��Ʒ��������Ӧ���ϱ�11�Ĺ涨��
��11
|
��Ʒ��� |
���� t |
|
�ִ� |
��30.0 |
|
�ְ� |
��10.0 |
|
|
9
��ֵ��Լ����Ӧ����GB/T 8170�Ĺ涨��
����˵����
�����ο�GB/T
4237-2007��ISO
9444:2002��E�����б��ơ�
��������BZJ301-2007��
������BZJ301��2007�����Ҫ�仯���£�
�D
�����÷�Χ�����˸ְ壻
�D �Է���ʹ��Ž��������䣻
�D �����˸ְ弰�ִ��Ĺ��Ƴߴ緶Χ��
�D
�����������øִ���ͬ����Ȳ
�D �����˸ְ弰�ִ��ĺ�ȹ��
�D
�������б߸ִ��Ŀ��ȹ��ͬʱ�����˸ְ�Ŀ��ȹ��
�D �����˸ְ�������䡢��ƽ�Ⱥͳ��ȹ��
�D
�����˸־�������Ҫ��
�D �����˿��ȵIJ���������
�D �����˸ְ����ۼ��ط��������涨�˸ְ����ۼ���ʱ�ĺ�ȼ��㣻
�D
�����˲�ͬ��Ʒ������������涨��
�����ɳ��ݾ��ֹܸܲ������������ҵ�������
�����ɳ��ݾ��ֹܸܲ������������ҵ����ݡ�
���������
���нܡ�
������2009���״η�����
��
|