|
1
范围
本标准规定了一般结构用方、矩形焊管尺寸、外形、重量、技术要求、检验和试验、包装、
标志及检验文件等。
本标准适用于常州精密钢管博客网生产的一般结构用电阻焊焊接方、矩形钢管。(以下简
称为钢管)
2
规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后
所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达
成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本
适用于本标准。
GB/T
222-2006 钢的成品化学成分允许偏差
GB/T 223 钢铁及合金化学分析方法
GB/T 228-2002 金属材料
室温拉伸试验方法
GB/T 2102-2006 钢管的验收、包装、标志和质量证明书
GB/T 2975-1998 钢及钢产品
力学性能试验取样位置及试样制备
GB/T 4336-2002 碳素钢和中低合金钢
火花源原子发射光谱分析方法(常规
法)
GB/T 8170-2008 数值修约规则与极限数值的表示和判定
GB/T
18253-2000 钢及钢产品 检验文件的类型
GB/T 20066-2006 钢和铁
化学成分测定用试样的取样和制样方法
GB/T 20123-2006 钢铁 总碳硫含量的测定
高频感应炉燃烧后红外吸收法
(常规方法)
GB/T 20125-2006 低合金钢 多元素含量的测定
电感耦合等离子体原子发射
光谱法
GB/T 20126-2006 非合金钢 低碳含量的测定 第2
部分:感应炉(经预加热)
内燃烧后红外吸收法
3 尺寸、外形及重量
3.1 边长和壁厚
3.1.1
钢管的公称边长和公称壁厚应符合表1 的规定。
3.1.2 根据需方要求,经供需双方协议,可供表1
规定以外规格的钢管。
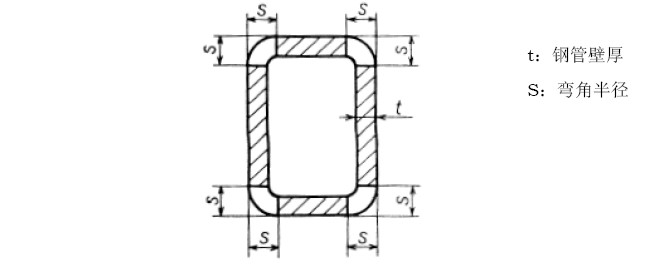
3.1.3 钢管外圆弧弯角半径S(见图1)应符合表2 的规定。
3.2 长度
3.2.1
钢管的通常长度为6m~18m。
3.2.2 定尺长度应在通常长度范围内。
3.2.3
倍尺长度应在通常长度范围内,推荐每倍尺切口余量为5mm。
3.2.4 定尺长度和倍尺总长度的允许偏差为 mm。
3.3
尺寸允许偏差
3.3.1 钢管边长的允许偏差应不大于公称边长的±1.0%。
3.3.2
钢管壁厚的允许偏差,当壁厚不大于10mm 时应不超过公称壁厚的±10%;当壁厚
大于10mm
时应不超过公称壁厚的±8%,弯角及焊缝区域壁厚除外。
3.3.3
钢管各边平面部分的凹凸度应不超过该边长的0.5%。
3.3.4 钢管相邻平面部分的弯曲角度的偏差不得超过±
1.50。
3.4 外形
3.4.1
钢管的弯曲度不得超过钢管长度的0.15%,或者按照实际的使用要求由供需双方协
商。
3.4.2
钢管的两端面应切为平头,并且垂直于钢管的轴线。管端外毛刺应去除,使之为平
齐状态。
3.5 重量
3.5.1
钢管按实际重量交货,亦可按理论重量交货。
3.5.2 钢管的每米理论重量应符合表1 的规定或按表2 中公式计算。
表1
| 边长× 边长 mm |
壁厚 mm |
| 4.0 |
4.5 |
5.0 |
5.5 |
6.0 |
7.0 |
8.0 |
9.0 |
10.0 |
12.5 |
14.5 |
16.0 |
17.5 |
19.0 |
|
每米理论重量 kg/m |
| 175×175 |
21.2 |
23.7 |
26.2 |
28.7 |
31.1 |
35.6 |
40.2 |
44.7 |
49.1 |
58.5 |
|
|
|
|
| 220×140 |
21.8 |
24.4 |
27.0 |
29.5 |
32.0 |
36.7 |
41.5 |
46.1 |
50.7 |
60.5 |
|
|
|
|
| 250×250 |
|
|
38.0 |
41.6 |
45.2 |
52.1 |
59.1 |
65.9 |
72.7 |
88.0 |
100 |
109 |
|
|
| 320×200 |
|
|
|
|
47.1 |
54.3 |
61.6 |
68.7 |
75.8 |
91.9 |
105 |
114 |
|
|
| 300×300 |
|
|
|
|
|
|
71.6 |
80.0 |
88.4 |
108 |
123 |
134 |
|
|
| 400×200 |
|
|
|
|
|
|
71.6 |
80.0 |
88.4 |
108 |
123 |
134 |
|
|
| 400×400 |
|
|
|
|
|
|
96.7 |
108 |
120 |
147 |
168 |
184 |
200 |
215 |
| 500×300 |
|
|
|
|
|
|
96.7 |
108 |
120 |
147 |
168 |
184 |
200 |
215 |
| 450×450 |
|
|
|
|
|
|
109 |
122 |
135 |
166 |
191 |
209 |
227 |
245 |
| 500×400 |
|
|
|
|
|
|
109 |
122 |
135 |
166 |
191 |
209 |
227 |
245 |
表2
|
壁厚 t mm |
弯角半径S mm |
每米理论重量 m kg/m a |
|
t≤6 |
(1.6~2.4)t |
m=0.0157t(A+B-3.288t) |
|
6<t≤10 |
(2.0~3.0)t |
m=0.0157t(A+B-3.717t) |
|
t>10 |
(2.4~3.6)t |
m=0.0157t(A+B-4.146t) |
| a 式中A,B 为钢管公称侧边长度, mm |
 |
图1
4 技术要求
4.1 牌号和化学成分
4.1.1
钢管的牌号和化学成分(熔炼成分)应符合表3
的规定。根据需方要求,经供需双
方协商,亦可供应其他牌号或化学成分的钢管。
4.1.2
钢管的成品化学成分允许偏差应符合GB/T 222 的规定。
4.2
制造方法
钢管采用热轧钢带作管坯,采用电阻焊方法制造。
4.3 力学性能
钢管的力学性能应符合表4
的规定。
4.4 表面质量
4.4.1
焊缝表面不得有裂缝及未熔合等缺陷。钢管母材表面不允许有深度超过公称壁厚下
偏差的缺陷。根据需方要求,经供需双方协商,焊缝内毛刺可清除。
4.4.2
焊缝及钢管表面上深度超过公称壁厚下偏差的缺陷允许修补。修补前应将缺陷彻底
清除,使之符合补焊要求。每根钢管修补不多于3
处,补焊焊缝长度不应小于50mm,补
焊焊缝应修磨。母材上的补焊焊缝修磨后的高度不大于1.5mm。
4.5
其他试验
经供需双方协商,也可以对钢管作无损检验和弯曲试验等其他试验。
表3
|
牌号 |
化学成分 % |
|
C |
Si |
Mn |
P |
S |
|
STKR400 |
≤0.25 |
- |
- |
≤0.030 |
≤0.030 |
|
STKR490 |
≤0.18 |
≤0.55 |
≤1.50 |
≤0.030 |
≤0.030 |
表4
|
牌号 |
下屈服强度C
ReL , MPa |
抗拉强度
Rm , MPa |
断后伸长率a,b
A (L0=50mm, b=25mm), % |
|
STKR400 |
≥ 245 |
≥ 400 |
≥23 |
|
STKR490 |
≥ 325 |
≥ 490 |
≥23 |
a
试样沿纵向从钢管的平板部分制取,试样上不得含有焊缝。
b 厚度小于8mm
的钢管,其断后伸长率的规定值随钢管厚度每减少1mm,减少1.5 个单位。
C
当屈服现象不明显时,以规定非比例延伸强度RP0.2 代替下屈服强度。 |
|
|
5 检验与试验
5.1
钢管的尺寸应用合适的量具逐根进行测量。
5.2 钢管的内、外表面应用肉眼逐根进行检查。
5.3
钢管的检验项目、试验方法、取样方法和取样数量应符合表5 的规定。
5.4
钢管应按批进行检验和验收。每批钢管应该由同一规格、同一牌号、同一炉号的钢管
组成。每批钢管数量不多于100 根。
表5
|
序号 |
检验项目 |
试验方法 |
取样方法 |
取样数量 |
|
1 |
化学成分
(熔炼分
析) |
GB/T 223、GB/T 4336、GB/T 20123、
GB/T 20125、GB/T
20126 |
GB/T 20066 |
每炉取一个试样 |
|
2 |
拉伸试验 |
GB/T 228 |
GB/T 2975 |
每批取一个试样 |
|
|
6 包装、标志及检验文件
6.1 钢管的包装和标志应符合GB/T 2102
的规定。
6.2 检验文件
6.2.1 通常情况下,检验文件的类型应符合GB/T 18253 中检验文件类型“5.1
B”的规定。
即由制造厂授权的、独立于生产部门的检验代表,根据规定的检验和试验要求进行检验和试
验,并出具的检验文件。经供需双方协商,并在合同中注明,也可提供其他类型的检验文件。
6.2.2
每批交货钢管必须开具检验文件。检验文件的内容,可按需要注明:商标、供方名
称、订货单位名称、产品名称、产品订货标准、产品规格、合同号、牌号、炉号、交货状态、
捆数、重量、标准中规定的各项试验结果、检验文件签发日期、交货日期、质量管理部门负
责人签字等。
7 数值修约规则
数值修约规则应符合GB/T 8170 的规定。
附加说明
本标准参考JIS G 3466-1988
编制。
本标准代替Q/BQB 291-2005。
本标准与Q/BQB 291-2005 相比,主要变化如下:
.
规范性引用文件注明了适用版本,新增GB/T 18253-2000、GB/T 20066-2006、
GB/T
20123-2006、GB/T 20125、GB/T 20126;
. 引用GB/T
18253-2000,质量证明书修改为检验文件,并增加相应规定;
. 表5 增加了“取样方法”;
.
增加数值修约规则。
本标准由宝山钢铁股份有限公司质量管理部提出。
本标准由宝山钢铁股份有限公司质量管理部起草。
本标准起草人:许晴。
本标准于2005
年首次发布。
|