|
1
范围
本标准规定了管道、容器、设备结构用无缝钢管的尺寸、外形、重量、技术要求、检验与试
验、包装、标志和检验文件。
本标准适用于常州精密钢管博客网生产的用于制造管道、容器、设备及其它结构中有较高
要求的碳素钢及低合金钢热轧无缝钢管。
2
规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后
所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达
成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本
适用于本标准。
GB/T
222-2006 钢的成品化学成分允许偏差
GB/T 223 钢铁及合金化学分析方法
GB/T 228-2002 金属材料
室温拉伸试验方法
GB/T 229-1994 金属夏比缺口冲击试验方法
GB/T 242-2007
金属管扩口试验方法
GB/T 246-2007 金属管压扁试验方法
GB/T 2102-2006
钢管的验收、包装、标志和质量证明书
GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备
GB/T
4336-2002 碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规
法)
GB/T 7735-2004
钢管涡流探伤检验方法
GB/T 8163-2008 输送流体用无缝钢管
GB/T 8170-2008
数值修约规则与极限数值的表示和判定
GB/T 18253-2000 钢及钢产品 检验文件的类型
GB/T
20066-2006 钢和铁 化学成分测定用试样的取样和制样方法
GB/T 20123-2006 钢铁 总碳硫含量的测定
高频感应炉燃烧后红外吸收法
(常规方法)
GB/T 20125-2006 低合金钢 多元素含量的测定
电感耦合等离子体原子发射
光谱法
GB/T 20126-2006 非合金钢 低碳含量的测定 第2
部分:感应炉(经预加热)
内燃烧后红外吸收法
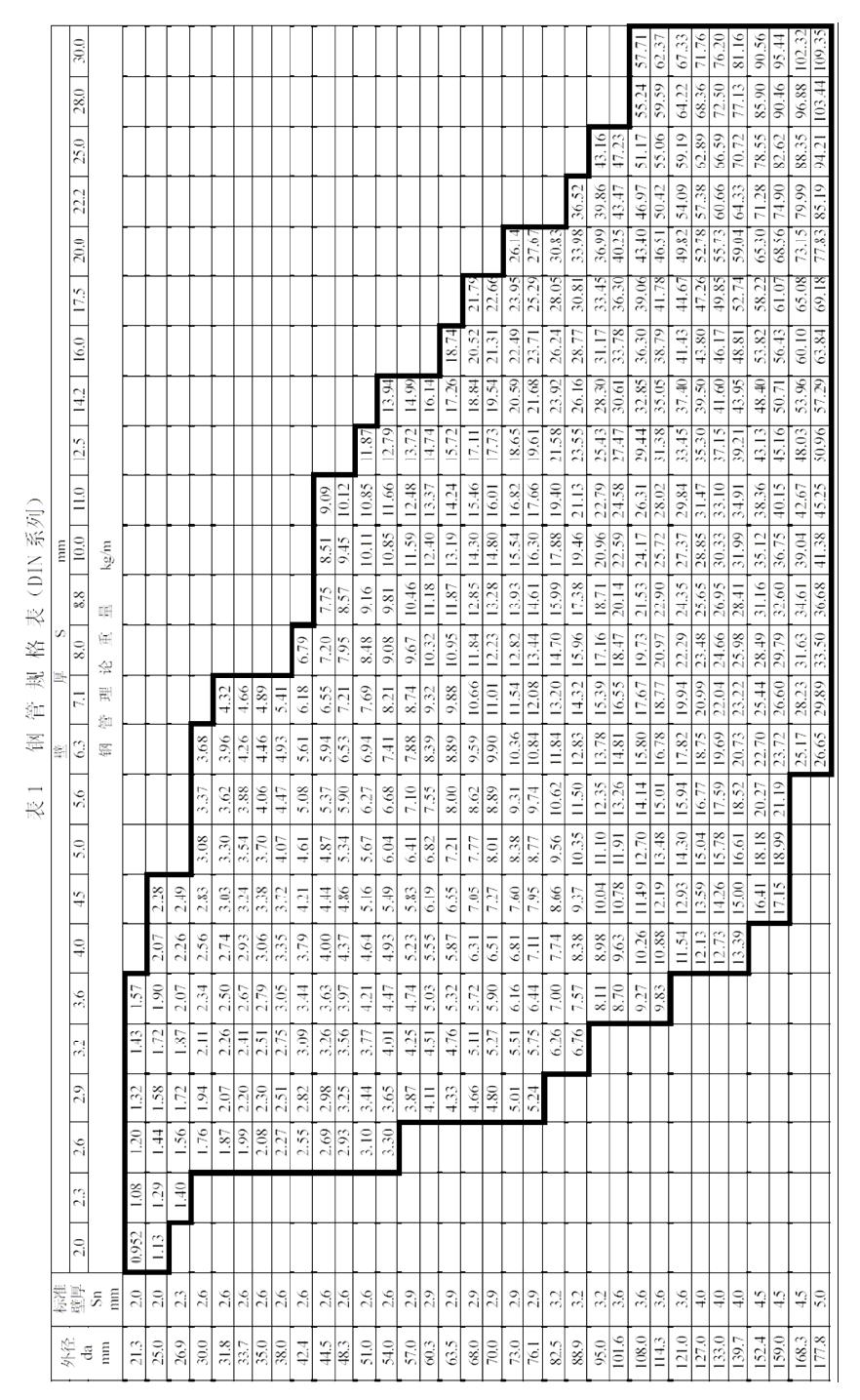
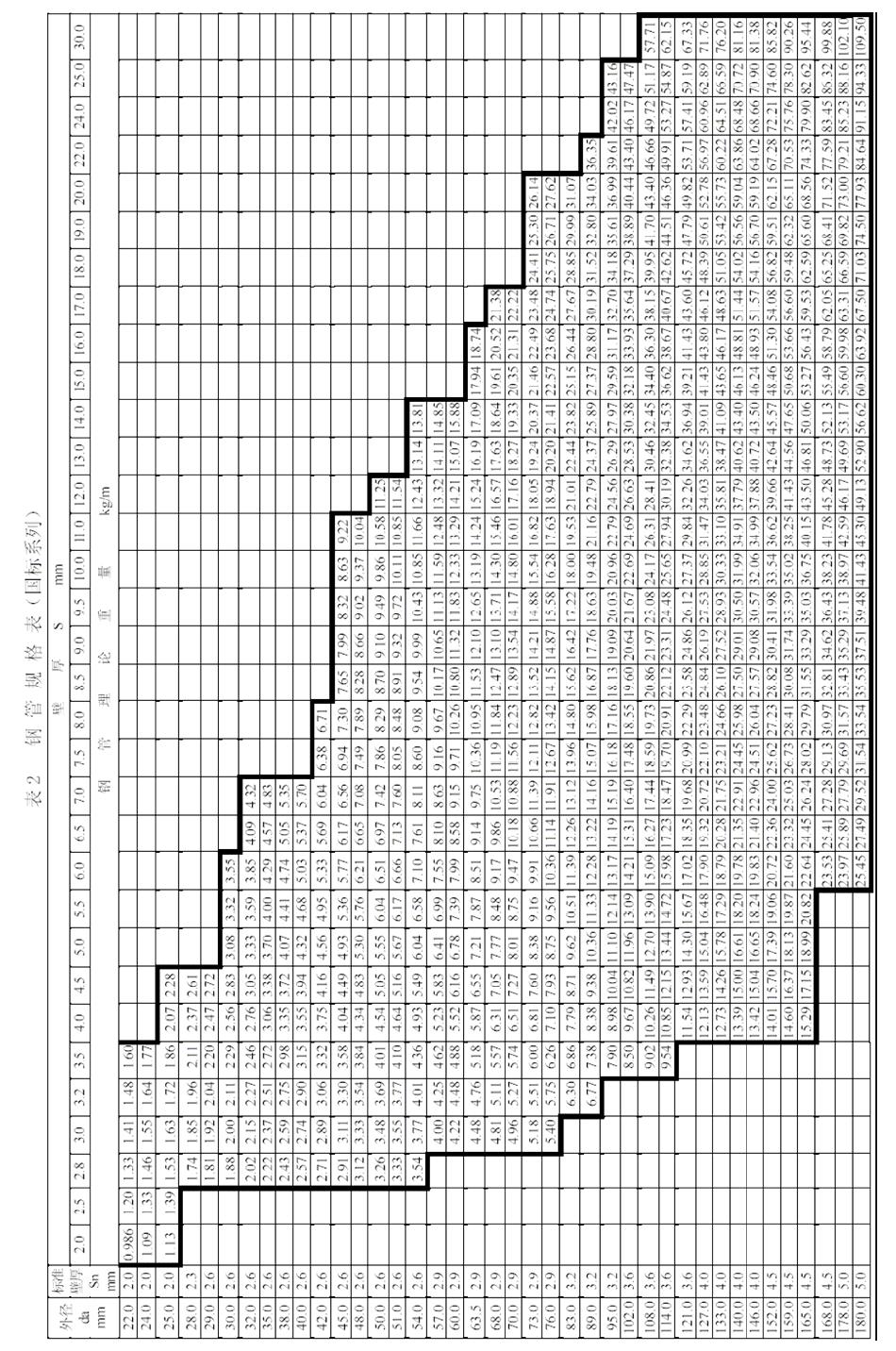
3 尺寸、外形、重量
3.1 外径和壁厚
3.1.1
外径和壁厚如表1、表2 所示。根据需方要求,经供需双方商定,可供应表1、表
2 规定以外的钢管。
3.1.2
外径的允许偏差应符合表3 规定。
3.1.3 壁厚的允许偏差应符合表4 规定。
3.2 长度
3.2.1
钢管的通常长度为6m~12m。经供需双方协议,可供应5m~12m 长度范围内的
定尺钢管,其长度允许偏差应符合表5
的规定。
3.2.2 根据需方要求,经供需双方协议,也可供应其他长度的钢管。
3.3 外形
3.3.1
钢管的弯曲度不得大于如下规定:
壁厚≤15mm 1.0mm/m
壁厚>15mm 1.5mm/m
3.3.2
钢管的两端端面应与钢管轴线垂直,切口毛刺应清除。
表3
|
外径 da mm |
外径允许偏差 |
|
≤50 |
±0.5mm |
|
>50 |
±1%da |
 |
表4
|
壁厚允许偏差 |
|
外径da≤130mm |
外径da>130mm |
|
壁厚S |
壁厚S |
|
S≤2・Sn |
2・Sn<S≤4・Sn |
S>4・Sn |
S≤0.05da |
0.05da<S≤0.11da |
S>0.11da |
|
+15%
-10% |
+12.5%
-10% |
±9% |
+15%
-10% |
±12.5% |
±10% |
| 注:Sn 为标准壁厚(见表1 和表2) |
|
|
表5
|
定尺长度 |
长度允许偏差 |
|
≤6m |
+10mm
0 |
|
>6m |
+15mm
0 |
|
|
3.4 重量
3.4.1
钢管按实际重量交货,亦可按理论重量交货。钢管每米理论重量列于表1、表2(钢
的密度按7.85kg/dm3)。
3.4.2
钢管的实际重量与理论重量的偏差不得大于下列规定:
单根钢管 +10%
-8%
不少于10 吨时的车载量
+10%
-5%
4 技术要求
4.1 牌号和化学成分
4.1.1 钢的牌号和化学成分(熔炼分析)应符合表6
规定。经供需双方协商,可供应其它
牌号的钢管。
4.1.2 钢管的成品化学成分允许偏差按GB/T 222
的有关规定。
4.2
冶炼方法
钢应为电炉或氧气转炉冶炼的镇静钢,若需方无特别指定,则冶炼方法由供方确定。
E275K2、E355K2、C22E、C35E、C45E
等牌号的钢应为细晶粒钢并含有固氮元素。
4.3 交货状态
4.3.1 钢管交货状态应符合表7 和表8。
4.3.2
如果热张力轧制(如张力减径)后钢管的终轧温度高于钢材的相变临界温度Ar3 且
管子是经过空冷时,则管子视为经过了正火处理。
4.3.3 如果要求钢管表面涂防腐涂料,应在订货时商定。
4.4 力学性能
4.4.1
交货状态钢管的室温纵向拉伸性能应符合表7 或表8 的规定。
4.4.2 对于E275K2 和E355K2
牌号的钢管,应进行纵向冲击试验。交货状态钢管的全尺
寸试样夏比V 型缺口冲击功应满足表8
的规定。不能制备全尺寸试样时,可采用宽度为7.5
mm 或5.0 mm
的小尺寸试样。冲击试样应优先选择尽可能的较大尺寸。当不足以选取
5.0mm 宽度试样时,不进行冲击试验。7.5 mm 和5.0mm
小尺寸试样的最小夏比V 型缺
口冲击功要求应分别为表8 中的全尺寸试样冲击功要求值乘以递减系数0.75 和0.50。
4.5
密实性
钢管应采用GB/T 7735 中的验收等级B
逐根进行涡流探伤检验,以检验钢管的密实
性。需方如对钢管的密实性进行复验时,也可按GB/T 8163
的规定进行水压试验,但最高
试验压力不超过20MPa。
4.6 工艺试验
4.6.1
用St37.0、St44.0、St52.0、E235、E275、E315、E355、C22E、C35E
钢
制造的钢管,应进行压扁试验。根据需方要求,供需双方商定并在合同中注明,用St55
钢
制造的钢管也可进行压扁试验。
压扁试验后,试样上不允许存在裂缝或裂口,钢管压扁后平板间距离按下式计算:
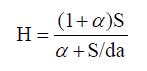 |
式中:S-钢管的公称壁厚,mm;
da-钢管的公称外径,mm;
α-单位长度变形系数,对于St37.0
和E235,α=0.09;对于St44.0、St52.0、
E275、E315、E355 和C22E,α=0.07;对于St55
和C35E,α=0.06
如果S/da 大于0.15,该牌号钢的α 值应减小0.01。
4.6.2
根据需方要求,并在合同中注明,用St37.0、St44.0、St52.0 钢制造,壁厚不大
于8mm
的钢管,可进行扩口试验。
扩口试验在冷状态下进行,顶口锥度为30°、45°、60°中的一种,扩口后试样不得出现裂
缝或裂口,扩口试样外径扩口率应符合表9
规定。
4.7
表面质量
钢管的内外表面不得有裂缝、折叠、轧折、离层和结疤,这些缺陷应完全清除掉,但清理处
的实际壁厚不得小于壁厚所允许的最小值。
允许存在由于制造方式所造成的轻微凸起、凹陷或浅的辊痕,但钢管的外径和壁厚必须在允
许的尺寸偏差之内,且不影响钢管的使用性能。
5 检验与试验
5.1 钢管的尺寸应用合适的量具逐根进行测量。
5.2
钢管的内、外表面需在照明下用肉眼逐根进行检查。
5.3 钢管的检验项目、试验方法、取样方法和取样数量应符合表10
的规定。
5.4 组批规则
5.4.1
钢管按批进行检验和验收。每批钢管应由同一规格、同一牌号、同一炉号的钢管组
成。当需方事先未提出特殊要求时,碳素钢管可以不同炉号的同一规格、同一牌号的钢管组
成一批。
5.4.2 钢管每批为200 根,剩余钢管的根数不小于100 根时,单独为一批;小于100
根
时,应并入相邻的一批中。
5.5 复验与判定原则
5.5.1
对于拉伸试验、压扁试验及扩口试验,初验如有一项试验结果(包括该项试验所要
求的任一指标)不合格,则应将该根钢管剔除,并从同一批钢管中重新取2
根钢管复验不
合格的项目,复验结果即使有一个指标不合格,则整批钢管不予验收。
5.5.2 对于冲击试验,一组3
个试样的平均值应不小于规定值,允许其中有1 个试样的值
低于规定值,但不应低于规定值的70%。
若一组3
个试样的结果没有满足上述规定,但低于规定值的试样不超过2 个,且低于规定
值70%的试样不超过1 个,可从同一抽样钢管上再取1
组3 个试样,在第二组试样试验后,
如果同时满足下列条件,该抽样钢管判为合格:
a) 6
个试样的平均值不小于规定值;
b) 低于规定值的试样不超过2 个;
c) 低于规定值70%的试样不超过1
个。
如果没有满足上述条件,该抽样钢管应判为不合格,则整批钢管不予验收。
5.5.3
供方可对复验不合格的钢管进行正火处理,作为新的一批提交验收,正火次数应不
超过两次。
6 包装、标志和检验文件
6.1 钢管的包装和标志应符合GB/T 2102 的规定。
6.2
检验文件
6.2.1 通常情况下,检验文件的类型应符合GB/T 18253 中检验文件类型“5.1
B”的规定。
即由制造厂授权的、独立于生产部门的检验代表,根据规定的检验和试验要求进行检验和试
验,并出具检验文件。经供需双方协商,并在合同中注明,也可提供其他类型的检验文件。
6.2.2
每批交货钢管必须开具检验文件。检验文件的内容,可按需要注明:商标、供方名
称、订货单位名称、产品名称、产品订货标准、产品规格、合同号、牌号、炉号、交货状态、
捆数、重量、标准中规定的各项试验结果、检验文件签发日期、交货日期、质量管理部门负
责人签字等。
7 数值修约规则
数值修约规则应符合GB/T 8170 的规定。
8 牌号近似对照
本标准牌号与国内外标准牌号的近似对照见附录B。
表6
|
牌 号 |
化学成分(熔炼分析) % (质量分数) |
|
C |
Si |
Mn |
P |
S |
Cr |
Mo |
Ni |
Alt d |
Cu |
N |
Nb |
Ti |
V |
|
St37.0 |
≤
0.17 |
0.17
~
0.37 |
0.35
~
0.65 |
≤
0.025 |
≤
0.020 |
≤
0.25 |
― |
≤
0.25 |
― |
≤
0.20 |
― |
― |
― |
― |
|
St44.0 |
≤
0.21 |
0.17
~
0.37 |
0.50
~
0.80 |
≤
0.025 |
≤
0.020 |
≤
0.25 |
― |
≤
0.25 |
― |
≤
0.20 |
― |
― |
― |
― |
|
St52.0 |
≤
0.22 |
≤
0.55 |
≤
1.60 |
≤
0.025 |
≤
0.020 |
≤
0.25 |
― |
≤
0.25 |
― |
≤
0.20 |
― |
― |
― |
― |
|
St55 |
0.33
~
0.41 |
0.17
~
0.37 |
0.50
~
0.80 |
≤
0.025 |
≤
0.020 |
≤
0.25 |
― |
≤
0.25 |
― |
≤
0.20 |
― |
― |
― |
― |
|
CK45 |
0.42
~
0.50 |
0.17
~
0.37 |
0.50
~
0.80 |
≤
0.025 |
≤
0.0 |
≤
0.25 |
― |
≤
0.25 |
― |
≤
0.20 |
― |
― |
― |
― |
|
E235 a |
≤
0.17 |
≤
0.35 |
≤
1.20 |
≤
0.025 |
≤
0.020 |
― |
― |
― |
― |
― |
― |
― |
― |
― |
|
E275 a |
≤
0.21 |
≤
0.35 |
≤
1.40 |
≤
0.025 |
≤
0.025 |
― |
― |
― |
― |
― |
― |
― |
― |
― |
|
E275K2a |
≤
0.20 |
≤
0.40 |
0.50
~
1.40 |
≤
0.025 |
≤
0.020 |
≤
0.30 |
≤
0.10 |
≤
0.30 |
≥
0.020 |
≤
0.35 |
≤
0.015 |
≤
0.05 |
≤
0.03 |
≤
0.05 |
|
E315 a |
≤
0.21 |
≤
0.30 |
≤
1.50 |
≤
0.025 |
≤
0.020 |
― |
― |
― |
― |
― |
― |
― |
― |
― |
|
E355 a,b |
≤
0.22 |
≤
0.55 |
≤
1.60 |
≤
0.025 |
≤
0.020 |
― |
― |
― |
― |
― |
― |
― |
― |
― |
|
E355K2a |
≤
0.20 |
≤
0.50 |
0.90
~
1.65 |
≤
0.025 |
≤
0.020 |
≤
0.30 |
≤
0.10 |
≤
0.50 |
≥
0.020 |
≤
0.35 |
≤
0.015 |
≤
0.05 |
≤
0.05 |
≤
0.12 |
|
C22E a,c |
0.17
~
0.24 |
≤
0.40 |
0.40
~
0.70 |
≤
0.025 |
≤
0.020 |
≤
0.40 |
≤
0.10 |
≤
0.40 |
― |
― |
― |
― |
― |
― |
|
C35E a,c |
0.32
~
0.39 |
≤
0.40 |
0.50
~
0.80 |
≤
0.025 |
≤
0.020 |
≤
0.40 |
≤
0.10 |
≤
0.40 |
― |
― |
― |
― |
― |
― |
|
C45E a,c |
0.42
~
0.50 |
≤
0.40 |
0.50
~
0.80 |
≤
0.025 |
≤
0.020 |
≤
0.40 |
≤
0.10 |
≤
0.40 |
― |
― |
― |
― |
― |
― |
a
经供需双方协商同意,可添加表中规定以外的元素。供方可自行添加用于提高铸造性的其他元素。
b
供方可添加Nb、V、Ti,但应报告这些元素的含量。
c 应满足Cr+Mo+Ni≤0.63%。
d
如果有充分的其他固氮元素,则此Alt 要求不适用。 |
|
|
表7
|
牌 号 |
交货状态 |
拉伸性能a, b |
|
抗拉强度
Rm, MPa |
下屈服强度ReL, MPa |
断后伸长率
A, % |
|
壁厚 mm |
|
≤16 |
>16 |
|
St37.0 |
热轧或正火c |
350~480 |
≥235 |
≥225 |
≥25 |
|
St44.0 |
热轧或正火c |
420~550 |
≥275 |
≥265 |
≥21 |
|
St52.0 |
热轧或正火c |
500~650 |
≥355 |
≥345 |
≥21 |
|
St55 |
热轧或正火c |
540~645 |
≥295 |
≥285 |
≥17 |
|
CK45 |
热轧或正火c |
590~730 |
≥335 |
≥325 |
≥14 |
a 当屈服现象不明显时,以规定非比例延伸强度Rp0.2
代替下屈服强度。
b 试样为GB/T 228 中的纵向弧形试样。
c
由供方选择,采用热轧或正火状态交货。 |
|
|
表8
|
牌 号 |
交货状态 |
拉伸性能a, b |
-20℃平均吸收功
AKV,J
不小于 |
|
抗拉强度
Rm, Mpa
不小于 |
上屈服强度
ReH, Mpa
不小于 |
断后伸长率
A,%
不小于 |
|
壁厚 mm |
壁厚 mm |
壁厚 mm |
|
≤16 |
>16 |
≤16 |
>16 |
≤16 |
>16 |
|
E235 |
热轧或正火c |
360 |
235 |
225 |
25 |
― |
|
E275 |
热轧或正火c |
410 |
275 |
265 |
22 |
― |
|
E275K2 |
正火 |
410 |
275 |
265 |
22 |
40 |
|
E315 |
热轧或正火c |
450 |
315 |
305 |
21 |
― |
|
E355 |
热轧或正火c |
490 |
355 |
345 |
20 |
― |
|
E355K2 |
正火 |
490 |
355 |
345 |
20 |
40 |
|
C22E |
正火 |
430 |
410 |
240 |
210 |
24 |
25 |
― |
|
C35E |
正火 |
550 |
520 |
300 |
270 |
18 |
19 |
― |
|
C45E |
正火 |
620 |
580 |
340 |
305 |
14 |
16 |
― |
a 当屈服现象不明显时,以规定非比例延伸强度Rp0.2
代替上屈服强度。
b 试样为GB/T 228 中的纵向弧形试样。
c
由供方选择,采用热轧或正火状态交货。 |
|
|
表9
|
牌号 |
扩口率 % |
|
内径/外径 |
|
≤0.6 |
>0.6~0.8 |
>0.8 |
|
St37.0、St44.0 |
10 |
12 |
17 |
|
St52.0 |
8 |
10 |
15 |
|
|
表10
|
序号 |
检验项目 |
涡流探伤 |
取样方法 |
取样数量 |
|
1 |
化学成分
(熔炼分析) |
GB/T 223、GB/T 4336、GB/T 20123、
GB/T
20125、GB/T 20126 |
GB/T 20066 |
每炉一个试样 |
|
2 |
拉伸试验 |
GB/T 228 |
GB/T 2975 |
每批一个试样 |
|
3 |
冲击试验 |
GB/T 229 |
GB/T 2975 |
每批在一根钢管上
取一组三个试样 |
|
4 |
压扁试验 |
GB/T 246 |
GB/T 246 |
每批一个试样 |
|
5 |
扩口试验 |
GB/T 242 |
GB/T 242 |
每批一个试样 |
|
6 |
涡流探伤 |
GB/T 7735 |
― |
逐根 |
|
|
附录A
(资料性附录)
预计温度下的强度特性值
表 A.1 St37.0、St44.0、St52.0
牌号的钢管预计温度下的强度特性值Rp0.2
|
牌 号 |
预计温度下的强度特性值MPa |
|
50℃ |
200℃ |
250℃ |
300℃ |
|
壁厚 mm |
|
≤16 |
>16~25 |
≤16 |
>16~25 |
≤16 |
>16~25 |
>16~25 |
>16~25 |
|
St37.0 |
255 |
235 |
185 |
175 |
165 |
155 |
140 |
135 |
|
St44.0 |
275 |
265 |
215 |
205 |
195 |
185 |
165 |
160 |
|
St52.0 |
355 |
345 |
245 |
235 |
225 |
215 |
195 |
190 |
注:
1 表列值为规定非比例延伸强度RP0.2
的估计值,未被证实。此值在计算时应考虑代入较高的安全系数(例:
DIN 2413-1972
版中适用范围为20%)。
2
对于大于50℃至小于200℃中间范围,应在20℃(见表7)和200℃之间线性内插,不随意凑成整
数。 |
|
|
表A.2 St55 牌号的钢管预计温度下的强度特性值下屈服强度
|
牌 号 |
下屈服强度,MPa |
|
20℃ |
|
St55 |
355 |
注:
1 对于按DIN 2413
计算壁厚的钢管,20℃时的强度特性值,可用于120℃以下的温度。
2 外径≤30mm、壁厚≤3mm
的钢管,允许降低10MPa。 |
|
|
附录B
(资料性附录)
本标准牌号与国内外标准牌号的近似对照表
表 B.1
|
Q/BQB 203-2009 |
Q/BQB 203-2003 |
DIN1629:1984 |
EN 10297-1:2003 |
|
St37.0 |
St37.0 |
St37.0 |
E235 |
|
St44.0 |
St44.0 |
St44.0 |
E275 |
|
St52.0 |
St52.0 |
St52.0 |
E355 |
|
St55 |
St55 |
St55 |
C35E |
|
CK45 |
CK45 |
- |
C45E |
|
E235 |
- |
- |
E235 |
|
E275 |
- |
- |
E275 |
|
E275K2 |
- |
- |
E275K2 |
|
E315 |
- |
- |
E315 |
|
E355 |
- |
- |
E355 |
|
E355K2 |
- |
- |
E355K2 |
|
C22E |
- |
- |
C22E |
|
C35E |
- |
- |
C35E |
|
C45E |
- |
- |
C45E |
|
|
附加说明:
本标准参考DIN1629-1984、DIN2448-1981、EN 10297-1:2003
编制。
本标准代替Q/BQB 203-2003。
本标准与Q/BQB 203-2003 相比,主要变化如下:
.
规范性引用文件注明了适用版本,增加了GB/T 223、GB/T 229、GB/T 2975、GB/T
8170、GB/T
18253、GB/T 20066、GB/T 20123、GB/T 20125、GB/T 20126;
. 表1 和表2
的壁厚范围上限由25.0mm 扩大到30.0mm;
. 表2 增加外径165.0mm 和178.0mm 规格;
.
删除标记示例;
. 增加E235、E275、E275K2、E315、E355、E355K2、C22E、C35E、C45E
的
化学成分和力学性能要求;
. St37.0、St44.0、St52.0、St55、CK45
增加了正火的交货状态;
. 4.3.2 节修改了正火轧制的规定;
. 明确涡流探伤进行密实性检验时,采用GB/T 7735
中的验收等级B;
. 增加了冲击试验的复验规则;
. 表9 增加“取样方法”一栏;
. 引用GB/T
18253-2000,质量证明书修改为检验文件,并增加相应规定;
. 增加数值修约规则;
.
增加本标准牌号与国内外标准牌号的近似对照(附录B)。
本标准的附录A
为资料性附录。
本标准由宝山钢铁股份有限公司质量管理部提出。
本标准由宝山钢铁股份有限公司质量管理部起草。
本标准起草人:许晴。
本标准于1985
年首次发布,1989 年第一次修订,1994 年第二次修订,1999 年第三次修订,
2003 年第四次修订,本次为第五次修订。
|